3.7. Chu trình hàn Ma sát
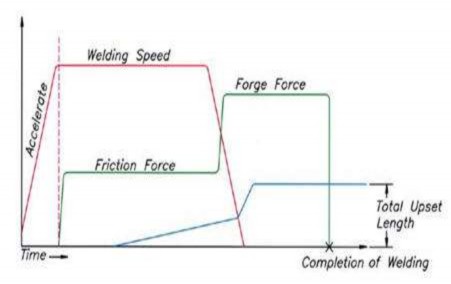
Hình 3.19. Chu trình hàn ma sát
Accelerate = tăng tốc
Welding speed = tốc độ hàn Friction force = lực ma sát Forge force = lực rèn, lực ép hàn
Total upset length = chiều dài chồn Completion of welding = kết thúc hàn Time = trục thời gian
3.8. Chế độ Hàn ma sát
Bảng 3.8 Chế độ hàn ma sát một số vật liệu dạng tấm chiều dày S=6 -19mm thời gian hàn từ
0,5-10s
Nhiệt lượng hàn (J/mm2) | Lực ma sát/ lực chồn(N/mm2) | Vận tốc m/s | |
Thép C | 50 ÷ 180 | 100 ÷ 200 | 2,5 ÷ 15,0 |
Thép hợp kim cao | 70 ÷ 220 | 150 ÷ 300 | 2,5 ÷ 15,0 |
Thép hợp kim bền nhiệt | 100 ÷ 300 | 200 ÷ 700 | 1,5 ÷ 7,5 |
Kim loại màu Cu Al | 25 ÷ 300 150 ÷ 350 100 ÷ 180 | 40 ÷ 100 50 ÷ 70 10 ÷ 70 | 1,0 ÷ 15,0 3,0 ÷ 5,0 2,0 ÷ 3,5 |
Có thể bạn quan tâm!
-
 Sơ Đồ Cơ Chế Diễn Biến Hàn Nổ Ở Thời Điểm Bất Kỳ Trong Quá Trình Hàn
Sơ Đồ Cơ Chế Diễn Biến Hàn Nổ Ở Thời Điểm Bất Kỳ Trong Quá Trình Hàn -
 Tấm Vật Liệu Nhận Được Từ Các Hợp Kim Trên Cơ Sở Nhôm - Đồng Với Số Lượng Lớp Khác Nhau 3)Quan Sát Tại Vùng Hàn, Đường Ranh Giới Giữa Hai
Tấm Vật Liệu Nhận Được Từ Các Hợp Kim Trên Cơ Sở Nhôm - Đồng Với Số Lượng Lớp Khác Nhau 3)Quan Sát Tại Vùng Hàn, Đường Ranh Giới Giữa Hai -
 Chu Trình Của Quá Trình Hàn Ma Sát Với Sự Truyền Động Liên Tục
Chu Trình Của Quá Trình Hàn Ma Sát Với Sự Truyền Động Liên Tục -
 Công nghệ hàn áp lực - 13
Công nghệ hàn áp lực - 13
Xem toàn bộ 110 trang tài liệu này.
Bảng 3.9 Thông số hàn ma sát một số vật liệu dạng thanh nhỏ hơn Φ20 mm
Lực ma sát N/mm2 | Lực chồn N/mm2 | Thời gian ma sát (s) | Thời gian chồn(s) | Vận tốc m/s | |
Thép C và thép HK thấp | 20 ÷ 80 | 80 ÷ 200 | 1 ÷ 100 | 2 ÷ 10 | 0,5 ÷ 5 |
C60 | 50÷ 80 | 150 ÷ 250 | 3 ÷ 6 | 2 ÷ 3 | 1,5 ÷ 3,0 |
42CrMo4 | 50÷ 80 | 150 ÷ 250 | 3 ÷ 6 | 2 ÷ 3 | 1,5 ÷ 3,0 |
Thép hợp kim cao | 40 ÷ 100 | 120 ÷ 400 | 3 ÷ 120 | 2 ÷ 10 | 0,5 ÷ 5 |
X5CrNi18 8 | 60 ÷ 80 | 250 ÷ 300 | 6 ÷ 10 | 2 ÷ 3 | 1,5 ÷ 3,0 |
S6-5-3 | 60 ÷ 100 | 190 ÷ 250 | 10 ÷ 15 | 2 ÷ 3 | 1,5 ÷ 3,0 |
Thép hợp kim bền nhiệt | 60 ÷ 180 | 180 ÷ 600 | 5 ÷ 150 | 2 ÷ 15 | 0,5 ÷ 5 |
Nimonic80 | 60 ÷ 100 | 180 ÷ 400 | 5 ÷ 10 | 2 ÷ 3 | 2,0 ÷ 3,0 |
Inconel 713C | 60 ÷ 100 | 400 ÷ 500 | 5 ÷ 10 | 2 ÷ 3 | 1,5 ÷ 3,0 |
