+ Làm sạch bề mặt lớn làm tăng giá thành.
+ Do lực ép lớn, thời gian hàn dài nên điện cực chóng mòn.
+Do tiết diện lớn nên dẫn đến giảm dòng điện, làm xấu chất lượng hàn.
+Tăng mức độ mạch rẽ.
+Công suất máy phải lớn
Hàn điểm thép có chiều dày lớn có thể thực hiện bằng dòng điện xung tần số công nghiệp (50Hz) hay tần số thấp (2,5 3Hz).
Để nâng cao hiệu quả người ta dùng tần số thấp vì điện trở cảm ứng tỷ lệ thuận với tần số, hệ số cos của máy sẽ cao.
Ví dụ: Hàn thép có chiều dày 12mm. Thời gian đưa dòng điện vào t = 10 16 (s)
Lực ép sơ bộ và lực ép rèn đặt vào điện cực P = 75 kN Lực ép tại thời điểm đưa dòng điện P = 50 kN
Thời gian ép sơ bộ và nung nóng t= 3s Thời gian đặt áp lực rèn t = 2,5s
Dòng điện hàn I = 40.000A
Bán kính mặt cầu tiếp xúc của điện cực R = 50mm Thời gian chung để hàn một điểm 20 40s
Độ bền trung bình mối hàn 200 kN Công suất máy 200kW
1.1.8.2. Công nghệ Hàn thép hợp kim thấp
Thép các bon với C ≥ 0,2% và hầu hết thép hợp kim kết cấu do nung nóng và làm nguội nhanh khi hàn điểm nên mối hàn dòn đáng kể.
Trong thời hàn một vài loại với chế độ hàn cứng, vùng điểm hàn có thể nứt. Hiện nay hàn các loại thép dễ tôi người ta hay dùng 3 phương án công nghệ sau đây:
Hàn chế độ hàn mềm với việc gia công nhiệt tiếp theo để ngăn ngừa nứt. Hàn ở chế độ hàn mềm không gia công nhiệt tiếp.
Hàn chế độ hàn cứng với gia công nhiệt trực tiếp các điểm hàn giữa các điện cực máy hàn. Gia công nhiệt nói chung đảm bảo độ bền thoả mãn và tổ chức hạt đồng đều.
Trong nhiều trường hợp hàn không gia công nhiệt cho ta kết quả tốt nhưng năng suất thấp, gây biến dạng, hạt vùng hàn to.
+ Đặc điểm
Trong công nghiệp thường hàn thép có chiều dày 6 mm. Với chiều dày lớn đòi hỏi máy có công suất lớn hơn và có công nghệ đặc biệt.
Hàn điểm có thể tiến hành được với thép cán nóng và thép cán nguội. Thép ít cacbon được hàn theo chu trình đơn giản.
Dòng hàn không liên tục.
Lực ép duy trì không đổi trong suốt quá trình hàn. Có hai chế độ hàn
+ Công nghệ Hàn
Xác định một số thông số chế độ hàn theo công thức
1. Đường kính lòi nóng chảy
dm = 2S + 3 mm, trong đó S mm hay dm = (0,9 1,4) de ,
de là đường kính điện cực mm
de (5 10)
S
S : mm
2. Bước hàn L = (6 8) dm (mm)
3. Thời gian nén điện cực, t (s):
Tấm mỏng: S = 11,5 mm t = 0,1 0,2 (s)
Tấm dày S = 8 10 mm t = 0,5 2,5 s.
4. Thời gian hàn, cường độ dòng điện hàn:
Với chiều dày đến 6 mm và chế độ hàn cứng: t = 0,5 1,5 s.
Dòng điện hàn phụ thuộc chiều dày vật hàn, thời gian hàn, áp lực và đường kính tiếp xúc của điện cực de.
Chế độ hàn cứng:
th = (0,1 0,2)S (s), S chiều dày vật hàn, mm. J = 120 360 A/ mm2.
Chế độ hàn mềm: th = (0,8 3) (s)
J = 80 160 A/ mm2.
