Ở nước ta với tính chất khí hậu nhiệt đới, không khí có độ ẩm rất cao, vì vậy điều kiện phát sinh và phát triển gỉ rất thuận lợi và mạnh . Nói chung các chi tiết cũng như các kết cấu kim loại, máy móc làm việc trong điều kiện khí hậu và trong cơ chế quản lý của chúng ta hiện nay, chúng dễ dàng và nhanh bị gỉ phá hỏng. Điều đó chúng ta thấy nhưng chúng ta chưa thật quan tâm và chưa thấy hết tác hại ghê gớ m của nó về kinh tế và kỹ thuật. Chính vì vậy, chưa có nhiều biện pháp, phương pháp cũng như chưa có những tiêu c huẩn kỹ thuật cho việc thiết kế, chế tạo cũng như sử dụng các kết cấu máy, chi tiết máy cho thích ứng với điều kiện khí hậu.
Nói tóm lại, vấn đề về xử lý bề mặt kim loại ở nước ta chưa phát triển kịp thời với
tình hình phát triển khoa học kỹ thuật hiện đại. Hiện nay ở Việt Nam đang ứng dụng các phương pháp công nghệ như mạ crôm, niken, sơn tĩnh điện, phun phủ hồ quang, phun phủ nổ, phun phủ palazma, phủ CVD, DVD, các công nghệ thấm.
2.1.2. Định nghĩa về phân loại bề mặt
Chúng ta có thể hiểu một cách tổng quát khái niêm về bề mặt là biên giới của hai pha khác nhau (thể khác nhau). Ở đây phải chú ý đến việc phân ranh giới của vật thể đối với môi trường xung quanh, có nghĩa là đối với môi trường đó vật có mối quan hệ trực tiếp hay không.
Trong chế tạo máy, khi xét đến các chi tiết chúng ta thường có những khái niệm về
bề mặt danh nghĩa mang nhiều tính chất lý tưởng
- Bề mặt thực tế hay còn gọi bề mặt kỹ thuật .
Khái niệm về về bề mặt này bao gồm không chỉ có độ sạch đặc trưng hình học của
chi tiết mà còn bao gồm tính chất của lớp dưới bề mặt của chi tiết .
Có thể bạn quan tâm!
-

 Hàn đắp và phun phủ - 10
Hàn đắp và phun phủ - 10 -
 Gia Công Cơ Khí Sau Khi Phun Phủ, H Àn Đắp
Gia Công Cơ Khí Sau Khi Phun Phủ, H Àn Đắp -
 Phục Hồi Và Bảo Vệ Bề Mặt Kim Loại Bằng Phun
Phục Hồi Và Bảo Vệ Bề Mặt Kim Loại Bằng Phun -
 Hàn đắp và phun phủ - 14
Hàn đắp và phun phủ - 14 -
 Khái Ni Ệm Chung Về Bảo Vệ Chống Gỉ
Khái Ni Ệm Chung Về Bảo Vệ Chống Gỉ -
 Hàn đắp và phun phủ - 16
Hàn đắp và phun phủ - 16
Xem toàn bộ 143 trang tài liệu này.
Chất lượng bề mặt kỹ thuật thườ ng phụ thuộc vào công nghệ chế tạo được lựa chọn.
Thực chất này có thể có thể biểu thị bởi ba đặc trưng sau:
+ Dạng hình học (bao gồm dạng hình học vĩ vô và vi mô)
+ Chất lượng của bề mặt biên giới (bao gồm các tính chất lý hoá).
+ Chất lượng của lớp dưới lớp bề mặt (ứng suất dư, độ cứng nguội.vv..)
Lựa chọn chất lượng bề mặt chi tiết còn phù thuộc vào loại tải trọng m à bề mặt chi
tiết phải làm việc . Do vậy, có thể phân loại bề mặt kỹ thuật theo loại trọng tải (Bảng 2.1).
Tính chất vật lý của lớp giới lớp bề mặt khác với tính chất của vật liệu bản thân hay nói cách khác là nó khác tính chất của các lớp phía trong của vật liệu, bởi vì chúng có sự khác nhau về cấu trúc.
Nguyên nhân của sự khác nhau này là do sự khác nhau nay là sự tác động của quá trình sản xuất với các phương pháp công nghệ gia công chúng. Ví dụ như gia công áp lực, gia công căt gọt, vv... Nói chung các chi tiết máy được biểu thị bằng hai loại bề mặt không làm việc.
