cho các phân xưởng sản xuất. Anh cũng là giáo viên kiêm nhiệm, trợ giúp việc giảng dạy lý thuyết trong các chương trình đào tạo nghề của Công ty.
2. Anh Nguyễn Công Hiếu cán bộ kỹ thuật tại phòng Mẫu kỹ thuật, CTCP Thương mại Đà Lạt.
Năm 2001, anh Hiếu làm công nhân dệt tại CTCP Thương mại Đà Lạt. Trước đó, anh đã được đào tạo nghề dệt tại trường Trung cấp Dạy nghề 26.3 và từng làm việc tại Công ty Dệt may Mùa Đông được 2 năm. Do kết quả làm việc xuất sắc và thể hiện tư duy kỹ thuật tốt, anh Hiếu được cử tham gia khóa đào tạo phòng Mẫu kỹ thuật hướng dẫn. Khóa đào tạo kéo dài 3 tháng, gồm 2 phần: lý thuyết và thực hành. Phần lý thuyết được học về phân biệt các loại máy, và công dụng của từng máy, cách xây dựng một bài dệt khi có đơn hàng mới. Phần thực hành làm thử sản phẩm theo bài dệt như phần lý thuyết được hướng dẫn và điều chỉnh cho phù hợp. Sau đó, anh được đề bạt lên vị trí cán bộ kỹ thuật ở phòng Mẫu kỹ thuật.
Qua nghiên cứu các tấm gương điển hình về phát triển nghề nghiệp, có thể rút ra một số nhận xét sau: một là, từ CNKT có thể trở thành cán bộ kỹ thuật, chuyên môn nghiệp vụ hoặc CBQL cấp cơ sở, cấp trung, thậm chí CBQL cấp cao nếu được ĐT&PT phù hợp. Hai là, nền tảng năng lực do được dạy nghề bài bản giúp cho người CNKT phát triển nghề nghiệp tốt hơn và được thăng tiến lên các vị trí cao dễ dàng hơn (trường hợp ông Thư-chủ tịch HĐQT, Tổng giám đốc CTCP May Đáp Cầu, chị Là- CTCP May 19). Các CNKT được đào tạo ban đầu theo kiểu kèm cặp thường chỉ có thể phát triển lên CBQL cấp cơ sở, hoặc cấp trung. Ba là, nếu CNKT được dạy nghề bằng các phương pháp kém bài bản, hệ thống (ví dụ theo kiểu kèm cặp), để có thể phát triển nghề nghiệp và thăng tiến trong quản lý, rõ ràng, DN cần bồi dưỡng, bổ sung bằng cách gửi NLĐ tham gia các khóa học dài hạn hoặc ngắn hạn ở các cơ sở đào tạo (trường hợp của ông Tuấn, CTCP May Đáp Cầu; chị Hường và anh Ba-CTCP May 19). Bốn là, khi đã trưởng thành về nghề nghiệp, việc tham gia kèm cặp, giảng dạy cho người CN mới giúp cho NLĐ hiểu biết và nhận thức tốt hơn về công việc, yêu thích và gắn bó với công việc hơn, phát triển về nghề nghiệp thuận lợi hơn và dễ dàng tiếp cận các cơ hội thăng tiến hơn. Năm là, sự kết hợp giữa các phương pháp đào tạo ngoài công việc với đào tạo trong công việc như kèm cặp trong SX, hay luân chuyển, thuyên chuyển có tác dụng rất tốt trong phát triển năng lực nghề nghiệp và năng lực quản lý cho NLĐ.
Tóm lại, dạy nghề-đào tạo bổ sung kỹ năng- phát triển nghề nghiệp có mối quan hệ biện chứng rất chặt chẽ và có tác động qua lại lẫn nhau. Những hoạt động này một
mặt, nhằm phát triển năng lực cá nhân của người CNKT, đồng thời có tác động kích thích động lực lao động rất lớn, mặt khác, giúp nâng cao chất lượng nguồn nhân lực, đảm bảo nền tảng cho sự phát triển bền vững cho DN. Tuy nhiên, để người CNKT có thể phát triển năng lực nghề nghiệp và thăng tiến lên các vị trí quản lý, không chỉ cần có sự nỗ lực học tập và làm việc của người CNKT, mà còn cần có sự hỗ trợ từ phía DN thông qua việc cung cấp các hoạt động đào tạo và phát triển phù hợp.
