P1=P0l-25V/RTr (2.11)
P1 và P0 – áp suất hơi bão hòa trên bề mặt lòm có bán kính r và áp suất hơi bão hoà trên bề mặt phẳng có sức căng bề mặt ở nhiệt độ T.
V- thể tích phân tử của chất lỏng.
R- hằng số khí
- Do hiện tượng ngưng tụ hấp thụ . Do tác dụng liên kết g iữa phân tử nước và bề mặt rắng, lực này gọi là lực hấp thụ. Ngưng tụ hấp thụ sẽ tạo ra lớp nước mỏng .
- Do ngưng tụ hoá học. Đây là sự liên tục phát triển của ngưng tụ hấp thụ ở dạng liên kết hoá học với vật liệu đó là sự tạo thành hợp chất hydrô trên bề mặt kim loại, sản phẩm gỉ là tinh thể hydrat hoá.
2.2.4 Gỉ trong đất
Có rất nhiều cấu trúc làm việc dưới đấ t như các ống nước, các ống dẫn, dây cáp, các công trình ngầm, v.v… cho nên kim loại cũng bị gỉ và việc chống gỉ dưới đất cũng là một vấn đề quan trọng.
Quá trình gỉ dưới đất cũng giống như gỉ trong chất điện giải và thuộc loại gỉ điện hoá nhưng gỉ điện hoá trong đất có rất nhiều đặc điểm liên quan đến cấu tạo và tính chất của lớp đất.
2.2.5 Gỉ trong nước biển
Có thể bạn quan tâm!
-
 Phục Hồi Và Bảo Vệ Bề Mặt Kim Loại Bằng Phun
Phục Hồi Và Bảo Vệ Bề Mặt Kim Loại Bằng Phun -
 Sự Mòn Của Kim Loại Do Tác Dung Của Môi Trường Các Dòng Chảy
Sự Mòn Của Kim Loại Do Tác Dung Của Môi Trường Các Dòng Chảy -
 Hàn đắp và phun phủ - 14
Hàn đắp và phun phủ - 14 -
 Hàn đắp và phun phủ - 16
Hàn đắp và phun phủ - 16 -
 Hàn đắp và phun phủ - 17
Hàn đắp và phun phủ - 17
Xem toàn bộ 143 trang tài liệu này.
Nước biển là chất điện giải , vì trong nước biển có nhiều chất hoà tan, những thành phần của muối. Những thành phần cùa muối ở trong nước b iển rất khác nhau ở mỗi khu vực. Trong nước biển các muối nói chung hoà tan và phân ly thành các ion như Cl-, SO4-, HCO3-, Br-, Na+, Mg+ , K+ , ngoài ra còn có các phần từ khác như ôzôn , iốt, brôm tự do. Nói chung các chất này có độ dẫn điện khá cao . Tất cả các hợp kim, kim loại (trừ magiê và hợp kim của nó) làm việc trong nước biển đều bị gỉ.
Quá trình gỉ trong nước biển là quá trình gỉ điện hoá cho nên có thể vận dụn g các
định luật của gỉ điện hoá.
2.2.6 Gỉ do dòng điện rò
Rất nhiều thiết bị và đường ống, dây cáp làm việc ngầm dưới đất bị gỉ do tác dụng
của dòng điện rò.
Dòng điện từ các nguồn điện khác nhau đi qua đất và dẫn qua các thiết bị dưới đất gọi là dòng điện rò. Gỉ do dòng điện rò chủ yếu là dòng điện một chiều (dòng điện xoay chiều coi như không ảnh hưởng).
Các dòng điện dò này thường có ở vùng gần dẫn điện (như đường dây tàu điện). Sinh ra dòng điện rò là do cách điện không tốt. Dòng điện rò này sẽ qua những vùng có điện trỏ nhỏ, đó là các thiết bị đường ống, v.v…Có thể chia các thiết bị, đường ống ra làm ba vùng:
Vùng trung hòa là vùng không có dòng điện đi từ đất vào, vùng này không bị gỉ do
dòng điện rò.
