Hàn đắp và phun phủ - 1
Lời Nói Đầu Đ Ể Thực Hiện Thành Công Sự Nghiệp Công Nghiệp Hóa Và Hiện Đại Hóa Đất Nước , Ngành Công Nghệ Hàn Ở Việt Nam Có Những Bước Phát Triển Mạnh Mẽ Đặt Ra Yêu Cầu Về Đào Tạo Nguồn Nhân Lực Nghề Hàn Có Kỹ Thuật ...
Xem tất cả 143 trang, được chia thành 17 bài viết trong tài liệu này. Không yêu cầu đăng nhập hay tải về.
Lời Nói Đầu Đ Ể Thực Hiện Thành Công Sự Nghiệp Công Nghiệp Hóa Và Hiện Đại Hóa Đất Nước , Ngành Công Nghệ Hàn Ở Việt Nam Có Những Bước Phát Triển Mạnh Mẽ Đặt Ra Yêu Cầu Về Đào Tạo Nguồn Nhân Lực Nghề Hàn Có Kỹ Thuật ...
Tác dụng khác như tính chịu mài mòn trong ma sát ướt, có khả năng giữ dầu. Để nâng cao đ ộ bám dính của lớp phủ, bề mặt cơ sở phải hoàn toàn sạch và được chuẩn bị trước bằng các phương pháp thích hợp như gia công cơ khí, ...
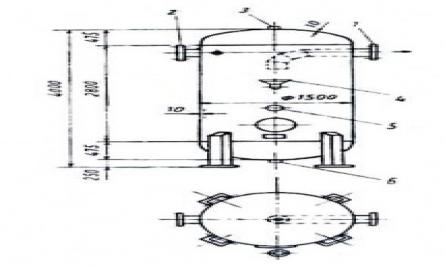
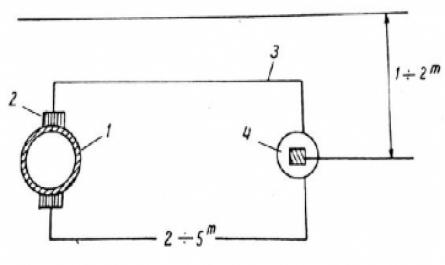
1.2.2.2 Bình ch ứa khí Không khí sau khi được máy nén khí ép lại có sự dao động rất lớn về áp lực, do đó nhất thiết phải có bình chứa khí để tạo ra áp lực không đổi trong quá trình phun kim loại. Thể tích của bình chứa khí tuỳ ...
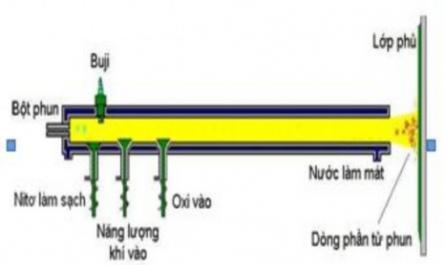
Gốm. Ưu điểm của phương pháp phun phủ plasma: Có thể dùng để phun các loại vật liệu kim loại, hợp kim, ôxyt kim loại, cacbit, Ch ất lượng lớp phủ đạt cao Có th ể d ùng thay th ế các phương pháp nói trên Có thể cơ khí hóa, tự động ...
Xúc. Trong đó kim loại bị nung nóng tới nhiệt độ cao hơn nhiệt độ chảy của chúng. Các giọt kim lo ại xuất hiện sau khi bị nung nóng chảy được phủ nên bề mặt đi ện cực. Giữa kim loại lỏng và môi trường khí xảy ra quá trình ...
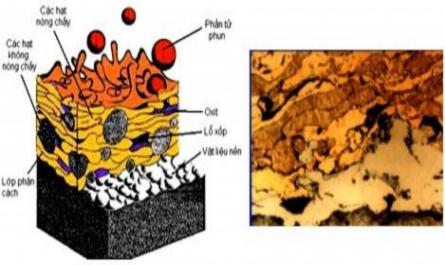
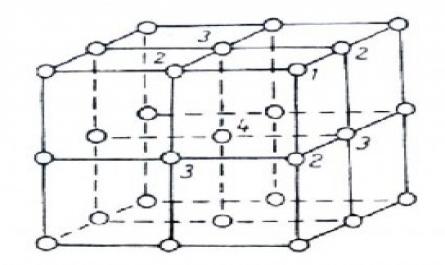
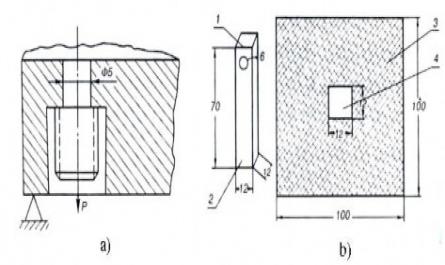
Hình 1.32 Mô hình ph ần tử phun Sau khi giả thiết rằng nhiệt độ của phần tử sau thời gian va đập là t2 nhiệt độ của môi trường xung quanh l à t3, ứng suất sinh ra trong lớp phủ làm nguội sẽ là: 2 t t 2 t 3 E ( N / m ) ...
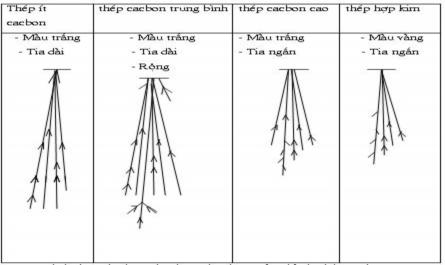
Thép với 0,8% C dùng để phun các lớp phủ dày vì nó có ưu điểm là độ co nhỏ, nhưng như ợc điểm là độ cứng cao nên chỉ có thể gia công bằng mài hoặc phải dùng các loại dao hợp kim như TK. Với thành phần cacbon khác nhau sẽ cho dạng ...
