Chọn thành phần kim loại đắp phụ thuộc vào điều kiện công tác của chi tiết.Sự hao mòn có thể gây ra do ma sát, do va đập, ở nhiệt độ bình thường, nhiệt độ cao và trong môi trường ăn mòn (a xít, bazơ…) .Thành phần que hàn dùng cho hàn đắp yêu cầu chung cũng giống như vật hàn kim loại, cũng có tr ường hợp đặc biệt phải dùng loại que hàn chuyên dùng như T-143, T-216,T-293, T-500, T-535,T-268,T-540 (Nga); que hàn Thượng hàn 62A,64A (Trung Quốc)…hoặc các loại que có độ bền cao E80...-
- Trước khi đắp, ở chỗ hàn đắp phải làm sạnh cần thiết một số tạp chất bẩn, dầu
, mỡ… làm cho kim loại có ánh kim nh ư ban đầu rồi mới có thể hàn đắp đ ường thứ nhất, khi hàn đắp đ ường thứ hai cần phải làm chảy 1/3 chiều rộng của đường hàn thứ nhất, các mối hàn có chiều rộng đều nhau.
Bề rộng mối hàn : b=12 (mm)
Mối hàn sau chồng lên 1/3 mối hàn tr ước, chiều cao mối hàn h = 2+0,5
Sau khi chuẩn bị tiết hành hàn bao xung quanh để tránh kim loại bị sệ và thiếu hụt
Khi tiến hành hàn đắp nhiều lớp, mỗi lớp đều phải cạo sạch xỉ hàn. Khi hàn đắp vì diện tích nung nóng lớn và số lần nung nóng nhiều nên sinh dễ sinh ra sự biến dạng lớn, thậm chí sinh ra sự biến dạng lớn, thậm chí còn bị nứt. Cho nên chiều củ a lớp thứ hai phải thẳng góc với lớp thứ nhất.
Để giảm bớt sự biến dạng, có thể nhân lúc còn nóng dùng búa tay gò nhẹ vào lớp hàn đắp.
Khi hàn cần chú ý tránh chỗ kết thúc của mối hàn sinh ra những rãnh hồ quang quá
Có thể bạn quan tâm!
-

 Công Nghệ Chuẩn Bị Bề Mặt Chi Tiết Trước Khi Phun Phủ
Công Nghệ Chuẩn Bị Bề Mặt Chi Tiết Trước Khi Phun Phủ -
 Hàn đắp và phun phủ - 8
Hàn đắp và phun phủ - 8 -
 Hàn Mặt Phẳng Bằng Ph Ương Pháp Hàn Hồ Quang Tay
Hàn Mặt Phẳng Bằng Ph Ương Pháp Hàn Hồ Quang Tay -
 Gia Công Cơ Khí Sau Khi Phun Phủ, H Àn Đắp
Gia Công Cơ Khí Sau Khi Phun Phủ, H Àn Đắp -
 Phục Hồi Và Bảo Vệ Bề Mặt Kim Loại Bằng Phun
Phục Hồi Và Bảo Vệ Bề Mặt Kim Loại Bằng Phun -
 Sự Mòn Của Kim Loại Do Tác Dung Của Môi Trường Các Dòng Chảy
Sự Mòn Của Kim Loại Do Tác Dung Của Môi Trường Các Dòng Chảy
Xem toàn bộ 143 trang tài liệu này.
sâu làm ảnh hưởng đến sự hình thành của mối hàn lớp sau.
Để đáp ứng yêu cầu gia công sau khi hàn đắp cần phải để chiều cao mối hàn phù hợp, bề dày của hàn đắp phải lớn h ơn độ dày yêu cầu sau khi gia công của nó từ 3÷ 5mm.
h u í n g h µn
90
65-85
- Góc độ que hàn
Trong đó:
Góc hợp bởi giữa trục đường hàn với trục que hàn về phía chưa hàn là góc
650÷850
Góc tạo bởi mặt phẳng chứa trục đường hàn và trục que hàn với mặt phẳng
phôi là góc 900
Phương pháp dao động que hàn
Dao động theo hình răng cưa Dao động kiểu bán nguyệt
2 - 3
2 - 3
6 -8
6 -8
- Chiều dài hồ quang L hq = 2÷3 mm
1.5.2.2 Hàn đắp tự động dưới lớp thuốc
Cũng như hàn đắp hồ quang tay, trong hàn đắp tự động dưới lớp thuốc hồ quang cháy giữa điện cực kim loại (dây hàn) v à kim loại cơ bản (chi tiết hàn đắp). Sự khác nhau cơ bản giữa hàn đắp hồ quang tay và hàn đắp tự động là sự cơ khí hoá, tự động hoá quá trình hàn.
