Công nghệ hàn áp lực - 1
Lời Nói Đầu Ngành Công Nghệ Hàn Ở Việt Nam Đang Có Những Bước Phát Triển Mạnh Mẽ Đặt Ra Yêu Cầu Về Đào Tạo Nguồn Nhân Lực Nghề Hàn Có Kỹ Thuật Cao. Trường Đại Học Sư Phạm Kỹ Thuật Nam Định Đào Tạo Kỹ Sư Công Nghệ Hàn ...
Xem tất cả 110 trang, được chia thành 13 bài viết trong tài liệu này. Không yêu cầu đăng nhập hay tải về.
Lời Nói Đầu Ngành Công Nghệ Hàn Ở Việt Nam Đang Có Những Bước Phát Triển Mạnh Mẽ Đặt Ra Yêu Cầu Về Đào Tạo Nguồn Nhân Lực Nghề Hàn Có Kỹ Thuật Cao. Trường Đại Học Sư Phạm Kỹ Thuật Nam Định Đào Tạo Kỹ Sư Công Nghệ Hàn ...
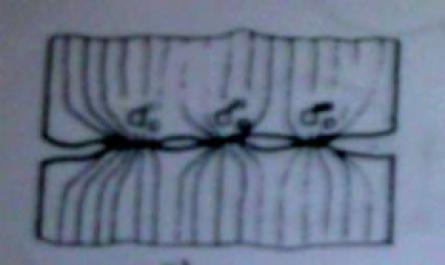
Trường hợp A: Lớp ôxít bị vỡ ra và kim loại được tiếp xúc với kim loại. Trường hợp V: Lớp ôxít chỉ bị vỡ ra một phần. Trường hợp B: Lớp ôxít còn nguyên vẹn, sự tiếp xúc chỉ diễn ra giữa các ôxít. Tuy vậy dòng điện sẽ ...
Giai đoạn 1 Tạo sự tiếp xúc hoàn toàn nhờ lực ép P cho tới khi có điện. Giai đoạn 2 Lòi điểm hàn được tạo bằng kết tinh nên mối hàn bền sau khi làm nguội Trong thực tế hiện nay, hàn bằng lòi nóng chảy được dùng đáng kể bởi ...
+ Làm sạch bề mặt lớn làm tăng giá thành. + Do lực ép lớn, thời gian hàn dài nên điện cực chóng mòn. +Do tiết diện lớn nên dẫn đến giảm dòng điện, làm xấu chất lượng hàn. +Tăng mức độ mạch rẽ. +Công suất máy phải lớn Hàn ...
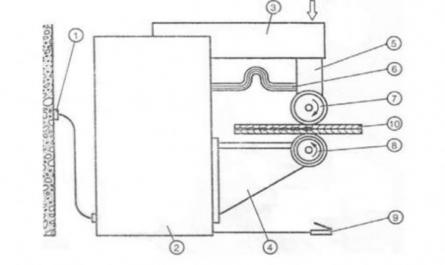
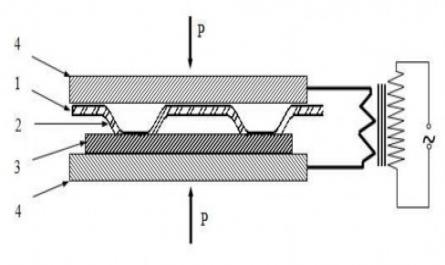
1.2.2. Nguyên lý Hình 1.20 Sơ đồ nguyên lý máy hàn điểm 1. Ổ cắm điện 2. Nguồn điện hàn 3. Giá đỡ trên 4. Giá đỡ dưới 5. Bộ phận tạo áp lực 6. Cáp dẫn điện 7. Đĩa điện cực trên 8. Đĩa điện cực dưới 9. Bàn đạp chấp hành ...
Bảng 1.8 Chế độ Hàn tiếp xúc đường thép Cac bon thấp (Điện cực trần) Chiều dày tấm hàn [mm] Chiều rộng b [mm] Lực tác dụng [kN] Tốc độ hàn [m/phút] Dòng điện hàn [A] 10 3 Khoảng chồng lên nhau [mm] 0,25 4,5 1,46 2 8 9 0,5 5 2,1 1,9 11 11 ...