Vùng catot là vùng dòng điện đi đất vào ống, vùng này không gây ra ảnh hưởng gỉ.
Vùng anot là vùng dòng điện đi từ ống đi qua đất, vùng này sẽ bị gỉ. Ví dụ,
nếu dòng điện bên ngoài khoảng 200-300A, trong điều kiện thường,đường , đường ống dẫn
có dòng điện rò là 10 -20A và cứ 1A trong một năm phá hủy 9-10kg Fe, 11kg Cu, 37 kg Pb.
2.2.7 Gỉ cấu trúc
Loại gỉ này cũng rất nguy hiểm,nó xảy ra giữa các tinh thể ,tiếp tục phát triển theo chiều sâu và dọc tinh giới hạt (tinh thể) dẫn đến sự phá hủy hoàn toàn chi tiết. Loại gỉ này thường xảy ra ở kim loại như thép và các kim loại khác. Khuynh hướng dẫn đến sự gỉ này có thể là do nung nóng khi hàn, khi nung nóng. Gỉ này sinh ra sẽ là giảm sức bền của thép và dần dần dẫn đến phá hủy.
Ngoài các dạng gỉ thông thường trên, trong lĩnh vực về gỉ còn gặp các loại gỉ khác như gỉ sinh ra do tải trọng cơ học (tải trọng kéo ,tải trọng tác dụng đổi chiều….)
2.3 Bảo vệ chống gỉ
2.3.1 Khái niệm chung về bảo vệ chống gỉ
Sự cần thiết của việc bảo vệ chống gỉ, tính kinh tế, các yêu cầu kỹ thuật khác của kết cấu, chi tiết kim loại dẫn đến việc cần thiết phải chú ý ngay từ đầu đến công tác thiết kế cấu trúc gắn liền với nhiệm vụ bảo vệ chống gỉ cho chúng. Giả định rằng: một kết cấu thép làm việc trong vùng khí quyển bao quanh, nếu không có xử lý bề mặt (bảo vệ chống gỉ) thì chỉ sử dụng được 35 năm . Sau thời gian này do tác hại của gỉ , kết cấu không thể tiếp tục được nhiệm vụ của nó nữa. Nếu kết cấu đỡ được thay bằng kết cấu mới với lớp sơn (hoặc đem phục hồi với lớp sơn) thì tuổi thọ của kết cấu sẽ cho thêm 35 năm nữa với phí tổn bằng 30% giá trị chi tiết mới. Như vậy sự gỉ của chi tiết bị giảm đi và tuổi thọ của nó đã kéo dài gấp 2 lần. Nghĩa là tăng thêm 35 năm. Bằng cách xử lí bề mặt ngay từ đầu, vậy sau 35 năm đầu chỉ mất có 35% phí tổn, nhưng đã bảo vệ được 50% giá trị kết cấu mới. Bởi vậy đã tiết kiệm được 20% trong 35 năm đầu. Tiếp theo tiết kiệm được thêm 20% trong 35 năm tiếp theo. Điều này có ý nghĩa kinh tế rất lớn của xử ký bề mặt đối với những kết cấu thép như cầu , thiết bị, đường dẫn điện…..
Bảo vệ chống gỉ có thể chia thành 2 loại: bảo vệ lâu dài và bảo vệ tức thời.
Bảo vệ lâu dài là bảo vệ theo thời gian tuổi thọ của chi tiết, nghĩa là trong thời gian đó người ta vẫn sử dụng sản phẩm.
Bảo vệ trước mắt (tức thời) tức là bảo vệ trong một thời gian nhất định trước lúc sử
dụng.
Có thể chia bảo vệ chống gỉ thành các nhóm sau: Chọn vật liệu và các phương pháp chế biến nó.