Quá trình hàn bắt đầu khi phát hồ quang. Vũng hàn được tạo thành sau khi hồ quang phát sinh. Tại đây dây hàn, thuốc hàn và kim loại cơ bản nóng chảy. Đồng thời dưới áp suất khi giữa kim loại và thuốc hàn tạo thành một màng kín bao bọc lấy hồ quang và vũng hàn. Thành của màng này được tạo bởi thuốc hàn nóng chảy. Bởi vậy quá trình nóng chảy xảy ra trong màng kín phủ bẳng lớp thuốc nên bằng mắt thường không thể nhìn rò lớp trong vũng hàn. Trong quá trình hàn thuốc hàn được cung cấp liên tục và đều đặn xuống vũng hàn. Thuốc nóng chảy tạo thành xỉ hàn. Phần thuốc không nóng chảy được thu lại và sử dụng tiếp.
Phần lớn các chi tiết máy phục hồi là những chi tiết có bề mặt làm việc phẳng
hoặc hình trụ.
Hàn đắp tự động trên mặt phẳng
Thông thường chi tiết hàn đứng yên, còn đầu hàn đắp chuyển động thằng trên chi tiết. Sau mỗi đường hàn đầu hàn được đưa về vị trí ban đầu. Để hàn tiếp đường thứ hai phải dịch đầu hàn theo phương chuyển động ngang một khoảng cách nhất định, gọi là bước tiến của đường hàn
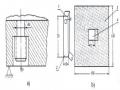
Hàn đắp tự động trên chi tiết hình trụ tròn
Là phủ kín bề mặt của chi tiết bằng một đường hàn hình xoắn xếp cạnh nhau. Đường xoắn nói trên được tạo thành từ hai chuyển động (hình 1.55b) kết hợp chuyển động quay tròn của bề mặt chi tiết quanh trục của nó và chuyển động tịnh tiến của đầu
hàn dọc theo vật hàn. Những chuyển động trên là chuyển động đều và liên tục. Đương nhiên để quá trình hàn tiến hành được một cách tự động thì dây hàn phải chuyển động liên tục và đều đặn để bảo vệ hồ quang.
Các loại vật liệu để hàn đắp tự động
+ Thuốc hàn nóng chảy
Vai trò chủ yếu của thuốc hàn trong hàn đắp tự động là làm màng cách lý học của vũng hàn khỏi tác dụng của không khí, ổn định hồ quang, điều chỉnh thành phần hoá học của lớp hàn đắp và tạo dáng mối hàn, tạo xỉ lỏng bảo vệ kim loại mối hàn khỏi tác dụng của oxy, nitơ trong không khí.
Yêu cầu đối với thuốc hàn:
Nhiệt độ nóng chảy của thuốc hàn nhỏ hơn nhiệt độ nóng chảy của kim loại cơ
bản khoảng 200÷300 0C.
Thuốc hàn phải có độ ẩm thấp và độ bền cơ học nhất định.
Thuốc hàn phải tạo điều kiện cho hồ quang dễ cháy và cháy ổn định.
Thuốc hàn phải tạo điều kiện cho quá trình hình thành m ối hàn tốt, đặc chắc,
không có rỗ khí, ngậm xỷ ...
Đảm bảo khử các tạp chất và thoát khí tốt; loại trừ các khuyết tật như rỗ khí,
ngậm xỉ, nứt vùng mối hàn.
Hợp kim hoá mối hàn, đảm bảo cơ tính tốt
Tạo màng mỏng bảo vệ và dễ dàng tách khỏi bề mặt mối hàn. Không sinh bụi và khí độc hại
Giá thành hạ
- Phân loại thuốc hàn:
Thuốc hàn có dạng hạt hay bột.
Thuốc hàn điện được phân ra :
Thuốc hàn nóng chảy; thuốc hàn bột (không nóng chảy : gốm ceramic, bột thiêu kết ... bao gồm các chất khoáng thiên nhiên với h ợp kim ferro và thuỷ tinh nước.
Theo chức năng sử dụng:
Thuốc cho hàn thép các bon và hợp kim thấp.