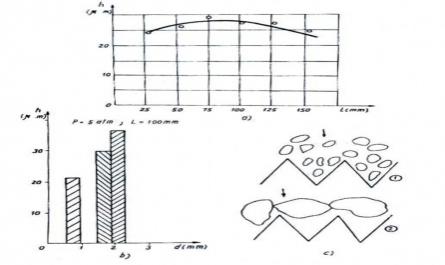
Việc lựa chọn kích thước hạt để làm sẫn sùi bề mặt chi tiết, căn cứ vào chiếu dày lớp phun trên bề mặt chi tiết. Song thực tế với chiều dày khác nhau phải chọn kích thước hạt t ương ứng. Vì vậy kích thước hạt được chọn ...
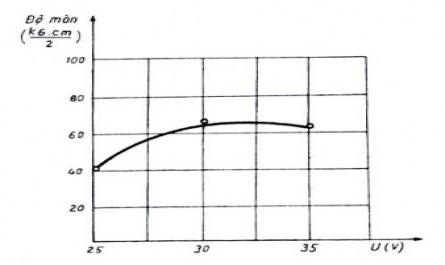
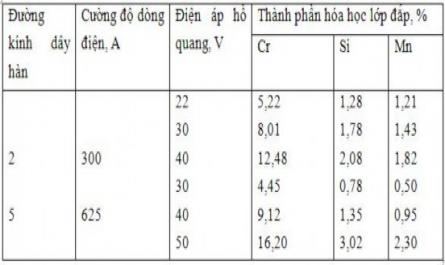
Hình 1.51. Độ chịu m òn phụ thuộc theo điện áp hồ quang của thép 0,8%C - Cư ờng độ dòng điện Chọn cường độ dòng điện phun phải đảm bảo sao cho hiệu điện thế của nguồn khi đầu phun vận hành là thấp nhất. Thường dao động ...
Chọn thành phần kim loại đắp phụ thuộc vào điều kiện công tác của chi tiết.Sự hao mòn có thể gây ra do ma sát, do va đập, ở nhiệt độ bình thường, nhiệt độ cao và trong môi trường ăn mòn (a xít, bazơ…) .Thành phần que h àn dùng cho ...
1. Đặc tính của hàn hồ quang tự động dưới lớp thuốc So với hàn tay, hàn đắp tự động có nhiều ưu điểm. Trong hàn đắp tự động có thể hợp kim hoá kim loại hàn đắp tới 30%, do đó cơ tính của lớp dắp được cải thiện và ...
Oxyt nhôm có nhiệt độ chảy là 2100 0 C- khả năng chịu nhiệt cao. Tuy nhiên lớp này liên kết r ất yếu với bề mặt, bởi vậy khi nhi ệt độ khoảng 800 0 C thì chúng d ễ dàng bong khi có sự biến dạng của kim loại. Tiếp theo là lớp của ...
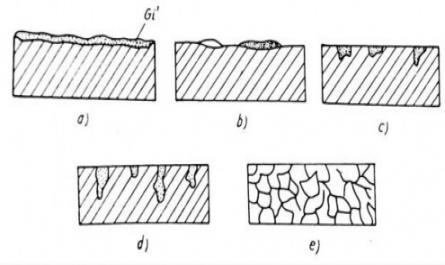
Ở nước ta với tính chất khí hậu nhiệt đới, không khí có độ ẩm rất cao, vì vậy điều ki ện phát sinh và phát tri ển gỉ rất thuận lợi và mạnh . Nói chung các chi ti ết cũng như các k ết cấu kim loại, máy móc làm việc trong điều ...
Đối với nhôm và crôm lớp ô xít xuất hiện rất nhanh nhưng lại rất bền vững, hầu như nó không phát tri ển thêm, do vậy nó lại có tác dụng bảo vệ quá trình ô xít hoá ti ếp tục kim loại (đường cong c, hình 2.3). Hình 2.3. S ự gỉ theo ...
P 1 =P 0 l -25V/RTr (2.11) P 1 và P 0 – áp su ất hơi bão hòa trên b ề mặt lòm có bán kính r và áp suất hơi bão hoà trên bề mặt phẳng có sức căng bề mặt ở nhiệt độ T. V- thể tích phân tử của chất lỏng. R- hằng số khí - Do hiện ...
Thành phần chính thứ ba là thành phần sắc tố là các bột màu không hòa tan. Bột này t ạo cho sơn có những màu theo yêu cầu, nh ững tính chất khác và khả năng chống gỉ. Sắc tố này có thể là các bột kim loại như bột nhôm, kẽm. Ngoài ...
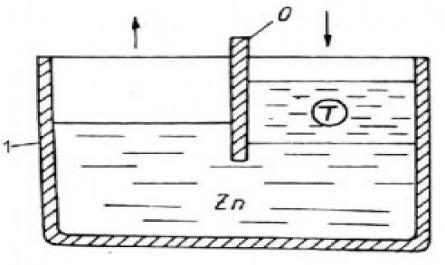
Phương pháp dùng nhiệt lượng. Phương pháp này tiến hành ở nhiệt độ 900 0 C và sử d ụng b ột nhôm khuếch tán. Chi tiết trước tiên được phun một lớp nhôm bằng đầu phun lên bề mặt, sau đó đem vật vào ủ. Mạ khuếch tán crom là ...