Bảng 2.1. Các bề mặt kỹ thuật
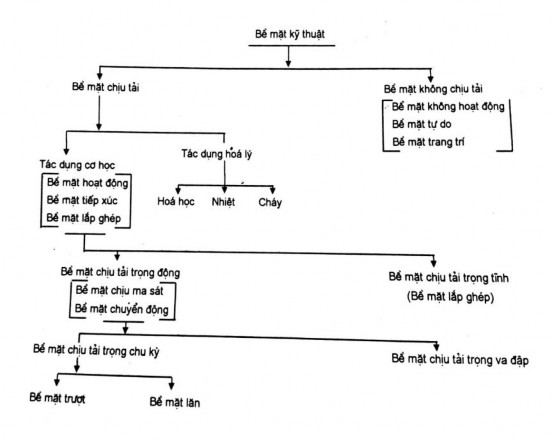
Bởi vậy trên mỗi loại bề mặt không chỉ có yêu cầu khác nhau về tính chất cũng như phương pháp gia công, mà ngay cả phương phá p sửa chữa chúng cũng khác nhau.
Từ bảng 2.1 có thể nhận xét rằng: trong quy tắc chung của bề mặt kỹ thuật ,có thể là
bề mặt chịu tải. Trong đó tải trọng có thể tải trọng cơ học hoặc các đặc trưn g khác như các
tác dụng hoá học, nhiệt tình, vv..
Bề mặt chịu cơ học phân thành các loại sau:
+ Bề mặt chịu tải trọng động
Ví dụ như các bề mặt chịu tải trọng chu kỳ hoặc tải trọng cắt. Chúng ta thường gặp các bề mặt chịu tải trọng động chu kì là các bề mặt trượt. Các bề mặt trượt của ổ bi,bề mặt trượt các bề mặt của ổ bi, bề mặt răng các bánh răng, pittông v.v... Ở đây bề mặt thường xảy ra ma sát trượt và đó chính là nguyên nhân gây ra mòn cơ học bề mặt làm việc.
Trường hợp này đặc biệt hơn là ma sát lăn. Ở những bề mặt có ma sát lăn thường có
sự trần theo nhau của các bề mặt .
+ Bề mặt chịu tải trọng tĩnh
Bề mặt này thường gặp nhiều như các bề mặt lắp ghép, các bề mặt đỡ, các bề mặt lót. Ở các bề mặt này yêu cầu chính đặt ra là chúng phải tiếp xúc với nhau tốt nhất để đảm bảo sự phân bố áp lực đồng đều trên suốt bề mặt và bảo đảm được độ lắp ghép tốt nhất .
Ngoài tải trọng cơ học ra còn có các bề mặt ch ịu tải trọng do tác dụng lý học, những bề mặt này thường phải được xử lý bề mặt thích hợp , để bề mặt có khả năng chịu đựng tác dụng gỉ, nhiệt v.v...
2.1.3 Sự mòn bề mặt và đặc trưng cửa chúng
Khi chế tạo các bề mặt kỹ thuật (bề mặt của các chi tiết máy) nhất thiết phải tôn
trọng những vấn đế sau:
+ Những yêu cầu về chất lượng đứng trên quan điểm hình học được trình bày t rên bảo vẽ kết cấu (kích thước , độ nhấp nhô, độ bóng ,v.v...).
+ Những yêu cầu về chất lượng trên quan điểm về khả năng làm việc cảu lớp bề mặt
chi tiết đối với tải trọng chi tiết làm việc trong điều kiên của nó.
Nhưng trong kỹ thuật mọi hiện tượng rất hiển nhiên là mỗi tải trọng đều dẫn đến tác
hại hư hỏng bề mặt chi tiết - cụ thể là sự mài mòn của chi tiết .
Vậy sự mài mòn của bề mặt chi tiết là sự thay đổi không mong muốn bề mặ t vật thể
rắn (các chi tiết máy).
Các chi tiết máy có thể do tác dụng chia cắt bằng lực cơ học của các phần tử rắn từ bề mặt chi tiết (các hạt mài ) hoặc cũng có thể do những khuyết tật về lý hoca của lớp bề mặt. Trường hợp đặc biệt là sự kết hợp của cả hai hiện tượng trên.
- Đặc trưng cho quá trình tác dụng phá hỏng cơ học được gọi là sự mài mòn.