Ngoài ra ta cũng có thể chọn chế độ hàn theo bảng
Bảng 2. 1 Chế độ hàn thép các bon thấp
Đường kính tiếp xúc của điện cực (mm) | Lực ép (kN) | Thời gian hàn (s) | Ih103 [A] | |
0,5 | 5 6 | 0,3 0,4 | 0,2 0,3 | 4 5 |
1,0 | 5 6 | 0,8 1,2 | 0,2 0,35 | 6 7 |
1,5 | 6 8 | 1,2 1,6 | 0,25 0,35 | 9 10 |
Có thể bạn quan tâm!
-

 Công nghệ hàn áp lực - 1
Công nghệ hàn áp lực - 1 -
 Công nghệ hàn áp lực - 2
Công nghệ hàn áp lực - 2 -
 Trên Đồ Thị Vị Trí 1 Là Lúc Tiếp Xúc Nguội, Vị Trí 2 Mặt Tiếp Xúc Nóng Chảy Dần, Vị Trí 3 Tạo Thành Điểm Hàn Và Vị Trí 4 Mối Hàn Đông Đặc Và
Trên Đồ Thị Vị Trí 1 Là Lúc Tiếp Xúc Nguội, Vị Trí 2 Mặt Tiếp Xúc Nóng Chảy Dần, Vị Trí 3 Tạo Thành Điểm Hàn Và Vị Trí 4 Mối Hàn Đông Đặc Và -
 Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Dòng Điện Xoay Chiều Một Pha)
Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Dòng Điện Xoay Chiều Một Pha) -
 Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Điện Cực Trần)
Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Điện Cực Trần) -
 Chọn Phương Pháp Nung Nóng Và Công Nghệ Chuẩn Bị Chi Tiết Cho Hàn Giáp Mối Đối Với Những Chi Tiết Có Tiết Diện Không Bằng Nhau, Công Nghệ Chuẩn Bị
Chọn Phương Pháp Nung Nóng Và Công Nghệ Chuẩn Bị Chi Tiết Cho Hàn Giáp Mối Đối Với Những Chi Tiết Có Tiết Diện Không Bằng Nhau, Công Nghệ Chuẩn Bị
Xem toàn bộ 110 trang tài liệu này.
8 10 | 1,8 3,0 | 0,25 0,35 | 9 10 | |
3,0 | 10 12 | 5,0 6,0 | 0,6 1,0 | 12 16 |
4,0 | 12 14 | 6,0 8,0 | 0,8 1,1 | 14 18 |
5,0 | 12 14 | 7,0 9,0 | 0,9 1,2 | 17 22 |
6,0 | 14 16 | 10 12 | 1,1 1,5 | 20 25 |
2,2
Khi hàn các tấm thép có chiều dày không đồng nhất, chế độ hàn được xác định theo tấm có chiều dày bé và tăng Ih lên 10 20%.
Hiện nay có thể hàn điểm với chiều dày đến 25mm nhưng khi chiều
dày lớn hơn 6mm gặp những khó khăn sau: Để tiếp xúc tốt phải có lực ép lớn
Làm sạch bề mặt lớn làm tăng giá thành.
Do lực ép lớn, thời gian hàn dài nên điện cực chóng mòn.
Do tiết diện lớn nên dẫn đến giảm dòng điện, làm xấu chất lượng hàn. Tăng mức độ mạch rẽ.
Công suất máy phải lớn
Hàn điểm thép có chiều dày lớn có thể thực hiện bằng dòng điện xung tần số công nghiệp (50Hz) hay tần số thấp (2,5 3Hz).
Để nâng cao hiệu quả người ta dùng tần số thấp vì điện trở cảm ứng tỷ lệ thuận với tần số, hệ số cos của máy sẽ cao.
Ví dụ:
Hàn thép có chiều dày 12mm.