Xử lý môi trường gỉ. Bảo vệ gỉ điện hóa. Bảo vệ bằng lớp phủ.
Bảo vệ chống gỉ trong vùng nhiệu đới.
Bảo vệ trước mắt (tức thời).
2.3.1.1 Chọn vật liệu và gia công
Để tổng quát chúng tao có thể nói rằng :kim loại và hợp kim nếu cang ít tạp chất
bẩn, ứng suất dư ít (đã qua ủ), bề mặt càng nhẵn thì khả năng chóng gỉ càng tốt.
Hợp kim có cấu tạo là một pha, theo quan điểm về khả năng chống gỉ, tốt hơn hợp kim nhiều pha, vì các pha khac nhau sẽ có điện thế khác nhau do đó sẽ tạo ra các vi pin gỉ. Trừ trường hợp là gang và hợp kim Al -Si thì tính chất này không thích ứng, mặt khác một số trường hợp cần phải chú ý đến ý nghĩa thực tế của tính thụ động của kim loại (như Al). Vì vậy ,về nguyên tắc n ên tránh các liên kết của các kim loại có các điện thế chuẩn quá khác nhau. Nếu như trong thiết kế các liên kết này thật cần thiết thì phải chú ý đến sự xuật h iện nguy hiểm của các vi pin gỉ. Ví dụ, trong kỹ thuật điện thường xảy ra vấn đề khi nối dây nhôm và dây đồng.
Trong công việc chọn kim loại, kết cấu của vật liệu cũng như khi chọn cách bảo vệ bề mặt của chúng cho các môi trường xâm thực khác nhau, người thiết kế cũng như người thi công kết cấu phải chú ý trước tiên đến các tính chất sau:
a) Các chi tiết phải được bảo vệ the o yêu cầu làm việc của chi tiết, nghĩa là phải được bảo vệ trạng thái kim loại theo thời gian (tuổi thọ) lâu dài của chi tiết , không cho phép xuất hiện các sản phẩm gỉ nhìn thấy được.
b) Các chi tiết máy phải bỏa vệ được tính chất , cấu trúc cơ sở của mình (ví dụ, sức bền). Trong đó không có sự xuất hiện các sản phẩm gỉ ở bề mặt làm việc cũng như bên ngoài. Sau đó quyết định tốc độ gỉ của kim loại và sự bảo vệ các chi tiết. Sự bảo vệ này được xác định trên các tình chất, kết cấu theo thời gian tuổi thọ.
Ví dụ, đối với các chi tiết nhỏ (như lò xo , vít, vv…) thường chọn vật liệu chống gỉ hoặc vật liệu quý (đồng thau, đồng thanh,…) thì không cần xử lý bề mặt.
Ở những dụng cụ điện có sự tiếp xúc của các kim loại khác nhau bằng mối hàn vảy, cho phép hàn bằng chất trợ dung không gây gỉ như nhựa thông. Lớp hàn vảy sau đó phải được phủ bằng lớp sơn cách điện và chống ẩm tốt.
Trường hợp lớp hàn vảy với điện thế không giống kim loại hàn sẽ gây ra gỉ, cho nên không cho phép dùng chất trợ dung bao gồm các clorid của kẽm(ZnCl) và các chất xâm thực khác vì chúng sẽ làm c ho tốc độ gỉ tăng nhanh.
2.3.1.2 Xử lý kết cấu
Ở những kết cấu làm việc có ảnh hưởng của khí quyển yêu cầu về kết cấu phải đơn giản; bề mặt nhẵn, phẳng; tránh các chuyển tiếp nhọn; các bề mặt phải dễ dàng cho công việc xử lý bề mặt khi cần thiết.
Nơi chuyển tiếp của các mặt phẳng phải có góc lượn để tạo lớ p bảo vệ có chiều dày đồng đều.
Không cho phép những vị trí tạo điều kiện tập trung ngưng tụ nước.