- Đặc trưng cho tác dụng lý hoá gọi là sự gỉ ( phần này sẽ trình bày ở phần sau)
1. Sự mòn cơ học
Mòn cơ học có thể xuất hiện theo hai dạng cơ bản sau:
- Khi có chuyển động của kim loại trên kim loại.
- Khi có chuyển động của môi trường phi kim trên trên bề mặt kim loại.
Loại mòn này thường xảy ra trên các bề mặt chịu tải trọng cơ học (tải trọng tĩnh hoặc động) do hậu quả chuyển dịch của các hạt cứng cùng với tải trọng tác động rất lớn sẽ mài mòn bề mặt. Loại này thường xảy ra nhiều ở các chuyển động trượt hoặc lăn giữa kim loại với kim loại hoặc cũng có thể giữa kim loại với vật liệu phi kim loại.
Sự mài mòn cơ học cảu vật liệu nói chung xảy ra là kết quả của sự không đồng đều
về mặt vĩ mô và vi mô của các bề mặt tiếp xúc với nhau. Do tác dụng cơ học, các nhấp nhô
bề mặt bị cắt đứt khi chúng có chuyển động tương đối với nhau.
Thực chất quá trình mài mòn này rất phức tạp có rất nhiều hiện tượng xảy ra như
biến dạng, ô xít hoá , v.v...
Quá trình mài mòn thường x ảy ra mãnh liệt ở giai đoạn đầu, sau đó hầu như sự mài mòn xảy ra rất chậm (hình 2.1).
Hình 2.1. Sự mài mòn theo thời gian của bề mặt
Dưới tác dụng cơ học, các nhấp nhô tế vi của bề mặt trượt sẽ dần dần bị giảm .
Khi nghiên cứu về mòn người ta thấy có nhiều loại mòn nh ững có những đặc điểm
khác nhau. Theo B.I.Kotexki có thể chia mòn thành các loại sau:
+ Mòn do ô xít hoá
Sự mòn này xảy ra do hậu quả cuả sự khuyếch tán ôxy do lớp bề mặt kim loại bị biến dạng. Do sự khuyếch tán đó đã tạo nên trong lớp bề mặt của kim loại dung dịch đặc của ôxýt sắt nằm trong sắt như FeO, Fe3O4 , Fe2O3.
Trong quá trình mòn, đồng thời có hai quá trình diễn biến sau:
- Một quá trình được đ ặc trưng cho sự tác dụng cơ học , được biểu thị như sự mòn lớp bề mặt.
- Một quá trình được đặc trưng cho quá trình lý hoá, quá trình này sự khuyếch tán ôxy cào các phần tử kim loại.
Sự mài mòn do ô xít hoá xảy ra theo hai pha, ở pha đầu là sự tạo ra dung dịch đặc và tạo trên bề mặt một lớp ô xít. Pha thứ hai là sự chuyển biến lớp bề mặt thành lớp rất cứng và dòn, đóng vai trò như những hạt mài , do vậy không những chúng làm tăng sự ma sát mà còn làm tăng thêm sự mài mòn .
Sự mài mòn ô xít hoá thường thấy ở các ô trượt , ở các trục khuỷu, bánh răng,...
+ Sự mài mòn do nhiệt.
Khi hai chi tiết chuyển động tương đối với nhau sẽ dẫn đến có ma sát ở bề mặt tiếp
xúc.
Các ứng suất này trải ra trong chi tiết hoặc trên toàn bộ bề mặt lăn của chi tiết. Ứng
suất này lặp đi lặp lại theo chu kỳ của tải trọng (tải trọng chu kỳ) sẽ gây ra sự mỏi. Sự mỏi đó sẽ làm phá hỏng lớp bề mặt.
Mòn do mỏi biểu hiện như các khe nứt tế vi-các khe nứt nà y thường nghiên một góc rất nhỏ với bề mặt ma sát và sẽ phát triển thành các hổ sâu (hố rỗ). Mòn do mỏi thường g ặp ở các ô lăn và các bánh răng.
Đặc trưng cho mòn rỗ là quá trình mòn xảy ra có kèm theo sự mòn do ô xít-hoá - sự
mòn này phát triển trong các lớp bề mặt.