3.2.2. Thực trạng xác định nhu cầu và xây dựng kế hoạch đào tạo và phát triển công nhân kỹ thuật trong các doanh nghiệp Dệt May Hà Nội
Các DN DM HN thường xác định nhu cầu ĐT&PT CNKT theo cách tiếp cận hệ thống, gồm: (1) xác định nhu cầu ĐT&PT CNKT về chủng loại và số lượng cần thiết nhằm hoàn thành một khối lượng công việc nhất định trong năm tiếp theo, (2) xác định yêu cầu về trình độ lành nghề cần thiết, từ đó, (3) xác định các mục tiêu ĐT&PT CNKT.
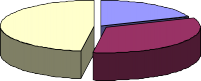
1.22% | 2.44% | 30.49% | Theo điều động của cơ quan chủ quản cấp trên Theo nhu cầu của cá |
nhân NLĐ | |||
Theo kinh nghiệm của | |||
CBQL | |||
Theo y/c công việc, y/c | |||
SX của cty | |||
Tính toán theo định | |||
56.10% | 7.32% | 2.44% | mức LĐ Tính toán theo mức p.vụ của máy |
Có thể bạn quan tâm!
-
 Đánh Giá Ảnh Hưởng Của Các Yếu Tố Cá Nhân Người Cnkt Đến Kết Quả Hoạt Động Đt&pt Cnkt Trong Các Dn Dm Hn
Đánh Giá Ảnh Hưởng Của Các Yếu Tố Cá Nhân Người Cnkt Đến Kết Quả Hoạt Động Đt&pt Cnkt Trong Các Dn Dm Hn -
 Cơ Cấu Nnl Và Cơ Cấu Cnkt (Theo Nghề) Của Các Dn Dm Hn25
Cơ Cấu Nnl Và Cơ Cấu Cnkt (Theo Nghề) Của Các Dn Dm Hn25 -
 Thống Kê Số Cán Bộ Quản Lý Các Cấp Và Cán Bộ Chuyên Môn Nghiệp Vụ Được Phát Triển Từ Công Nhân Kỹ Thuật Năm 201136
Thống Kê Số Cán Bộ Quản Lý Các Cấp Và Cán Bộ Chuyên Môn Nghiệp Vụ Được Phát Triển Từ Công Nhân Kỹ Thuật Năm 201136 -
 Thống Kê Về Các Loại Hỗ Trợ Nlđ Trong Thời Gian Đào Tạo52
Thống Kê Về Các Loại Hỗ Trợ Nlđ Trong Thời Gian Đào Tạo52 -
 Ảnh Hưởng Của Kiến Thức Của Gvdn Với Mức Độ Đáp Ứng Yêu Cầu Công Việc Của Cnkt Sau Đào Tạo Về Kiến Thức Và Khả Năng Phát Triển Nghề
Ảnh Hưởng Của Kiến Thức Của Gvdn Với Mức Độ Đáp Ứng Yêu Cầu Công Việc Của Cnkt Sau Đào Tạo Về Kiến Thức Và Khả Năng Phát Triển Nghề -
 Đánh Giá Tác Động Của Yếu Tố Khác Thuộc Môi Trường Bên Ngoài Đến Kết Quả Đt&pt Cnkt Trong Các Dn Dm Hn
Đánh Giá Tác Động Của Yếu Tố Khác Thuộc Môi Trường Bên Ngoài Đến Kết Quả Đt&pt Cnkt Trong Các Dn Dm Hn
Xem toàn bộ 255 trang tài liệu này.
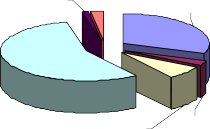
Biểu đồ 3.4. thống kê ý kiến trả lời của DN DM HN về các hình thức xác định nhu cầu ĐT&PT CNKT về chủng loại và số lượng cần thiết nhằm hoàn thành một khối lượng công việc nhất định trong năm tiếp theo. Cách xác
Biểu đồ 3.4: Phân bố các DN theo hình thức xác định nhu cầu ĐT&PT CNKT hàng năm trong các DN DM HN 38
định nhu cầu đào tạo theo yêu cầu công việc, yêu cầu SXKD của cty là cách xác định phổ biến nhất, có
50.00%
40.00%
30.00%
20.00%
10.00%
0.00%
Không sử dụng được
Sử dụng được ít
Sử dụng tạm được
Sử dụng tốt
Sử dụng
Xác định nhu cầu Đánh giá tay Xây dựng đề thi rất tốt
đào tạo nghề công nhân nâng bậc
56,1% ý kiến trả lời. Việc xác định nhu cầu đào tạo của DN phụ thuộc khá nhiều vào sự điều động của cơ quan chủ quản cấp trên với 30,5% ý kiến trả lời. Ngoài ra, xác định nhu
cầu đào tạo theo kinh nghiệm
Biểu đồ 3.5: Tổng hợp ý kiến đánh giá về chất lượng văn bản Tiêu chuẩn cấp bậc kỹ thuật sử dụng trong ĐT&PT CNKT của DN DM HN39
của CBQL, theo mức phục vụ của máy và nhu cầu của NLĐ.