Các mối lắp ghép thích hợp nhất là các lắp ghép mặt.
2.3.1.3 Xử lý môi trường gỉ
Việc bảo vệ chống gỉ phụ thuộc vào sự thay đổi môi trường gỉ, sự thay đổi khả năng
xâm thực của chúng.
Trong thực tế có thể thực hiện bằng nhiều cách khác nhau. Ví dụ, bằng cách khử thành phần xâm thực nhất định của môi trường (các yếu tố kich thích của sự gỉ), hoặc khử các sản phẩm gỉ, khử nước trong các nồi hơi (tức là khử ôxy hòa tan vì các ôxy này kích thích sự gỉ của sắt).
Giảm sự gỉ trong khí quyển bằng cách giảm độ ẩm tương đối của khí quyển đến giá
trị thấp hơn so với độ ẩm tương đối của sự gỉ xảy ra.
Đó là những cơ sở của phương pháp xử lý để bảo vệ, mặt khác một trong các phương pháp thông dụng là tạo ra khoảng không gian khép kín (như bao gói, dùng tủ đựng…) để bảo vệc chống gỉ.
2.3.1.4 Bảo vệ điện hóa
Có hai khả năng chống gỉ: bảo vệ catot và chống gỉ bằng thiết bị bảo vệ.
a. Bảo vệ catôt
Đứng về nguyên tắc, muốn thực hiện bảo vệ catôt chỉ cần nối kim loại cần bảo vệ với cực âm của nguồn điện một chiều còn cực dương nối với anôt phụ. Vấn đề ở đây là anốt vào vị trí nào để bảo vệ được tốt nhất. Điều đó cần phải phân tích, tính toán.
Mật độ dòng điện catot phụ thường vào điều kiện môi trường (dưới đất ,nước biển,
dung dịch muối….).
Còn các anôt phụ thường bằng các graphit , hợp kim silic, hợp kim chì với 1-2% bạc….Anôt graphit ít dùng, vì cồng kềnh và độ bền cơ học kém. Thường dùng nhiều và kinh tế nhất là bọc ở dạng sơn.
b. Chống gỉ bằng thiết bị bảo vệ
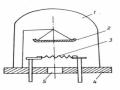
Nối kim loại cần bảo vệ với kim loại có điện thế âm hơn thiết bị bảo vệ (nó thường làm bằng kẽm nguyên chất 99,99% hoặc hợp kim magie với 6% Al, 3% Zn). Sơ đồ thiết bị bảo vệ cho trên hình 2.10.
Hình 2.10. Chống gỉ ống dẫn bằng thiết bị bảo vệ.
1- ống dẫn; 2- mối hàn; 3 - dây dẫn bằng đồng; 4- magiê.
Với phương pháp bảo vệ này sẽ làm g iảm lượng gỉ của kim loại cần bảo vệ, thông thường lượng tiêu hao của thiết bị bảo vệ cho một ampe trong một năm l à 5,9kg Al; 6,7kg Mg; 1,9kg Zn.
2.3.1.5 Bảo vệ bằng lớp phủ bảo vệ
Phương pháp bảo vệ thép cacbon và các kim loại mầu khỏi bỉ thường áp dụng là lớp phủ kim loại hoặc phi kim.
Tác dụng bảo vệ của lớp phủ này được tạo nên dựa trên các nguyên tắc sau:
+ Lớp phủ cách ly hoàn toàn vật liệu nền khỏi môi trường gỉ, lớp này hoàn toàn không có bọt khí và các khuyết tật khác làm giảm khả năng bảo vệ. L ớp bảo vệ tốt như lớp men thạch anh hoặc lớp mạ crom trên thép.
+ Lớp phủ có thể không nhất thiết phải tách kim loại nền khỏi môi trường gỉ, nhưng lại có tính chất bảo vệ được mặc dù có những lỗ rỗ, lỗ khí trong lớp phủ nhưng tính chất bảo vệ cần bảo đảm. Ví dụ, lớp phủ kẽm nhôm trên thép.