2. Sự mòn của kim loại do tác dung của môi trường các dòng chảy
Các chi tiết máy làm việc trong môi trường của dòng chảy phàn lớn sinh mòn. Dạng mòn này được quan niệm như dạng mòn cơ học, môi trường dòng có các phần tử cứng riêng (hạt mài) hoặc chính là dòng của các chất lỏng bề mặt, các chất khí. Với dòng chất lỏng hoặc khí có chứa cả các hạt chât lỏng chung sẽ làm phá hỏng bề mặt . Sự phá huỷ bề mặt như vậy cũng gọi là sự mòn. Nhưng sự mòn ở đây phải hiểu là sự phá huỷ và mài mòn bề mặt vật là do tác dụng cơ học của vật thể nào đó chuyển động theo bề mặt đó.
Theo quan điểm phương pháp dẫn đến sự mòn, cũng chia làm ba loai:
+ Mòn do tác dụng cắt hoặc mài của các vật liệu cứng (hạt mài).
+ Mòn do tác dụng của chất lỏng - tức là mòn thuỷ lực.
+ Mòn do tác dụng của khí tức là mòn khí nén.
2.1.4 Mục đích và phương pháp xử lý bề mặt
2.1.4.1 Mục đích của xử lý bề mặt kim loại
Hiện nay xử lý bề mặt được sử dụng rộng rãi, trên nhiều lĩnh vực, nhưng có thể phân
loại xử lý bề mặt theo mục đích xử lý của nó như sau:
+ Xử lý bề mặt với mục đích đạt được về thẩ m mỹ tức là vẻ đẹp của chi tiết. Xử lý
này chủ yếu dùng trang trí cho các dụng cụ tiêu dùng, trang sức. vv..
+ Xử lý bề mặt với mục đích nâng cao khả năng chống mòn tức là với mục đích
nâng cao tuổi thọ của chi tiết hoặc kéo dài tuổi thọ của chi tiết có nghĩa là:
- Nâng cao khả năng chống mòn do cơ học .
- Nâng cao khả năng chống gỉ trong môi trường khác nhau như hóa học, axit, trong
điều kiện nhiệt độ khác nhau vv....
+ Xử lý bề mặt với mục đích thay thế kim loại mầu, hợp kim và các vật liệu hiếm khác. Ở đây vật liệu nền của chi tiết được chọn từ các loại thép chất lượng thường , nên chỉ cần phủ bề mặt một lớp kim loại quý.
+ Xử lý bề mặt với mục đích thu được một số tính chất vật lý, ví dụ như tính chất
dẫn điện, cách điện vv....
2.1.4.2 Các phương pháp xử lý bề mặt kim loại
Xử lý bề mặt là một phương pháp công n ghệ để thu được những tính chất , yêu cầu nhất định hoặc tạo ra các trạng thái bề mặt nhất định.
Chọn phương pháp xử lý bề mặt được xuất phát từ các yêu cầu làm việc của chi tiết
hoặc sản phẩm.
Cụ thể là các yêu cầu sau
a, Yêu cầu về hình dáng tế vị của bề mặt (theo phương pháp gia công như mài, đánh bóng ....)
b, Yêu cầu về tính chất cơ học của bề mặt (như lăn ép, phun bi, tôi bề mặt vv..).
c, Yêu cầu về thành phần hoá học, cấu trúc lớp bề mặt (xementit hoá, nitơ hoá,
khếch tán crôm, nhôm,vv....)
d, Yêu cầu lớp phủ bề mặt có các tính chất vật lý khác mà thành phần hoá học giống
hoặc khác với vật liệu nền (mạ, phun kim loại,vv..).
Xử lý bề mặt kim loại có thể giải quyết được nhiều mục đích. Tuy nhiên mục đích thông thường của nó là để bảo vệ chống gỉ, cho nên việc chọn và sử dụng lớp phủ thế nào cho tốt nhất để bảo vệ chống gỉ là một việc quan trọng.
2.1.4.3 Sự gỉ của kim loại
1. Khái niệm
Gỉ là hiện tượng phá huỷ có hại đối với các vật rắn (kim loại) bằng tác dụng của hoá học, của điện hoá, của môi trường xung quanh làm xuất hiện gỉ từ trên bề mặt kim loại rồi đi vào phía trong của vật thể.
Ví dụ: đối với kim loại, gỉ thường thấy ở kim loại có chứa sắt là rò nhất. Ảnh hưởng của gỉ đến nền kinh tế quốc dân là rất lớn. Sự hao phí này được xác định bằng lượng kim loại mất ở dưới dạng các hợp chất không cần thiết, thường các hợp chất này làm giảm sức bền của các kết cấu, chi tiết, mặt khác làm giảm tí nh chất công tác tiếp tục của chi tiết vì các sản phẩm.