38 Chi tiết xin xem bảng 1 phụ lục 5.4
39 Chi tiết xin xem bảng 2 phụ lục 5.4
Để xác định các yêu cầu về trình độ lành nghề cần thiết, các DN sẽ sử dụng văn bản Tiêu chuẩn cấp bậc kỹ thuật. Tuy nhiên, trong số các DN DM HN khảo sát, chỉ có 65,7% DN có lưu hành TCCBKT, còn 34,3% không có TCCBKT.Ở các DN có văn bản TCCBKT, 72,2% ý kiến đánh giá dùng các văn bản này xác định nhu cầu đào tạo ở mức đạt yêu cầu và khá (biểu đồ 3.5). Cá biệt, trong số 7 DN nghiên cứu sâu, có 2 DN văn bản này đã quá lạc hậu, không được cập nhật; 1 DN xây dựng TCCBKT được 2 năm nhưng mới chỉ mô tả đến các yêu cầu về kiến thức và tay nghề ở bậc 4/6, chưa có mô tả cho bậc 5/6 và 6/6. Nói chung, việc xác định nhu cầu ĐT&PT CNKT về số lượng trong các DN DM HN khảo sát được thực hiện tương đối tốt. Tuy nhiên, do một số DN không có văn bản TCCBKT hoặc chất lượng các văn bản này chưa tốt nên gặp khó khăn khi xác định yêu cầu về kiến thức và tay nghề của CNKT cần đáp ứng sau đào tạo.
Ví dụ, xem xét cách xác định nhu cầu đào tạo Xí nghiệp May 5 – CTCP May 10 cho năm 2012. Thời gian chế tạo một sản phẩm sơ mi bằng vải uni mầu là 1688 giây/ sản phẩm; vải uni trắng là 1773 giây/ sản phẩm. Kế hoạch sản xuất năm 2011 là 2,150 triệu sản phẩm, trong đó 0,5 triệu sản phẩm bằng vải uni mầu; 1.650.000 sản phẩm bằng vải uni trắng. Công nhân làm việc 270 ngày/ năm, 8 giờ/ ngày.
Số lao động cần thiết để hoàn thành kế hoạch sản suất:
CNKTct 500.000x1688 1.650.000x1773 484 (người)
270x8x3600x1,0
Bảng 3.4 : Cơ cấu lao động của Xí nghiệp May 5 – CTCP May 10 năm 201140
Ngành nghề | Tổng số (người) | Cơ cấu công nhân theo từng bậc thợ (người) | ||||||
I | II | III | IV | V | IV | |||
1 | Công nhân may | 418 | 230 | 79 | 71 | 25 | 8 | 5 |
2 | Công nhân cắt | 42 | 14 | 13 | 7 | 8 | ||
3 | Công nhân là | 76 | 56 | 10 | ||||
4 | Công nhân khác | 50 | 5 | 12 | 8 | 19 | 4 | 2 |
Tổng | 586 |
Xác định số lượng và chủng loại lao động cần thiết trong năm tiếp theo
Thực tế năm 2011, với cơ cấu lao động trên Xí nghiệp may 5 sản xuất được 1,985 triệu sản phẩm, nguyên nhân là do một số công nhân tay nghề yếu, không đạt mức sản lượng quy định và có một số lượng công nhân học nghề, họ chỉ hoàn thành 1/3 mức quy định, công nhân nghỉ việc đột ngột không tìm được người thay thế ngay.