+ Những lớp phủ không hoàn toàn ngăn cản môi trường gỉ thấm qua (như sơn) nhưng có khả năng giữ lại các yếu tố của môi trường gỉ mà các yếu tố này rất nhanh chóng gây ra gỉ.
Các lớp bảo vệ phi kim loại được tạo thành bằ ng sự tác dụng của các nhân tố hóa học nhất định (như lớp men thạch anh) và bằng các phương pháp như ngâm, quét các dung dịch sơn…
2.3.1.6 Bảo vệ chống gỉ trong môi trường nhiệt đới
Những nhân tố gây gỉ ở vùng nhiệt đới nhất thiết phải được biết đến, trên cơ sở đó
chọn loại vật liệu kim loại thích hợp và phương pháp xử lý bảo vệ bề mặt.
Sự tác dụng của các nhân tố gỉ (độ ẩm, nhiệt độ, sự có mặt của các chất bẩn trong
khí quyển, v.v…) ở vùng nhiệt đới cũng tương tự như ở vùng hàn đới.
Xử lý bề mặt có tác dụng tốt ở các điều kiện ẩm cũng thích hợp cho điều kiện nhiệt đới. Ví dụ, đối với thép nếu ở vùng nhiệt đới thì mạ niken rất thích hợp khi dùng lớp mạ này dầy từ 30 ÷45micromet cho mọi môi trường khí quyển xâm thực. Đặc biệt đối với lớp mạ crom thì lại càng tốt và thích hợp hơn. Những lớp phủ là kẽm hoặc kadimi trên thép ở môi trường nhiệt đới không có khả năng bảo vệ.
Lớp bảo vệ bằng sơn ở vùng nhiệt đới có thể có giá trị kém hơn, vì những nhân tố ảnh hưởng khác của khí quyển nhiệt đới. Ví dụ như vấn đề mốc thường xảy ra ở thời kỳ ấm nóng và ở những nơi tối ẩm. Mặt khác ở những nơi nhiệt độ cao hơn (140 0C) và có nhiều tia sáng hoặc điều kiện khô, nóng lại có thể dẫn đến làm giảm tuổi thọ của lớp mạ cho nên phải dùng lớp sơn thích ứng.
Với các ảnh hưởng trê n đối với vùng nhiệt đới thường dùng loại sơn tổng hợp (sơn
tổng hợp là loại sơn có gốc chủ yếu của nó là các loại nhựa mang tính kiềm).
2.3.1.7 Bảo vệ tạm thời .
Bảo vệ chống gỉ tạm thời là một biện pháp tổng hợp. Biện pháp này kéo dài suốt quá trình sản xuất, trong kho và cả trong quá trình vận chuyển. Bảo vệ tạm thời gỉ bảo đảm các sản phẩm khi đến tay người tiêu dùng còn trong trạng thái hoàn chỉnh và có hình dáng hoàn toàn mới. Nhiệm vụ bảo vệ gồm có: làm sạch bề mặt, tạo ra lớp thụ động, bôi dầu mỡ, bao gói sản phẩm.
Sự bảo vệ giữa các nguyên công là một loại bảo vệ tạm thời chống gỉ thường thấy
trong sản xuất ở các phân xưởng, sản phẩm khi đặt giữa các kho, khi lắp ráp hoặc kiểm tra, v.v… Vì các bề mặt thép hoặc kim loại sau khi gia công hoặc phun bi xong nếu chưa được bảo vệ tạm thời thì chỉ cần sau hai – ba giờ sẽ bắt đầu bị gỉ ngay.
Trong thời tiết lạnh khi vận chuyển các chi tiết trong nhà máy với không gian được đốt nóng, các bề mặt của chi tiết kim loại nếu không được bảo vệ tạm thời dưới tác dụ ng của nhiệt độ sẽ bị gỉ vì hơi ẩm và sự gỉ xảy ra rất sớm và phát triển nhanh.