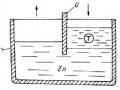
Khả năng chống gỉ của kim loại không chỉ phụ thuộc vào loại kim loại mà yếu tố quan trọng hơn là môi trường gây gỉ (gọi là môi trường gỉ). Ví dụ : nhôm có khả năng chống gỉ ở môi trường không khí, nhưng bị phá huỷ trong môi trường dung dịch có các hiđroxit kiềm, hoặc thép crôm có tính chống gỉ biểu hiện ở khả năng chịu tác dụng của axít hữu cơ, nhưng lại bị gỉ trong các axit chua (như axit axêtic, các axit lưu huỳnh). Đối với các dung dịch này thì thép chống gỉ crôm-neken lại có khả năng chống gỉ tốt hơn.
Điều quan trọng khác của quá trình xảy ra gỉ là nồng độ của môi trường gỉ , nhiệt độ và áp lực môi trường . Ví dụ: ở môi trường nước lạnh kẽm có kh ả năng chống gỉ rất tốt, nhưng khi nhiệt độ nước cao h ơn 600C thì kẽm lại bị gỉ rất nhanh, bởi vậy lớp phủ bảo vệ bằng kẽm không thích hợp cho các hệ thống nhiệt.
Gỉ của kim loại có nhiều dạng khác nhau, vì vậy có nhiều cách phân loại:
- Theo cơ cấu bên trong của gỉ: gỉ hoá học, gỉ điện hoá.
- Theo dạng bên ngoài: gỉ hoàn toàn bề mặt và gỉ bộ phận, gỉ từng chổ.
- Theo các nhân tố gây gỉ: gỉ do tải trọng cơ học ,gỉ do dòng điện lạc,vv..
- Theo môi trường gây gỉ: gỉ trong môi trườ ng khí quyển, gỉ trong dung dịch, gỉ trong khí, gỉ bằng tác dụng của các chất hoá học khác nhau, gỉ trong đất, vv..
2. Gỉ hoá học
Gỉ hoá học là một dạng gỉ mà quá trình gỉ xảy ra trong môi trường gỉ không dẫn điện
.Ví dụ như ô xít hoá sắt thép bằng ôxy của không khí ở nhiệt độ cao, quá trình xảy ra sẽ suất
hiện các ô xít - gọi là vảy kim loại.
3. Gỉ điện hoá
Đây là quá trình gỉ xảy ra trong môi trường điện, nghĩa là ở trong môi trường điện
phân.
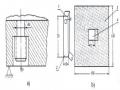
4. Gỉ toàn bộ
Đây là loại gỉ xảy ra trên toàn bộ bề mặt (hình 2.2a). Ta thấy ở mọi vị trí của bề mặt
kim loại đều bị gỉ như nhau, cường độ (mức độ) gỉ của chúng cũng tương tự nhau . Chiều dày của kim loại sẽ giảm dần và như vậy sức bền của chi tiết cũng giảm dần. Đối với loại gỉ này phạm vi gỉ được đánh giá bằng lượng kim loại mất đi do tác dụng của gỉ toàn bộ gây ra, được biểu thị bằng khối lượng trên một đơn vị kích thước (mm; µm) hoặc bằng khối lượng trên một đơn vị diện tích (g/cm2, mg/dm2)
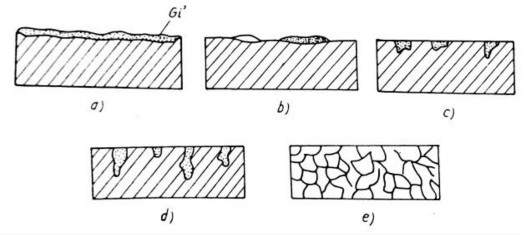
Hình 2.2. Các dạng gỉ bề mặt
Tốc độ gỉ là khối lượng kim loại gỉ sau một đơn vị thời gian, tức là tỷ số phạm vi gỉ trên thời gian (kg/năm). Loại gỉ toàn bộ rất dể quan sát và phát hiện, cho nên loại này không nguy hiểm lắm.
5. Gỉ bộ phận (gỉ không đồng đều)
Loại gỉ xảy ra chỉ ở một diện tích nhất định của bề mặt với chiều rộng, chiều sâu khác nhau, vì vậy nó nguy hiểm hơn gỉ toàn phần. Gỉ bộ phận có thể chia thành gỉ dạng tấm (hình 2.2b), gỉ hình (hình 2.2c) và gỉ điểm (hình 2.2 a). Gỉ điểm tạo thành những lòm sâu có đường kính nhỏ 1mm.