Thuốc hàn thép hợp kim. Thuốc hàn hợp kim màu. Theo thành phần các chất:
Loại có SiO2 cao ( 40 - 50 % SiO2 ) Loại SiO2 thấp ( < 35 % SiO2 ) Loại không có SiO2.
Loại không chứa oxy
Xỉ có tính bazơ : CaO, MgO, FeO ... Xỉ có tính axit TiO2, SiO2...
Xỉ trung tính chứa Cl2, F2.
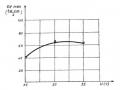
Tác dụng làm màng cách của thuốc phụ thuộc vào kích thước hạt và cấu trúc vật lý của chúng. Cấu trúc hạt càng mịn và kích thước hạt càng nhỏ thì khả năng bảo vệ của màng cách càng tăng. Chiều dày của lớp thuốc phủ trên mặt kim loại cũng ảnh hưởng đến khả năng làm màng cách của nó. Chiều dày cần thiết của thuốc hàn ứng với cường độ dòng điện hàn khác nhau (bảng 1.21).
Bảng 1.21 Chiều dày thuốc trên mặt vật hàn

1.5.2.2 Ví dụ:
Thuốc TA.St.1 dùng để hàn đắp thép cacbon và thép hợp kim thấp. Thuốc TA.St.3 dùng để hàn đắp các chi tiết thép cacbon thấp. Thuốc TA.St.9 hàn đắp với kiểu 35 CrMnSiA phục hồi trục cán, bánh cần cẩu, bánh tàu hoả…Thuốc TA.St.11CrNi dùng để hàn đắp các chi tiết thép cacbon và thép hợp kim của máy điện và hoá học.
Liên Xô có 10 loại thuốc hàn đắp nóng chảy được ứng dụng rộng rãi
Công dụng của các loại thuốc hàn nói trên như sau :
Thuốc A-H8 : hàn và hàn đắp điện xỉ thép cacbon và thép hợp kim thấp với dây hàn thép cacbon và thép hợp kim thấp. Đối tượng phục hồi là các chi tiết máy luyện kim, cán và rèn dập.
Thuốc AH-15M : hàn và hàn đắp tự động các chi tiết thép hợp kim cao như các
loại trục, cổ trục cán…
Thuốc AH-20 : hàn và hàn đắp tự động các lớp thép hợp kim và hợp kim cao kí hiệu 30Cr2W8, 25CrMoVSi, 50Cr4W3V; đồng thanh đồng trên các chi tiết từ thép cacbon và thép hợp kim thấp.
Thuốc AH-22 : hàn điện xỉ và hàn đắp tự động thép hợp kim với dây hợp kim
cao ký hiệu Cr20H10Mn17Ti.
Thuốc AH-26 : hàn và hàn đắp tự động thép không gỉ và thép chịu nhiệt như cánh tuabin nước, các chi tiết máy bơm, máy điện và hoá học.
Thuốc AH-60 : hàn và hàn đắp thép cacbon và thép hợp kim thấp bằng dây thép
cacbon và thép hợp kim thấp, hoặc đai thép hợp kim trung bình và cao. Hàn đắp trục
cán nóng, dao cắt kim loại nóng, các chi tiết từ kim loại màu trên nền đồng.
Thuốc AH-348A : hàn và hàn đắp tự động thép cacbon và thép hợp kim thấp bằng dây thép cacbon và thép hợp kim thấp; bánh cần cẩu, các chi tiết máy kéo, ô tô, tàu thuỷ.
Thuốc 0Ф-6 : hàn và hàn đắp tự động thép hợp kim chống gỉ, chịu nhiệt.
Thuốc 0Ф-10 : hàn đắp thép hợp kim và hợp kim thấp bằng đai và dây hàn nhãn hiệu 10Cr16Ni25NMo6, 03Cr24Ni13MnNb và các loại khác.
Thuốc 0ц -45 : hàn và hàn đắp thép cacbon và thép hợp kim thấp bằng dây thép
cacbon và thép hợp kim thấp nhãn hiệu Hп -30CrMnSiA, 10Mn2Si và các loại khác.
Tiệp Khắc có ba loại thuốc hàn đắp nóng chảy : VUZ -3P, F205 (VUZ4BaC) và F-624 (VUZ-IN).
Thuốc VUZ-3P và F-205 dùng để hàn đắp các chi tiết thép không gỉ và chịu
nhiệt bằng đai hàn ký hiệu X18H10 và X25H13.
Thuốc F-624 dùng để hàn đắp tự động các chi tiết thép hợp kim cao và thép hợp kim bằng dây hàn tương ứng.