Kim loại nặng, nhẹ | 10÷ 80 | 20 ÷ 150 | 1÷ 8 | 2 ÷ 5 | 0,5 ÷ 4,0 |
E-Cu | <10 | 20÷ 60 | 1 ÷ 6 | 2 ÷ 5 | >4,0 |
TiAl6V4 | 20 ÷ 30 | 60÷ 80 | 2 ÷ 8 | 2 ÷ 5 | 1,0 ÷ 4,0 |
Al 99,5 | 10 ÷ 30 | 30 ÷ 80 | 0,1 ÷ 4 | 2 ÷ 5 | 2,0 ÷ 4,0 |
AlMgSi0,5 | 30 ÷ 80 | 50 ÷ 150 | 0,1 ÷ 6 | 2 ÷ 5 | 0,5 ÷ 2,0 |
PB | 50 ÷ 70 | 70 ÷ 100 | 2 ÷ 34 | 2 ÷ 3 | 1,5 ÷ 2,0 |
3.9. Quy trình Hàn Ma sát
1. Chuẩn bị chi tiết hàn: yêu cầu mép hàn phẳng, có độ nhám cần thiết
2. Gá kẹp chi tiết hàn lên máy: đảm bảo chắc chắn, định vị đúng
3. Cài đặt các thông số hàn
4. Hàn
5. Dừng máy và tháo chi tiết hàn
6. Cắt ba via
7. Kiểm tra chất lượng hàn
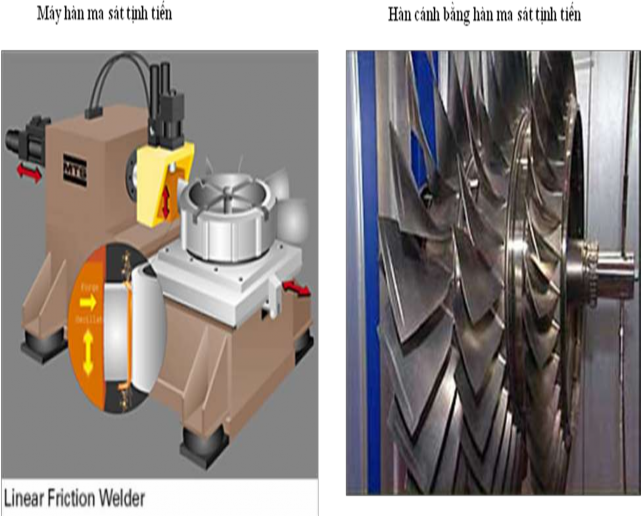
3.10. Thiết bị hàn ma sát
- Thiết bị hàn ma sát quay có cấu tạo gần giống với máy tiện
- Bộ phận quan trọng nhất là: các giá kẹp phôi hàn, bộ phận tạo lực ép, ccơ cấu phanh hãm, hệ thống điều khiển
- Lựa chọn thiết bị hàn ma sát dựa vào khả năng lực ép của thiết bị, diện tích tiết diện của chi tiết có thể hàn
Hình 3.20. Một số thiết bị hàn ma sát
HƯỚNG DẪN TỰ HỌC
Nội dung kiến thức, kỹ năng | Mức độ đánh giá | |
1 | Khái niệm, đặc điểm và phân loại hàn ma sát | Hiểu |
2 | Ứng dụng hàn ma sát | Hiểu, vận dụng |
3 | Vật liệu dùng trong hàn ma sát | Hiểu, vận dụng |
CÂU HỎI ÔN TẬP
Câu 1. Trình bày khái niệm và ưu nhược điểm của hàn ma sát. Câu 2. Trình bày khái niệm và phân loại hàn ma sát.
CÂU HỎI ÔN TẬP BA CHƯƠNG VÀ HƯỚNG DẪN TỰ HỌC
* Câu hỏi ôn thi và hướng dẫn tự học số 1
Câu 1-01-C1
Trình bày sự tiếp xúc khi hàn điểm.
Câu 1-02-C1
Trình bày điện trở tiếp xúc khi hàn điểm.
Câu 1-03-C1
Trình bày quá trình tạo điểm hàn và các thông số cơ bản khi hàn điểm.
Câu 1-04-C1
Trình bày đặc điểm công nghệ hàn thép có chiều dày lớn.
Câu 1-05-C1
Trình bày khái niệm, cách phân loại, đặc điểm và ứng dụng công nghệ hàn đường
Câu 1-06-C1
Hãy trình bày các thông số cơ bản khi hàn đường
Câu 1-07-C1
Trình bày khái niệm và đặc điểm công nghệ hàn điểm nhô
Câu 1-08-C1
Trình bày khái niệm về hàn tiếp xúc và hàn tiếp xúc chảy dẻo. Đặc điểm công nghệ hàn tiếp xúc chảy dẻo.
Câu 1-09-C1
Trình bày khái niệm về hàn tiếp xúc và hàn tiếp xúc nóng chảy. Đặc điểm công nghệ hàn tiếp xúc nóng chảy.