Thời gian đưa dòng điện vào t = 10 16 (s)
Lực ép sơ bộ và lực ép rèn đặt vào điện cực P = 75 kN Lực ép tại thời điểm đưa dòng điện P = 50 kN
Thời gian ép sơ bộ và nung nóng t = 3s Thời gian đặt áp lực rèn t = 2,5 s
Dòng điện hàn I = 40.000A
Bán kính mặt cầu tiếp xúc của điện cực R = 50 mm Thời gian chung để hàn một điểm 20 40 s
Độ bền trung bình mối hàn 200 kN Công suất máy 200kW
Bảng 2. 2 Các kích thước của liên kết hàn khi hàn tiếp xúc điểm và tiếp xúc đường
Đường kính, chiều rộng đường hàn nhỏ nhất, d (mm) | Khoảng chồng nhỏ nhất B (mm) | Bước nhỏ nhất giữa các điểm hàn, đối với hợp kim đồng, nhôm, magiê, t (mm) | ||
Đối với hợp kim đồng, nhôm, magiê | Đối với thép, hợp kim titan | |||
0,5+0,5 | 3 | 10 | 8 | 10 |
1,0+1,0 | 4 | 14 | 11 | 15 |
1,2+1,2 | 5 | 16 | 13 | 17 |
1,5+1,5 | 6 | 18 | 14 | 20 |
2,0+2,0 | 7 | 20 | 17 | 25 |
2,5+2,5 | 8 | 22 | 19 | 30 |
3,0+3,0 | 9 | 26 | 21 | 35 |
4,0+4,0 | 12 | 32 | 28 | 40 |
5,0+5,0 | 14 | 40 | 34 | 55 |
6,0+6,0 | 16 | 50 | 42 | 65 |
1.1.8.3 Một số thông số khác
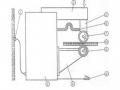
1) Các dạng điện cực trong Hàn điểm
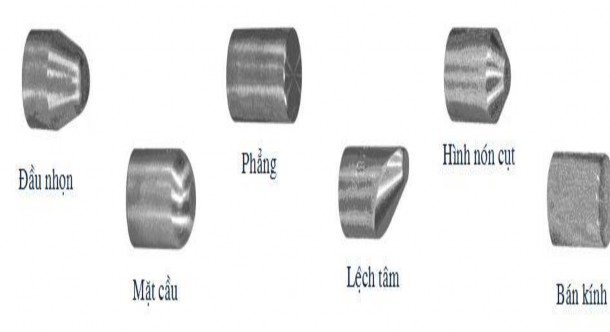
Hình 1.15 Một số dạng điện cực trong Hàn điểm
2) Cách chuẩn bị điện cực
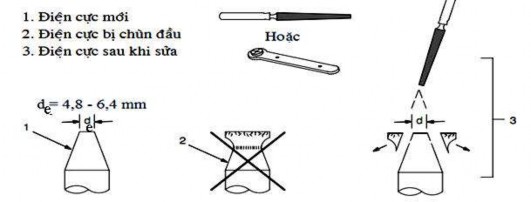
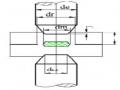
Hình 1. 16 Cách chuẩn bị điện cực 3)Cách bố trí vật hàn có chiều dày khác nhau khi hàn 1 phía
Hình 1. 17 Cách bố trí vật hàn có chiều dày khác nhau
a) Đúng; b) Không đúng
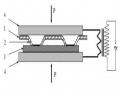
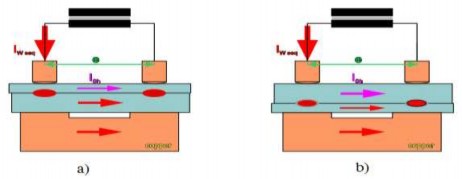
4) Cách bố trí vật hàn khi hàn kim loại và hợp kim có tính chất khác nhau
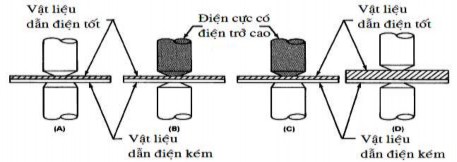
Hình 1.18. Cách bố trí vật hàn khi hàn kim loại và hợp kim có tính chất khác nhau
a. Điện cực có diện tích tiếp xúc nhỏ về phía kim loại có độ dẫn điện cao
b. Điện cực có điện trở riêng cao về phía kim loại có độ dẫn điện cao
c. Giống trường hợp b; Điện cực có diện tích tiếp xúc lớn về phía kim loại có độ dẫn điện thấp
d. Tăng chiều dày hoặc vật hàn có độ dẫn điện cao
5) Công nghệ Hàn điểm thép có chiều dày lớn.