Ở Việt Nam thuốc hàn nóng chảy loại AH -348A của Liên Xô đã được Viện thiết kế máy công nghiệp (Bộ Cơ khí và luyện kim) nghiên cứu và được Nhà máy và cơ quan nghiên cứu công nghệ hàn đã dùn g thuốc này để hàn và hàn đắp tự động. Thuốc có tính công nghệ cơ bản giống thuốc AH -348A và mang nhãn hiệu TH-36-42.
Thuốc hàn gốm
Thuốc hàn gốm là hỗn hợp cơ học của các thành phần hợp kim hoá, oxy hoá, biến tính và tạo xỉ, được tán nhỏ và liên kết với n hau bằng dung dịch nước thuỷ tinh. Chất liên kết thường dùng nhất là silicat natri lỏng, tỷ trọng 1,3; chiếm 17 -18% trọng lượng phối liệu khô. Thành phần thuốc có thể là cacbonat, ferô hợp kim, kim loại tinh… với khối lượng cần thiết, không phụ thuộc vào đ ộ hoà tan lẫn nhau của chúng. Sử dụng thuốc gốm mở rộng được khả năng hợp kim hoá, oxy hoá và biến tính hoá kim loại hàn đắp.
Trong số nguyên tố hợp kim của thuốc người ta dùng ferôcrôm, ferômangan,
ferôsilic, ferôtitan, niken…Khi cần người ta còn cho thêm cacbon dưới dạng bột hoặc
than gỗ.
Trong thành phần thuốc hàn có tới 50% các nguyên tố không bị oxy hoá, điều đó có ảnh hưởng rất mạnh tới qúa trình luyện kim của vũng hàn và cho phép điều chỉnh thành phần hoá học của lớp hàn đắp trong phạm vi rộng. Điều này không thể thực hiện được khi hàn đắp bằng thuốc nóng chảy, vì thuốc hàn nóng chảy chủ yếu bao gồm các oxyt như : SiO 2, CaO, MnO, Al2O3 .. .
Để tạo xỉ tốt người ta cho vào thuốc hàn gốm các thành phần như đá vôi, fenspat,
florit, bioxyt titan, thạch anh. Xỉ hệ đá vôi cao hầu như không oxy hoá các nguyên tố hợp kim và tạo điều kiện khử lưu huỳnh khỏi kim loại nóng chảy của vũng hàn.
Tuỳ theo mức độ hợp kim hoá lớp đắp thuốc hàn gốm được chia thành hai loại : hợp kim hoá yếu và hợp kim hoá mạnh. Loại sau c ho phép nhận kim loại lớp hàn đắp hợp kim hoá cao khi dùng dây hàn thép cacbon bình thường.
Nhiều chi tiết máy đưa vào phục hồi được chế tạo bằng thép hợp kim, chẳng hạn dao cắt kim loại nóng, đầu máy búa rèn dập và nhiều chi tiết khác. Chúng đều làm việc trong điều kiện giống nhau : chịu nén ép mạnh và thay đổi theo chu kỳ; nóng lạnh theo chu kỳ; bề mặt làm việc bị mòn do rỉ…
Với các điều kiện làm việc khắt khe trên, lớp kim loại hàn đắp khi phục hồi các chi
tiết này cần đạt các yêu cầu quan trọng sau :
- Mối hàn có độ bền cao : có khả năng chống hiện tượng nứt nóng, hạn chế tình trạng nứt khi hàn.
- Có độ dẻo cao ở nhiệt độ làm việc của chi tiết để có khả năng chống hiện tượng
nứt nóng, hạn chế tình trạng nứt khi hàn.
- Có khả năng ít biến đổi cấu trúc khi bị ram nhiều lần, giữ được tính chất ban đầu trong quá trình làm việc.
- Có độ bám cao vào lớp kim loại cơ bản, tránh được bong, tróc khi làm việc,…
Rò ràng khó có thể tìm thấy trong thực tế một loại dây hàn hợp kim đảm bảo cho lớp kim loại đắp có được đồng thời những yêu cầu kỹ thuật trên. Bởi vậy việc hợp kim hoá lớp đắp bằng thuốc hàn gốc là phương pháp dễ thực hiện và rẻ tiền hơn cả.
Ngày nay người ta đã nghiên cứu được nhiều loại thuốc hàn gốm chuyên dùng cho việc hàn đắp phục hồi từng chi tiết hoặc từng nhóm có cùng điều kiện công tác.