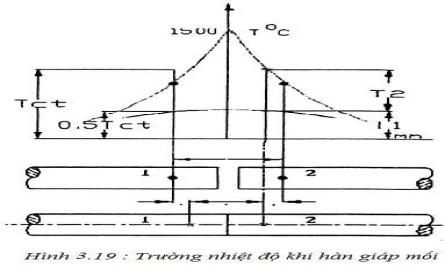
1.4.2.3. Hàn giáp mối nóng chảy Nung nóng khi hàn nóng chảy có thể nung nóng sơ bộ và không có nung nóng sơ bộ. Đặc trưng của hàn không nung nóng sơ bộ là nhiệt độ giảm nhanh ở vùng xa tâm mối hàn ( hình 3.18 , đường B) . Điều đỏ ...
Trong bảng 1.12 giới thiệu chiều dày tối thiểu của ống theo đường kính của nó đảm bảo độ bền của thành. Bảng 1 .12 Chiều dày tối thiểu của ống theo đường kính Hàn vòng xuyến : a) b) Hình 1.32. Hàn giáp mối vành xuyến a- Vành ...
CHƯƠNG 2 CÔNG NGHỆ HÀN NỔ 2.1. Khái niệm, đặc điểm của Hàn nổ Hàn nổ xét theo kiểu năng lượng đưa vào, có liên quan đến nhóm quá trình cơ học liên kết các kim loại. Khi đó năng lượng hóa học chuyển hóa của lượng thuốc nổ ở ...
Vật liệu gốc cho vòng bi là dải bimetall hoặc cuộn với lớp cơ sở làm từ thép các-bon thấp, lớp mạ làm từ hợp kim chống ma sát (la-tông, brong, hợp kim nhôm…) hoặc một số loại polimer cũng có tính chống ma sát tốt. 2.4.5. Lưỡng kim ...
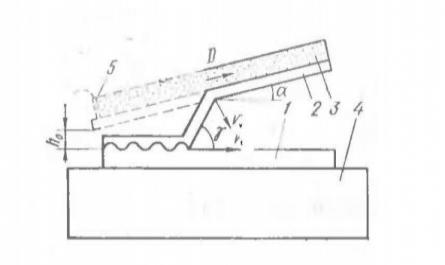
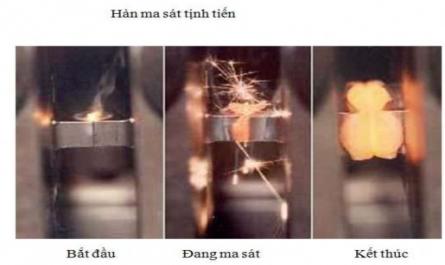
- Chất lượng hàn cao, biến dạng nhiệt nhỏ - Năng suất rất cao - Hàn các kim loại khác nhau với nhau + Nhược điểm - Lượng chùn của kim loại mối hàn lớn - Phải gia công cơ khí sau hàn - Thiết bị đắt tiền 3.1.3.2. Hàn ma sát tịnh tiến ...
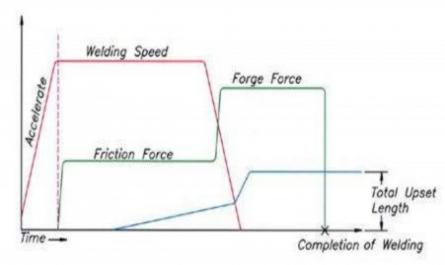
3.7 . Chu trình hàn Ma sát Hình 3.19. Chu trình hàn ma sát Accelerate = tăng tốc Welding speed = tốc độ hàn Friction force = lực ma sát Forge force = lực rèn, lực ép hàn Total upset length = chiều dài chồn Completion of welding = kết thúc hàn Time = trục thời ...
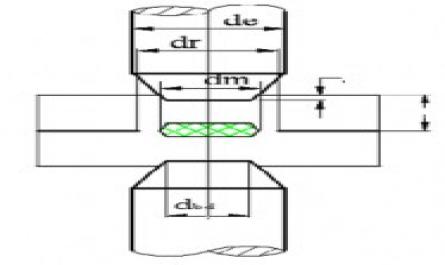
Câu 3-09-C1 Xác định điện trở tổng cộng cần thiết trường hợp nhiệt độ T>600 o C khi hàn điểm hai tấm thép với chiều dày mỗi tấm 5mm, lực ép điện cực P=1500kG, đường kính tiếp xúc của điện cực d m =12mm. Biết độ bền nén của ...