Hiện nay có thể hàn điểm với chiều dày đến 10 12 mm nhưng khi S >6 8 mm gặp những khó khăn sau:
- Để tiếp xúc tốt lực ép phải lớn.
- Làm sạch những bề mặt lớn làm tăng giá thành chế tạo.
- áp lực rèn cần lớn để làm chặt nhanh lòi đúc.
- Do lực ép lớn, thời gian dài nên điện cực chóng mòn.
- Do tiết diện lớn nên dẫn đến giảm dòng điện làm chất lượng hàn không đảm bảo.
- Tăng mức độ mạch rẽ
- Công suất máy phải lớn
Hàn điểm thép có chiều dày lớn có thể thực hiện bằng dòng điện xung tần số công nghiệp (50 Hz ) hay tần số thấp (2,5 3 Hz). Phương pháp đầu có thể dùng hàn thép có chiều dày S < 8 mm và sử dụng 12-20 xung dòng điện, thời gian mỗi xung 0,25 0,35 s và thời gian dừng giữa chúng 0,08 0,12 s. Thời gian nung nóng từ 5 10s phụ thuộc vào điều kiện hàn, mạch rẽ và tiết diện của thép. Hàn bằng dòng điện xung tần số công nghiệp được tiến hành trên máy hàn bình thường có công suất 150 KW hoặc lớn hơn. bằng những thiết bị tự động phù hợp (điều khiển xung, thời gian…).
Hàn bằng dòng điện xung tần số công nghiệp với thời gian như hàn liên tục. Thời gian ngừng có thể làm nguội điện cực một ít để giảm mòn. Do đó cho phép nâng cao áp lực nên làm tốt mối hàn. Để nâng cao hiệu quả hàn người ta dùng dòng điện hàn có tần số thấp. Do tấn số thấp nên theo kỹ thuật điện, điện trở cảm ứng (tỷ lệ với f) sẽ nhỏ, hệ số Cosφ của máy cao (> 0,8).
Chế độ hàn thép C thấp có chiều dày S =12mm:
- Thời gian đưa dòng điện vào: t = 10 16 s (phụ thuộc vào dòng mạch rẽ).
- Lực ép sơ bộ và lực rèn đặt vào điện cực : P = 7500 KG.
- Lực ép ở thời điểm đưa dòng điện : P = 5000 KG
- Thời gian ép sơ bộ và nung nóng 3s
- Thời gian đặt áp lực rèn 2,5s
- Ih : 40.000 A
- R: bán kính mặt cầu tiếp xúc của điện cực 50 mm
- Thời gian chung để hàn một điểm 20 40s
- Độ bền trung bình mối hàn: 20.000 KG
- Công suất máy ≤ 200KW
6) Hàn điểm thép Ostenit và thép không gỉ
- X18H9: Cho kết quả tốt khi hàn ở chế độ hàn cứng (VD: Thời gian nung nóng khi hàn chiều dày 0,5 2,5 mm với chế dộ hàn cứng: 0,08 0,3 s).
- Khi hàn các thép không chứa các chất phụ ổn định (Ti, Ni), thời gian nung nóng buộc phải nhỏ vì nó ngăn ngừa tạo ra các bít CrC và sự ăn mòn tinh giới hạt.
- Sử dụng chế độ hàn cứng rất mong muốn khi hàn các thép gia công nguội vì khi nung nóng thời gian ngắn sẽ giảm vùng kim loại bị phá huỷ.
- Thường dùng áp lực cao khi hàn loại thép này (khoảng 15 KF/mm2).
- Do độ dẫn điện thấp của thép không gỉ loại Ostenit nên dòng điện thấp hơn 30
- 40% khi hàn thép các bon thấp.
- Áp lực riêng cao đòi hỏi điện cực phải có khả năng chống mài mòn cao. Chế độ hàn điểm tiếp xúc thép X18H9.