Ở Cộng hoà dân chủ Đức có ba loại : SPCMn40/36Cr300, SPCMn40/460aSch và SPC375a-C2,5.
Thành phần hoá học chủ yếu của lớp kim loại đắp dưới thuốc
SPCMn40/360Cr300 và 0,4%C, 3%Cr, 1,4%Mn; dưới lớp thuốc SPC375a-C2,5 là 0,1%C, 2,5%Cr. Độ cứng HB kim loại hàn đắp dưới các thuốc tương ứng là : 280 -320, 190-210 và 240-260.
Thuốc thứ nhất dùng để hàn đắp các chi tiết mài mòn; Thuốc thứ hai dùng để hàn đắp các chi tiết mòn và vỡ;
Thuốc thứ ba dùng để hàn đắp các chi tiết mòn nhanh từ thép cacbon thấp,
trung binhg và thép hợp kim thấp.
Liên Xô có 5 loại thuốc gốm: dùng phổ biến vào việc hàn đắp các chi tiết thép: ФK-45/5X10B5MФ (theo љK-0386-00пK3), ҖCH-5 (theo BTYMҸM CCCP), AHK-18 (theo TY14-5-444-72), AHK-19 (theo TY14-1-1086-74) và AHK-40. Thuốc
ФK-45/5X10B5MФ hàn đắp với dây hàn Cb -20Cr13 cho lớp đắp có thành phần hoá học như sau (tính theo % trọng lượng) : (0,4 -0,5)C, (10-13)Cr, (4-6)W, (0,5-1)Mo, (0,2-0,5)V, S và P không quá 0,03. Độ cứng lớp đắp 500-580HB. Độ chịu mòn của lớp
đắp cao, độ dai va đập tốt. Thuốc dùng để hàn đắp các chi tiết máy từ thép cacbon và thép hợp kim thấp làm việc trong điều kiện mài mòn nhanh và tải trọng va đập ở nhiệt độ cao (tới 6000).
Thuốc ҖCH-5 hàn đắp với dây CB-08A, Cb-08ГA, CB-12ГC và Hп-30XГCA cho lớp đắp có thành phần hoá học theo bảng 1.22.
Bảng 1.22 Thành phần hóa học chủ yếu của kim loại lớp đắp dưới thuốc ҖCH -5, %
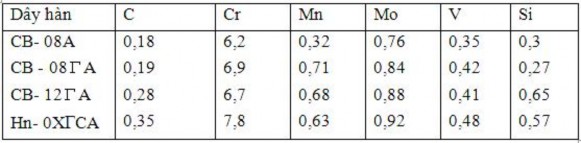
Độ cứng HRC của kim loại đắp dưới thuốc ҖCH -5 bằng dây Cb-08A, Cb- 08ГA, Cb-12ГC và Hп-30XГCA tương ứng là 35-38, 40-44, 48-50, 52-58. Kim loại lớp hàn đắp chống mài mòn tốt và có khả năng làm việc trong điều kiện nhiệt độ bình thường và cao, áp lực riêng lớn. Thuốc dùng để hàn đắp các chi tiết thép như trục máy ép định hình, trục tựa, trục dàn lăn, bánh đai hãm,…
Thuốc AHK-18 dùng để hàn đắp tự động các chi tiết thép nhằm nhận được kim
loại lớp đắp có độ cứng cao, không cần gia công nhiệt, như các chi tiết máy thi công đường, máy xây dựng, máy nông nghiệp, máy bốc dỡ…Kim loại lớp hàn đắp bằng dây Cb-08A và Hп-30XГCA có thành phần hoá học tương ứng là : C -0,3 và 0,42%, Mn- 1,4 và 1,7%, Si-0,2 và 0,95%, Cr-2,7 và 3,1% và độ cứng HB tương ứng 350-450, 480-520. Độ chịu mòn ở nhiệt độ bình thường tốt, khả năng chống rỗ, nứt cao.
Thuốc AHK-19 dùng để hàn đắp các chi tiết phẳng làm việc tro ng điều kiện mài mòn như lưỡi gạt máy ủi, phôi phẳng của phễu tiếp liệu… Thành phần hoá học chủ yếu của kim loại lớp hàn đắp bằng dây Cb-08A là C-0,6%, Mn-0,8%, Si- 0,3%, Cr-4,5% . Độ cứng lớp đắp 50-56HRC. Kim loại lớp hàn đắp có độ chịu mòn tốt, khả năng chống rỗ và nứt nóng cao.