40 Tác giả tổng hợp từ Báo cáo thống kê lao động năm 2011 của Xí nghiệp May 5– CTCP May 10
May 10 đang cải tiến trong sản xuất để nâng cao năng suất lao động, dự tính năm 2012 năng suất lao động tăng khoảng 15%, cộng với việc tăng ca trong những tháng cao điểm của đơn hàng nên với số lượng lao động hiện có hoàn toàn có thể thực hiện kế hoạch sản xuất 2,150 triệu sản phẩm. Dựa theo báo cáo năm 2011, dự báo đến năm 2012 có khoảng 5 công nhân nghỉ hưu, tỷ lệ công nhân nghỉ việc hàng năm là khoảng 10-12% (khoảng 70 người), chủ yếu là công nhân may. Vì công nhân bố trí sản xuất theo dây chuyền nên định biên lao động là cố định, những vị trí lao động khuyết cần được bổ sung. Xí nghiệp May 2 đang thừa khoảng 50 công nhân may, sẽ được chuyển sang May 5 với các vị trí tương đương, có 5 công nhân được chuyển sang vị trí công nhân nghỉ hưu cần đào tạo thêm nghề hai (2 công nhân may tay áo, 3 công nhân may chiết ly thân). Do đó cần tuyển thêm 20 công nhân mới trong đó 15 công nhân may, 3 công nhân cắt và 2 công nhân là.
Xác định các kiến thức, kỹ năng mà CNKT cần có để thực hiện khối lượng công việc được giao
XN May 5 chủ yếu sản xuất hàng gia công xuất khẩu, yêu cầu kỹ thuật phải tuân thủ theo phía đối tác. Các đơn đặt hàng năm 2012 các yêu cầu kỹ thuật không có gì khác nhiều so với trước nên không cần đào tạo bổ sung kỹ năng mới, cũng không có bổ sung máy móc thiết bị mới. Văn bản Tiêu chuẩn kỹ năng nghề của May 10 mới được xây dựng lại và có thể sử dụng tốt trong bước này.
Đánh giá số lượng CNKT hiện có và trình độ lành nghề hiện tại của họ
Bảng 3.5: Nhu cầu đào tạo CNKT của XN May 5 – CTCP May 10 năm 201241
Nhu cầu đào tạo | Số lượng/ loại lao động | |
1 | Đào tạo nghề cho công nhân mới | 20 người trong đó 15 công nhân may, 3 công nhân cắt và 2 công nhân là. |
2 | Đào tạo lại công nhân tay nghề yếu | 156 CNKT |
3 | Đào tạo nghề hai | 2 công nhân may tay áo, 3 công nhân may chiết ly thân |
4 | Đào tạo kỹ năng quản lý | 5 tổ phó |
5 | Đào tạo thi nâng bậc | 218 công nhân đạt tiêu chuẩn theo quy chế nâng bậc trong đó có 150 CN bậc I; 34 CN bậc II; 19 CN bậc III; 10 CN bậc IV; 5 CN bậc V |
Thông qua kết quả thực hiện công việc hàng tháng, tổng hợp cuối năm 2011 của cán bộ quản lý ở xí nghiệp có 156 công nhân hụt lương, tay nghề yếu cần đào tạo lại. Dự tính năm 2012 có 5 trưởng ca thuyên chuyển và nghỉ việc. Dựa vào kết quả ĐGTHCV hàng tháng, có 15 công nhân xếp loại công nhân giỏi trong 2 năm liền, có 5 công nhân đề cử lên chức tổ phó tổ sản xuất để giảm bớt công việc quá tải
41 Nguồn: Báo cáo nhu cầu đào tạo năm 2011 của Xí nghiệp May 5– CTCP May 10
cho tổ trưởng. CBQL tổng hợp lại nhu cầu đào tạo của XN May 5 (bảng 3.5) và nộp lên phòng Tổ chức-Hành chính để cân đối, lập kế hoạch đào tạo chung của Tcty.
Các CBQL cấp cơ sở cũng chưa sử dụng kết quả đánh giá thực hiện công việc (ĐGTHCV) định kỳ của CNKT vào việc xác định nhu cầu đào tạo. Kết quả ĐGTHCV hầu hết chỉ sử dụng để xác định những công nhân nào bị hụt lương hoặc làm sai quy trình thao tác trong 2-3 tháng liên tiếp sẽ cần phải đào tạo lại, hoặc dùng để xác định các CNKT đủ điều kiện thi nâng bậc. Rất ít CBQL cơ sở biết cách lập kế hoạch phát triển cá nhân cho CNKT. Việc tổng hợp nhu cầu ĐT&PT CNKT của
nhà máy thường do các Giám đốc hoặc Phó giám đốc nhà máy xác định42.