Phương pháp sử dụng cho bảo vệ chống gỉ giữa các nguyên công gồm có: đóng
hộp, dùng biện pháp thụ động, bôi dầu mỡ.
Bảo vệ chống gỉ tạm thời trong quá trình vận chuyển cũng rất quan trọng . Gỉ nguy hiểm nhất và lớn nhất là khi di chuyển trên đường biển, sự chuyển kho giữa các cảng, v.v… Nghĩa là, sản phẩm bị giữ ở trong môi trường biển, trong trường hợp này người ta thường tạo ra sự bảo vệ tạm thời cho các sản phẩm. Thường dùn g các vỏ bọc bằng các hộp hoặc gỗ
có dán thêm giấy chống thấm nước . Những vật không để trong thùng thì bản thân nó cũng được bảo vệ bằng các lớp bọc, như các loại giấy dầu hoặc giấy có lớp parafin chống thấm nước.
2.4 Bảo vệ bằng lớp phun kim loại
2.4.1 Lớp phủ từ vật liệu vô cơ
1. Tẩm phốt phát.
Đây là một phương pháp xử lý hóa học kim loại rẻ và đơn giản. Phương pháp này tạo nên trên bề mặt sản phẩm lớp tinh thể của phốt pho không hòa tan, bám rất chắc trên kim loại. Lớp này xuất hiện bằng phản ứng hóa học của bể phốt phát với kim loại của sản phẩm. Thép thường được phốt phát hóa bằng cách ngâm vào bể phốt phát với nhiệt độ gần với điểm bốc hơi của nước.
Bể phủ là dung dịch nước của phốt phát (hóa trị 1) có chứa kẽm và axit photforic.
Để đẩy nhanh các phản ứng hóa học, bể có chứa thêm các chất phụ, ví dụ như axit nitoric.
Thép sau khi tẩm phốt phát thường có mầu xám (đôi khi không thấy rò).
Lớp phốt phát tẩm có khả năng chống gỉ tốt, mặt khác có thể cách điện trong điều kiện giới hạn nào đó (dùng cho các tấm trong biến thế, đinamo). Lớp phốt phát là cơ sở tốt cho việc tiếp tục sơn, nó làm tốt khả năng bám của lớp sơn lên kim loại.
2. Lớp men keramit (gốm)
Lớp men gốm là lớp thủy tinh vô cơ. Từ những thủy tinh borit dễ nóng chảy được chảy lên bề mặt kim loại, người ta tạo lớp men keramit chủ yếu trên các chi tiết thép và hợp kim của chúng.
Lớp phủ men keramit liên tục và không xốp có khả năng chịu đựng được với tất cả các ảnh hưởng của thời tiết và tác dụng hóa học. Nhược điểm của nó là dòn và khả năng chống đỡ va chạm rất yếu.
Nguyên liệu chính sử dụng cho việc sản xuất men keramit là mangan, phenfat và
kryolit, ôxy chì, borac, v.v…
Trước khi phủ keramit vật phải được làm sạch bằng phun bi hoặc ngâm. Sau đó sẽ phủ một lớp men huyền phù (hỗn hợp của men bột rất mịn với nước) bằng cách ngâm hoặc phun bằng đầu phun.
Tiếp theo đem sấy trong lò với nhiệt độ khoảng 90000C. Bằng cách đó sẽ tạo một
lớp men cơ sở để có sự liên kết tốt với kim loại nền. Lớp này có màu tối và không rò. Trên lớp này tiếp tục phủ lớp thứ hai bằng phương pháp tương tự - lớp này có thể bao gồm các chất có màu (màu của Ô xít kim loại thích ứng).