Câu 1-10-C1
Trình bày phương pháp nung nóng và chuẩn bị chi tiết cho hàn tiếp xúc giáp mối
* Câu hỏi ôn thi và hướng dẫn tự học số 2
Câu 2-01-C1
Trình bày công nghệ hàn giáp mối điện trở thép các bon thấp
Câu 2-02-C1
Trình bày công nghệ hàn giáp mối nóng chảy thép các bon thấp.
Câu 2-03-C1
Đặc điểm và công nghệ hàn điểm thép Ostenit và thép không gỉ. Cho ví dụ.
Câu 2-04-C1
Trình bày đặc điểm công nghệ hàn hợp kim nhẹ. Cho ví dụ.
Câu 2-05-C1
Trình bày công nghệ hàn thép hợp kim thấp. Cho ví dụ.
Câu 2-06-C2
Trình bày các tham số cơ bản của hàn nổ.
Câu 2-07-C2
Trình bày các khuyết tật và các biện pháp phòng ngừa trong hàn nổ.
Câu 2-08-C2
Trình bày vật liệu chống ăn mòn được sử dụng trong hàn nổ
Câu 2-09-C3
Trình bày khái niệm và ưu nhược điểm của hàn ma sát.
Câu 2-10-C3
Trình bày khái niệm và phân loại hàn ma sát.
* Câu hỏi ôn thi và hướng dẫn tự học số 3
Câu 3-01-C1
Xác định điện trở thuần, điện trở toàn phần và dòng điện mạch rẽ khi hàn giáp mối nóng chảy vòng xuyến từ phôi ống thép cacbon thấp có đường kính ngoài 320 mm, diện tích tiết diện ngang là 5900 mm2, điện áp hàn U = 2,5V
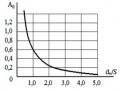
m 4,0
3,0
2,0
Câu 3-02-C1
1,0
3,0 6,0 9,0
S(mm) 12,0
Xác định điện trở thuần, điện trở toàn phần và dòng điện mạch rẽ khi hàn điểm hai tấm thép cacbon thấp dày mối tấm S=3mm, bước các điểm hàn l=80mm, lực ép P=1000kG, đường kính lòi điểm hàn là dm=12,5mm, điện áp hàn U=2,5V
h/l
3
2
1
4 8 12 l/dm
m 4,0
3,0
2,0
1,0
3,0 6,0 9,0
S(mm) 12,0
Câu 3-03-C1
Tính điện trở giai đoạn đầu, giai đoạn cuối và điện trở trung bình khi hàn giáp mối điện trở thanh tròn bằng thép cacbon thấp có đường kính 25mm với chiều dài nhô ra của phôi về một phía l=20mm, lực ép khi hàn P=400kG, điện trở tiếp xúc đơn vị rk=0,005; hệ số ảnh hưởng của lực ép đến điện trở tiếp xúc α=0,75
Câu 3-04-C1
Xác định tổng nhiệt độ mối hàn giáp mối điện trở các thanh thép cacbon thấp có tiết diện F=400 mm2. Chiều dài cặp mỗi bên 25 mm, lực ép P=4000kG; điện trở tiếp xúc
đơn vị rk=0,005, dòng hàn Ih=12000A, thời gian hàn 12 giây; nhiệt độ tại thời điểm khảo sát T=650oC.
Câu 3-05-C1
Xác định công suất tối thiểu của máy hàn để hàn các thanh thép cacbon thấp có đường kính D=12mm; với năng suất 600 mối hàn/h, biết thời gian phụ là 4 giây. Điện áp hàn U=2,5 V; lực ép P=4000kG; điện trở tiếp xúc đơn vị rk=0,005; nhiệt độ giai đoạn cuối
của quá trình hàn Th=1250oC
Câu 3-06-C1
Hãy xác định nhiệt lượng cần thiết để nung nóng cột kim loại trung tâm và vành khăn bao quanh cột kim loại trung tâm đường kính de được kẹp giữa hai điện cực khi hàn điểm các tấm thép cacbon thấp chiều dày 3mm, đường kính tiếp xúc của điện cực
dm=10mm, lực ép lên điện cực P=6000N, thời gian hàn t=1,5s; nhiệt dung của thép C=0,16 cal/g.oC.
Câu 3-07-C1
Hãy xác định nhiệt lượng sinh ra ở chỗ tiếp xúc giữa điện cực và chi tiết; nhiệt lượng tổng cộng và cường độ dòng điện khi hàn điểm các tấm thép cacbon thấp, đường kính tiếp xúc của điện cực dm=10mm. Biết nhiệt dung riêng của đồng là C=0,09 Cal/g.oC; độ dẫn nhiệt của đồng λ‟=0,86 Cal/cm.s.oC; tỷ trọng ‟=8,9 g/cm3; Q1=798Cal; Q2=2395Cal; R2=36,8μΩ; m2=1.
Câu 3-08-C1
Xác định điện trở tổng cộng cần thiết trường hợp nhiệt độ T<600oC khi hàn điểm hai tấm thép với chiều dày mỗi tấm 5mm, lực ép điện cực P=1000 kG, đường kính tiếp xúc của điện cực de=12mm. Biết độ bền nén của vật liệu ở nhiệt độ thường σn=400 kG/cm2.