6. Gỉ cấu trúc.
Đây là loại gỉ xảy ra ở phần cấu trúc cố định của hợp kim loại, trong đó phải kể đến loại gỉ giữa các tinh thể (hình 2.2e). Trường hợp này sẽ phá huỷ các tính giới các hạt, do vậy hợp kim rất dể bị bở ra.
7 Gỉ do ứng suất cơ học
Loại gỉ này chủ yếu phát sinh do chịu tải trọng kéo, làm giảm khả năng làm việc của kim loại. Quá trình gỉ xảy ra bắt đầu từ một phần nhỏ trên bề mặt, sau đó phát triển theo chiều sâu. Dưới đây chúng ta sẽ đi vào cụ thể một số kim loại gỉ.
2.2 Sự gỉ của kim loại
2.2.1 Gỉ hóa học
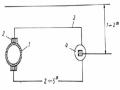
Gỉ hoá học thường xả y ra trong môi trường khí ở nhiệt độ cao và dưới tác dụng của môi trường. Ví dụ, tác dụng của oxy trong không khí, ô xít sunfit, nước và các khí khác để tạo thành các hợp chất hoá học.
Ví dụ, sự xuất hiện lớp ô xít trên đồng theo công thức sau: 2Cu2+O2→2Cu2O (2.1)
Bởi vì đồng không thể bị gỉ , cho nên thường không dùng chú ng làm các dây dẫn
chảy của các bộ phận bảo hiểm (như cầu chì). Các dây này thường làm từ bạc , vì bạc ở trong không khí và ở nhiệt độ cao không bị tác dụng gỉ. Tuy nhiên đồng có tính dẫn điện lớn, nên đồng rất thích hợp với các cho các điểm tiếp xúc điện.
Các khí gây sự tác dụng gỉ hóa học đáng kể là loại ô xít sunfit, các khí chứa lưu huỳnh, vv..Các khí này phá huỷ đồng, niken và hợp kim của chúng. Chỉ cần một lượng rất ít lưu huỳnh trong không khí cũng có thể làm giảm đáng kể tuổi thọ của cá c kết cấu từ hợp kim giầu niken, bạc và các kim loại khác (ví dụ trong các loại lò điện trở). Ngược lại khí lưu huỳnh lại làm tốt hơn khả năng chống gỉ của các hợp kim niken nghèo có chứa magie (Mg). Ở một số kim loại gỉ hoá học phát triển liên tục với tốc độ không đổi cho đến khi kim loại bị gỉ hết. Điều này xảy ra khi mà các sản phẩm gỉ có thể tích nguyên tử nhỏ hơn kim loại nền và các lớp sản phẩm gỉ bị xốp nên không có tác dụng cản trở sự xâm nhập khí từ môi trường khí vào bề mặt . Do đó điều kiện gỉ theo thời gian sẽ cho tốc độ gỉ không đổi và chiều dày lớp gỉ sẽ tăng tuyến tính với thời gian (Hình 2.3- đường a). Hiện tượng gỉ này có thể thấy rò ở magiê (Mg) trong môi trường không khí thông thường . Đối với những kim loại mhư sắt, niken, đồng khi tồn tại trong không khí, quá trình gỉ không theo qui luật như trên nên khả năng chống gỉ của chúng có tốt hơn, vì trên những kim loại này các sản phẩm của gỉ tạo thành có khả năng làm chậm tốc độ gỉ. Lúc đó chiều dày của lớp gỉ càng lớn thì tốc độ gỉ hay nói cách khác chiều dày lớp gỉ tăng càng chậm (hình 2.3 - đường b). Mặt khác những hoàn cảnh, điều kiện khác nhau của môi trường cũng ảnh hưởng đến quá trình gỉ . Sự khác nhau về độ dẫn nhiệt của kim loại và lớp ô xít bề mặt sẽ dẫn đến sự xuất hiện các khe nứt trong lớp ô xít khi thay đổi nhiệt độ. Do vậy lớp ô xít này sẽ bong ra và tiếp theo đó gỉ lại bắt đầu sinh ra với tốc độ nhanh và chậm dần ,quá trình cứ tiếp diễn như vậy sẽ làm giảm tuổi thọ của kim loại.