Chế độ hàn này có thể thực hiện trên máy có công suất không lớn (< 15 KW) được điều chỉnh chính xác bằng việc điều chỉnh thời gian đóng điện (dòng điện không liên tục) và tăng lực ép đến 600 KG.
Trong bản trên khi tăng lực từ 80 100% tương ứng với tăng cường độ dòng điện từ 75 90% có thể nâng cao thực sự độ ổn định của các kết quả hàn.
Bảng 1.3 Chế độ hàn thép X18N19 (Cr18Ni19)
Đường kính tiếp xúc của điện cực (mm) | Lực ép (kN) | Thời gian hàn (s) | Ih103[A] | |
0,8 | 5 6 | 1,2 2,0 | 0,5 0,7 | 3,5 4,5 |
1,0 | 6 7 | 2,5 3,5 | 0,9 1,1 | 4,5 5,5 |
1,5 | 6 7 | 3,5 4,5 | 1,1 1,3 | 5,5 7,0 |
Khi hàn thép hợp kim với hàm lượng các nguyên tố hợp kim cao thường dùng chế độ hàn mềm hơn so với hàn thép X18H9.
Bảng 1.4: Chế độ hàn thép X25H20
Đường kính tiếp xúc của điện cực (mm) | Lực ép (kN) | Thời gian hàn (s) | Ih103 [A] | |
0,2 | 2,5 3 | 0,5 0,8 | 0,02 0,06 | 2,2 2,8 |
0,5 | 4 5 | 1,0 1,5 | 0,04 0,08 | 3,2 3,8 |
0,8 | 5 6 | 1,8 2,5 | 0,08 0,12 | 4,0 4,8 |
1,0 | 5 6 | 2,5 3,5 | 0,1 0,16 | 4,4 5,6 |
1,5 | 7 8 | 4,0 5,5 | 0,16 0,24 | 5,5 7,5 |
2,0 | 8 10 | 5,0 6,5 | 0,2 0,3 | 6,5 8,5 |
7) Công nghệ Hàn hợp kim nhẹ
Hợp kim nhôm, magiê thuộc nhóm này và được dùng rộng rãi trong công nghiệp chế tạo máy bay.
- Đặc điểm
Độ dẫn điện cao của nhôm gây khó khăn cho hàn điểm, kèm theo việc nun g nóng bề mặt tiếp xúc giữa điện cực và chi tiết hàn làm cho các phần đó bị hàn lại với nhau.
Một mặt nhôm tiếp xúc với điện cực nên mòn nhanh đông thời chỗ tiếp xúc giữa đồng và hợp kim nhôm tạo nên hợp kim Cu - Al có tính chống ăn mòn thấp.
Để dễ hàn người ta dùng tấm lót 1 bằng X18H9 dày 0,2 0,5 mm.
Những tấm này không hàn vào chi tiết mà làm giảm nhiệt truyền vào điện cực nên điện cực đỡ mòn.
Trước khi hàn phải làm sạch bề mặt (Al2O3). Hàn chế độ tương đối cứng( th = 0,1 0,3 s). J tương đối lớn (> 1000A/mm2).
Áp lực rèn khi hàn nhôm Prèn = (2 3) Phàn.
Bảng 1.5 Chế độ hàn điểm hợp kim nhôm
Đường kính tiếp xúc của điện cực hình cầu (mm) | Lực ép (kN) | Thời gian hàn (s) | Ih103 [A] | |
0,5 | 40 | 1,1 1,3 | 0,1 0,12 | 13 14 |
0,8 | 40 | 1,6 2,0 | 0,14 0,18 | 16 18 |
1,2 | 50 | 2,7 3,3 | 0,2 0,26 | 22 24 |
2,0 | 50 | 4,4 5,2 | 0,28 0,34 | 31 33 |
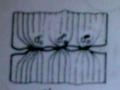
1.2. Công nghệ Hàn đường.
1.2.1. Khái niệm
Hàn đường là phương pháp hàn điện trở mà mối hàn được hình thành dưới dạng một chuỗi điểm liên tục. Đường hàn thực chất là những điểm được hàn chồng lên nhau một phần.