Lớp men phủ keramit cũng có thể phủ bằng cách khác. Sau khi sàng các bột men khôn lên trên bề mặt vật bằng lưới sàng, vật sẽ được nung nóng đến nhi ệt độ 8000C – 90000C để cho men phủ và chảy trên bề mặt vật.
3. Nhuộm màu kim loại.
Nhuộm màu kim loại thực chất là xử lý bề mặt kim loại bằng hóa học, để làm tốt, đẹp hơn hình thức bên ngoài của sản phẩm kim loại và để tăng tính chống gỉ .
Ví dụ: ôxy hóa màu đen cho thép có nghĩa là tạo một lớp có khả năng chống gỉ màu đen. Lớp này thực chất là ôxit Fe3O4 tạo ra bằng cách ngâm vật một thời gian vào bể nóng của một hydrô xít chứa natri, amôniac (NH3) và các chất hữu cơ. Vật sẽ được bọc một lớp ô xít màu đen.
Thép được nhuộm màu đen thường được dùng cho công nghiệp quốc phòng và công nghiệp quang học (kính hiển vi).
Bằng những cách tương tự cũng có thể nhuộm màu cho đồng và hợp kim đồng .có thể hóa xanh cho thép bằng cách tiến hành nung nóng một thời gia n trong không khí trơ khoảng nhiệt độ 3000C, như vậy thép sẽ tạo ra một lớp ô xít có màu xanh biển đẹp. Phương pháp này thường dùng để trang trí.
Nhuộm màu nâu cho hợp kim đồng trong dung dịch CuSO 4 (từ 5-15)% và hyposunfil (5-15)% và ở nhiệt độ (35-80)0C.
Nhuộm màu đen cho hợp kim đồng được tiến hành trong dung dịch K 2S2O8 từ (1,5-8)%; NaOH (5-8)% và NaNO3(1-1,5)% và ở điều kiện nhiệt độ (35-100)0C.
2.4.1.2 Lớp phủ từ chất hữu cơ.
Xử lý bề mặt bằng các chất hữu cơ là phương pháp rẻ tiềndùng nhiều và dễ dàng trong xử lý bề mặt và bảo vệ vật liệu. Thực chất là tạo trên bề mặt kim loại hoặc gỗ một lớp bảo vệ hữu cơ để chống dỡ với tác dụng của môi trường. Lớp hữu cơ thường dùng là sơn. Tác dụng bảo vệ của lướp sơn trước tiên là cơ cấu bảo vệ sự tiếp xúc trực tiếp của moi trường gỉ với kim loại cần bảo vệ.
Sơn không hòa tan vào nước , axit và nó có khả năng chống gỉ rất tốt.
Lớp bảo vệ sơn thu được bằng cách phủ ở trạng thái lỏng. Có thể vật liệu sơn được nhào trộn sau đó quét thành n hững lớp mỏng trên bề mặt vật được chuẩn bị sạch hoặc được phủ bằng phun hoặc ngâm.
Quá trình quét được tiến hành the o trật tự phủ bao gồm:lớp cơ sở , lớp đệm và lớp bề
mặt. Lớp sơn cơ sở là lớp sơn đầu tiên phủ lên vật và có thể phủ một lớp hoặc một số lớp . Lớp tiếp theo của nó là lớp sơn nền vì nó sẽ là cơ sở nền cho lớp sơn cuối cùng, nghĩa là lớp sơn bề mặt (lớp sơn đỉnh) là lớp sơn quyết định hình thức của lớp phủ sơn.
Vật liệu sơn được chế biến từ một vài chất sau:
Chất cơ bản phải luôn luôn là chất có khả năng tạo thành màng sơn -nghĩa là tạo sự
liên kết, sự dính và khả năng cơ học của lớp phủ. Đó là các chất tạo màng.
Thành phần chính thứ hai của chất sơn là các chất hòa tan. Đó là các chất hữu cơ
lỏng để các thành phần tạo màng có thể hòa tan vào c húng.