3.2.3. Thực trạng thiết kế các hoạt động đào tạo và phát triển công nhân kỹ thuật trong các doanh nghiệp Dệt May Hà Nội
Trên cơ sở các nhu cầu và mục tiêu ĐT&PT CNKT các nghề sợi-dệt-may đã xác định và điều kiện thực tế, các DN thường dùng các phương pháp đào tạo theo kiểu chỉ dẫn công việc (kèm cặp trực tiếp trong sản xuất) và đào tạo theo kiểu học nghề (học lý thuyết ngắn, tập trung trên lớp sau đó thực hành trực tiếp tại nơi SX)43.
5.0
4.5
4.0
3.5 3.7
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Tính bài bản, hệ Áp dụng ngay Mức độ dễ hiểu, Tiết kiệm thời Tiết kiệm chi phí
thống
được vào công việc
dễ tiếp thu
gian
4.3
4.0
3.9
4.2 4.2
3.6
3.5
3.6
3.6
2.7
2.7
2.2
2.6
2.5
Chỉ dẫn CV
Lớp cạnh DN
Học nghề
Đtạo tại trường chính quy
Biểu đồ 3.6 tổng hợp ý kiến đánh giá của các CBQL về các phương pháp đào tạo theo các tiêu chí: tính bài bản, hệ thống; tính thực tiễn; dễ tiếp thu với người học; tiết kiệm thời gian và tiết
Biểu đồ 3.6: Đánh giá các phương pháp đào tạo44
kiệm chi phí.
Cụ thể, đối với CNKT nghề may, hầu như tất cả các hoạt động ĐT&PT đều áp dụng phương pháp chỉ dẫn công việc do một số nguyên nhân. Thứ nhất do đây là công việc đơn giản, người học có thể tiếp thu các kỹ năng nghề nghiệp từ người công nhân lành nghề hơn và học trực tiếp ngay tại nơi sản xuất. Thứ hai là do các DN DM HN hiện nay gặp khó khăn rất lớn trong thu hút, tuyển dụng lao động. Trưởng phòng Nhân sự Tổng công ty Dệt May Hà Nội cho biết trong vài năm gần đây, mỗi lần thông báo tuyển lao động, công ty chỉ thu hút được 3-4 ứng viên. Vậy, DN không thể
42 Thông tin từ phỏng vấn sâu cán bộ quản lý các cấp và cán bộ nhân sự các DN DM HN, các năm 2010, 2011 và 2012 (chi tiết xin xem Phụ lục 4)
43 Bảng 14, 15, phụ lục 2.
44 Chi tiết xin xem bảng 3 phụ lục 5.4
tổ chức lớp dạy nghề cho công nhân được, mà chỉ có thể dạy nghề theo phương pháp kèm cặp45. Đối với các nghề sản xuất sợi, dệt, nhuộm và hoàn tất sản phẩm dệt, nghề cắt, do đặc trưng các công việc này phức tạp hơn nghề may và việc thực tập của học sinh ảnh hưởng lớn đến quá trình sản xuất nên các DN chủ yếu sử dụng phương pháp học nghề. Chỉ khi DN không thể thực hiện đào tạo theo cách học nghề, họ mới phải tổ chức lớp cạnh doanh nghiệp hoặc gửi đi học ở các trường chính quy46.
Các hoạt động ĐT&PT CBQL cấp cơ sở, phương pháp thường dùng là kèm cặp và chỉ bảo. Với ĐT&PT CBQL cấp trung và cấp cao, DN thường được áp dụng các phương pháp đào tạo ngoài công việc như gửi đi học ở các trường chính quy, gửi tham dự hội thảo, tham quan, học tập từ các DN trong và ngoài nước hoặc đào tạo theo kiểu phòng thí nghiệm.