Thuốc AHK-40 hàn đắp với dây Cb-08A cho lớp đắp độ cứng tương đối cao (200-300 HB) và thành phần hoá học cơ bản C -0,25%, Mn-1%, Si- 0,8%, Cr-0,2% . Khả năng chống rỗ và nứt tốt, độ chịu mòn cao; dùng để hàn đắp các chi tiết máy n ông nghiệp, máy bốc xếp…
Ngoài những loại thuốc gốm dùng để hàn đắp các chi tiết thép nói trên, Liên Xô còn sản xuất thuốc gốm hàn đắp nhôm, niken và các kim loại khác. Thuốc hàn nhôm có ký hiệu ҖA-64, thành phần hoá học của nó là : Na 3AlF6-44%, NaCl-15%, KCl- 38%, SiO2-3%; thuốc hàn niken được xây dựng trên nền xỉ CaO -Al2O3-CaF2 theo tỷ lệ
CaO:Al2O3:CaF2=1:2:9. Để đảm bảo tốt các quá trình oxy hoá, tinh luyện, biến tính và hợp kim hoá kim loại mối hàn, người ta cho thêm vào thuốc hàn niken một ít mangan, titan và nhôm.
+ Dây hàn
Dây hàn có các loại như sau:
Dây hàn thép các bon và hợp kim thấp, dây hàn thép hợp kim, dây hàn hợp kim cao Dây hàn đắp.
Dây hàn bột.
Dây kim loại.
Đường kính dây hàn : 0,3; 0,5; 0,8; 1; 1,2; 1,4; 1,6; 1,8; 2; 2,5; 3; 4; 5; 6; 6,5; 8 mm
Khối lượng một cuộn : 1,5 - 30 kg có thể đến 80 kg (cả khung dây)
- Dây hàn đắp
Bề mặt mài mòn của các chi tiết máy người ta hàn đắp bằng dây thép cacbon, dây thép hợp kim hoặc dây hàn đắp chuyên dùng. Lớp đắp hàn bằng dây cacbon không có được độ chịu mòn cao. Để tăng độ chịu mòn phải hợp kim hoá lớp hàn đắp bằng dây hợp kim, dây bột hoặc thuốc gốm. Khi chọn dây hàn cần chú ý đến thành phần hoá học của kim loại cơ bản, đặc tính và dạng tải trọng của nó, nguyên nhân và lượng mài mòn, môi trường làm việc và các yêu cầu đặt ra đối với chi tiết phục hồi. Lớp đắp được hợp kim hoá bằng dây hợp kim có thành phần hoá học chính xác hơn. Vì thế hợp kim hoá bằng cách này tuy đắt song vẫn được dùng phổ biến.
Liên Xô phân dây hàn đắp thành hai nhóm : nhóm ký hiệu bằng hai chữ HП, và nhóm ký hiệu bằng hai chữ Cb, thành phần hoá học, phạm vi ứng dụng của dây và độ cứng lớp đắp.
Ba Lan có hai loại dây hàn đắp dưới thuốc : Sp40G -2S1H1 (Sp5) và Sp24H14
(2H13) (theo PN-76/M-69420), với thành phần hoá học tương ứng là : C :0,32-0,4; Mn
: 0,8-1,1; Si : 1-1,4; Cr : 1,1-1,4 và C : 0,16-0,24; Mn: 0,5-0,7; Ri 0,3-0,7; Cr : 13-15.
Dây Sp40G-2S1H1 hàn đắp dưới thuốc TA.St3 và TA.St6 cho lớp đắp có độ cứng 300 HB, độ chịu mòn và khả năng chống va đập tốt; dùng vào việc hàn đắp phụ c hồi trục cán, vánh đai tàu hoả và các chi tiết khác.
Dây Sp24H14 dùng để hàn đắp các chi tiết làm việc trong điều kiện mài mòn do ma sát và xâm thực ở nhiệt độ bình thường và cao, như van ống dẫn, xupap hơi… Lớp đắp có độ cứng 420-500 HB, độ chịu mòn tốt , có khả năng chống rỉ ở môi trường nước biển và hơi nước.
Tiệp Khắc thường dùng dây thép hàn A -102 (theo ЧCH055376) để hàn đắp. Độ cứng HB của lớp đắp dưới thuốc FK-502, FK-503, FK-504 và FK-541 tương ứng là : 300, 450, 500 và 350. Dây dùng để hàn đắp bá nh cần cẩu, cổ trục và các chi tiết khác.