Về tính bài bản, hệ thống: phương pháp chỉ dẫn công việc bị đánh giá thấp nhất, phương pháp gửi đi học ở các cơ sở đào tạo chính quy được đánh giá là bài bản, hệ thống nhất. Tuy nhiên, các phương pháp chỉ dẫn công việc và học nghề lại được đánh giá tiết kiệm chi phí và thời gian nhất, mức độ điểm đánh giá trung bình cao hơn khá nhiều so với tổ chức lớp cạnh DN hoặc gửi đi học ở cơ sở đào tạo chính quy. Về tính thực tiễn (khả năng áp dụng kiến thức, kỹ năng sau khi học vào công việc thực tế) và mức độ dễ hiểu, dễ tiếp thu, ý kiến đánh giá về cả bốn phương pháp đều không khác biệt quá nhiều. Điều này nghĩa là các phương pháp chỉ dẫn công việc và học nghề phù hợp với điều kiện về tài chính và cơ sở vật chất của DN trong ĐT&PT CNKT mà vẫn được đánh giá là khá tốt. Trong cả bốn phương pháp, phương pháp tổ chức lớp cạnh DN được đánh giá nhìn chung là tốt nhất về tính bài bản, thực tiễn, và mức độ dễ hiểu với học viên, mặc dù đòi hỏi chi phí đầu tư vào cơ sở vật chất, MMTB khá cao.
3.2.4. Thực trạng triển khai đào tạo và phát triển công nhân kỹ thuật trong các doanh nghiệp Dệt May Hà Nội
3.2.4.1. Đánh giá chất lượng giáo viên dạy nghề của doanh nghiệp
Tuyệt đại đa số GVDN của các DN là các giáo viên kiêm nhiệm (chiếm 95,7%), chỉ có CTCP May 10 và CTCP Dệt 10-10 sử dụng GVDN chuyên trách. Thông thường, các giáo viên dạy lý thuyết về SX, hoặc đào tạo kỹ năng SX, đào tạo định hướng lao động mới, đào tạo nội quy, quy chế, hoặc ISO, ASA, WRAP,… là các cán bộ nhân sự, cán bộ phụ trách đào tạo, cán bộ chuyên môn nghiệp vụ, kỹ sư phụ trách kỹ thuật, công nghệ, trưởng, phó phòng ban chức năng, giám đốc/phó giám
45 Phỏng vấn bà Bùi Thị Hải, Trưởng phòng Quản lý Nhân sự của Hanosimex
46 Tổng hợp từ ý kiến của các trưởng phòng nhân sự các Cty Hanosimex, CTCP Dệt 10-10, CTCP Thương mại Đà Lạt.
đốc nhà máy, trưởng ca, … Số này chỉ chiếm 19,1% số lượng GVDN. Các giáo viên phụ trách hướng dẫn, kèm cặp công nhân thực hành trong SX là CBQL cấp cơ sở như trưởng ca, đốc công, tổ trưởng sản xuất, trưởng chuyền, và một số CNKT bậc 5-6 (chiếm 33,2%). Trình độ của GVDN còn hạn chế vì đa số GVDN của DN là các CNKT có tay nghề trung bình, bậc 3-4 (chiếm 47,9%).
Cơ cấu GVDN theo loại
4%
96%
GVDN chuyên trách GVDN kiêm nhiệm Loại khác
%
0%
Theo thâm niên làm việc, chủ yếu GVDN trong các DN này là những CNKT có thâm niên trên 10 năm (chiếm 59,4%) và từ 5 năm đến 10 năm (34,1%). Cơ cấu GVDN theo thâm niên nghề nghiệp hiện tại là hợp lý vì với CNKT sau 7 đến 10 năm làm việc mới thực sự trưởng thành nghề, thành thạo và am hiểu tương đối tường tận về công việc, do vậy, mới có thể đảm nhận tốt vai trò giáo viên truyền nghề cho người khác (số liệu dược trình bày ở hình 3.5)
Kỹ | sư/ Kỹ | thuật viên | Công nhân bậc | 5-6 | Công nhân bậc | 3-4 |
Cơ cấu GVDN theo thâm niên 7% 59% | 34 | |||
Dưới | 5 năm | 5-10 năm | Trên 10 năm |
Hình 3.4: Tổng hợp cơ cấu giáo viên dạy nghề theo trình độ, thâm niên và theo loại
chuyên trách/kiêm nhiệm47
Các DN quy mô lớn, đã hoạt động nhiều năm và có bề dày kinh nghiệm ĐT&PT CNKT thường xây dựng được đội ngũ GVDN chất lượng tốt. Điển hình như trường hợp của Hanosimex và Tcty May 10. Năm 2011, do Hanosimex phải di dời từ khu vực nội thành Hà Nội về Đồng Văn nên phần lớn CNKT và một phần CBQL, cán bộ chuyên môn nghiệp vụ bỏ việc. Chính lực lượng GVDN có kỹ năng và kinh nghiệm (gồm những công nhân lành nghề, thâm niên cao hoặc các GVDN đã nghỉ hưu) đã giúp DN đào tạo lao động tại địa phương, xây dựng lại lực lượng CNKT. Chỉ sau 2 năm, Hanosimex đã bắt đầu ổn định SX ở cơ sở mới. Tại May 10, lực lượng GVDN chuyên trách của trường Cao đẳng nghề Long Biên (LBC) thường xuyên được cập nhật kiến thức và phương pháp giảng dạy tiên tiến từ Bộ GD&ĐT,
47 Chi tiết xin xem bảng 16,17,18 Phụ lục2
Tổng cục Dạy nghề và đi thực tế SX trong các phân xưởng. LBC khuyến khích các giảng viên nâng cao kiến thức, cải tiến phương pháp giảng dạy, nghiên cứu khoa học bằng cơ chế lương thưởng. Chất lượng GVDN tốt, cơ sở vật chất và trang thiết bị hiện đại giúp học sinh ra trường đáp ứng tốt yêu cầu của DN48.
Các DN quy mô nhỏ hoặc vừa, thiếu đầu tư lâu dài vào ĐT&PT CNKT thường gặp rất nhiều khó khăn về chất lượng GVDN, do đó, ảnh hưởng nhiều đến chất lượng CNKT sau đào tạo. Tuy nhiên, cá biệt, tại CTCP Thương mại Đà Lạt, một DN tư nhân trẻ49, nên lực lượng CNKT cũng rất trẻ cả về tuổi nghề và tuổi đời. GVDN đều là các CN bậc 3-4, thâm niên nghề dưới 10 năm, chủ yếu đào tạo theo kiểu kèm cặp qua thực tiễn sản xuất. Mỗi khi có sản phẩm mới, các kỹ sư của công ty sẽ trực tiếp đào tạo cho các công nhân lành nghề (chính là các GVDN kiêm
nhiệm của DN) trên MMTB phục vụ riêng cho thực hành. Các công nhân – GVDN này sẽ thực tập đến khi thực sự thành thạo các tác nghiệp mới, sau đó, về các phân xưởng kèm cặp lại những công nhân khác. Công nhân nào thành thạo sẽ vừa sản xuất vừa kèm cặp lại những người khác nữa. Mô hình đào tạo theo kiểu “giọt dầu loang” này rất phù hợp với đào tạo bổ sung kỹ năng vì nhanh và đảm bảo chất lượng (tỷ lệ đạt yêu cầu tay nghề sau đào tạo của học viên thường trên 90%).
3.2.4.2. Đánh giá các chính sách khuyến khích và sự quan tâm về đào tạo và phát triển công nhân kỹ thuật của doanh nghiệp
Các chính sách đãi ngộ đối với người lao động sau khi được đào tạo
Bảng 3.6: Tổng hợp lý do tham gia đào tạo và đãi ngộ sau đào tạo50
Tỷ lệ trả lời (%) | Đãi ngộ người lao động sau khi được đào tạo | Tỷ lệ trả lời (%) | |
Do tay nghề chưa đáp ứng yêu cầu công việc | 53,3 | Được bố trí công việc phù hợp Được tạo điều kiện để áp dụng kiến thức, kỹ năng mới | 71,3 37,4 |
Do hiện đại hóa MMTB | 16,5 | ||
Do sản xuất sản phẩm mới, cần cập nhập kiến thức, kỹ năng | 27,6 | ||
Cập nhật kiến thức ATLĐ, PCCN | 35,3 | ||
Đào tạo ISO, ASA 8000 | 27,1 | ||
Đến thời hạn thi nâng bậc | 37,1 | Nâng bậc | 57,9 |
Do cán bộ quản lý yêu cầu | 4,7 | ||
Phục vụ nhu cầu ptriển nghề nghiệp | 25,3 | Đề bạt, thăng tiến | 7,6 |
Do mong muốn, nhu cầu của bản thân | 22,9 | Trao thêm nhiệm vụ khó, thêm quyền hạn, trách nhiệm | 22,8 |
Do muốn tăng lương | 28,8 | Tăng lương | 25,1 |
48 Ý kiến của Ths. Phạm Vũ Khiêm- Hiệu trưởng LBC.
49 Xin xem thêm phụ lục 2.
50 Phân tích kết quả khảo sát về ĐT&PT CNKT trong các DN DM HN năm 2011, 2012