Trường hợp A: Lớp ôxít bị vỡ ra và kim loại được tiếp xúc với kim loại. Trường hợp V: Lớp ôxít chỉ bị vỡ ra một phần.
Trường hợp B: Lớp ôxít còn nguyên vẹn, sự tiếp xúc chỉ diễn ra giữa các ôxít.
Tuy vậy dòng điện sẽ đi qua cả 3 điểm tiếp xúc này, nhưng mật độ dòng điện ở mỗi điểm là khác nhau, lớn nhất là điểm A và thấp nhất là điểm B
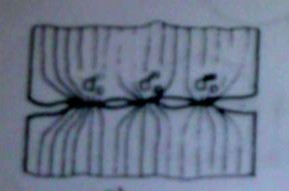
Hình 1.6: Sự tiếp xúc khi hàn điểm
1.1.3.2. Điện trở tiếp xúc khi Hàn điểm
Bề mặt tiếp xúc của các chi tiết dù gia công kiểu gì kể cả mài vẫn tồn tại nhấp nhô tế vi. Khi các chi tiết bị ép tạo ra tiếp xúc điểm trên các bề mặt. Số điểm tiếp xúc và diện tích các điểm tiếp xúc đó phụ thuộc vào vật liệu, tính chất bề mặt tiếp xúc nhiệt độ, lực ép và nhiều yếu tố khác trong đó yếu tố lực ép hết sức quan trọng.
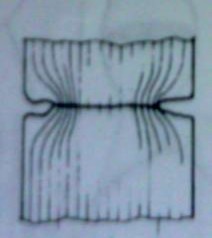
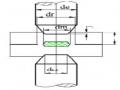
Trên hình 1.7 chỉ ra sơ đồ hàn tiếp xúc giáp mối với bề mặt sạch lý tưởng. Khi lực ép nhỏ số điểm tiếp xúc nhiều diện tích các điểm tiếp xúc nhỏ với các đường kính khác nhau d1, d2 , d3. Do đó dòng điện đi qua sẽ uốn nhiều hơn.
Khi tăng lực ép diện tích bề mặt tiếp xúc lớn lên và đường đi của dòng điện đỡ
uốn hơn. Theo kỹ thuật điện, độ uốn của dòng điện càng nhiều, điện trở càng lớn.
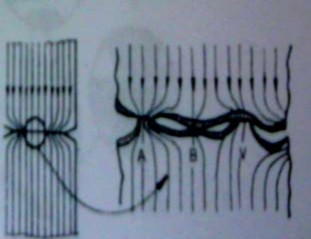
Trong thực tế bề mặt không thể sạch tuyệt đối với tình trạng tiếp xúc được thể hiện trên hình 1.7. Tại A có vảy ôxít hoàn toàn bị phá hỏng nên tạo ra kim loại tiếp xúc với kim loại do đó cả hai đều biến dạng đáng kể và mật độ dòng điện đi qua lớn nhất.
Hình1.7 Dòng nhiệt sinh ra khi hàn điểm
Tại C chỉ có một phần bị phá hủy. Bởi vậy, nhiệt sinh ra tại các điểm đó không giống nhau tạo nên dòng nhiệt như trên hình vẽ 1.7.
Như vậy, điện trở tiếp xúc giữa hai chi tiết do giảm tiết diện đáng kể gần chỗ tiếp xúc và do tồn tại trên bề mặt các màng mỏng (ôxít, dầu mỡ, bẩn…) làm giảm điện trở.
Điện trở tiếp xúc giữa các mặt tiếp xúc nhau dưới áp lực được tính theo công thức:
Rk= ![]() () (1.1)
() (1.1)
rk: Điện trở tiếp xúc đơn vị ( khi P = 1KG) () P: Lực ép (KG)
: Hệ số ảnh hưởng của lực ép đến điện trở tiếp xúc nằm trong khoảng.
= 0,5 1 phụ thuộc vào vật liệu VD: Hợp kim nhôm = 0,75 0,85 Thép = 0,65 0,75
Điện trở tiếp xúc đơn vị phụ thuộc vào vật liệu và trạng thái bề mặt tiếp xúc. Chẳng hạn khi làm sạch tốt đối với thép rk = 0,005 0,006 còn đối với hợp kim nhôm rk = 0,001 0,002. Chúng ta có thể thấy rò ảnh hưởng của trạng thái bề mặt tiếp xúc đến điện trở tiếp xúc qua bảng 1.1.
Bảng 1.1. Điện trở của bề mặt tiếp xúc
Điện trở () | |
Làm sạch bằng ăn mòn axit | 300 |
Làm sạch bằng đá mài | 100 |
Bề mặt phủ dầu mỡ sau khi làm sạch | 300 |
Bề mặt bị oxyd hóa sau khi làm sạch | 500.000 |
Làm sạch bằng gia công cắt gọt | 1200 |
Lạm sạch bằng dũa | 280 |
Làm sạch bằng mài | 110 |
Có thể bạn quan tâm!
-

 Công nghệ hàn áp lực - 1
Công nghệ hàn áp lực - 1 -
 Trên Đồ Thị Vị Trí 1 Là Lúc Tiếp Xúc Nguội, Vị Trí 2 Mặt Tiếp Xúc Nóng Chảy Dần, Vị Trí 3 Tạo Thành Điểm Hàn Và Vị Trí 4 Mối Hàn Đông Đặc Và
Trên Đồ Thị Vị Trí 1 Là Lúc Tiếp Xúc Nguội, Vị Trí 2 Mặt Tiếp Xúc Nóng Chảy Dần, Vị Trí 3 Tạo Thành Điểm Hàn Và Vị Trí 4 Mối Hàn Đông Đặc Và -
 Các Kích Thước Của Liên Kết Hàn Khi Hàn Tiếp Xúc Điểm Và Tiếp Xúc Đường
Các Kích Thước Của Liên Kết Hàn Khi Hàn Tiếp Xúc Điểm Và Tiếp Xúc Đường -
 Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Dòng Điện Xoay Chiều Một Pha)
Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Dòng Điện Xoay Chiều Một Pha)
Xem toàn bộ 110 trang tài liệu này.
Ảnh hưởng của lực ép đến điện trở tiếp xúc được trình bày trên đồ thị hình 1.8.
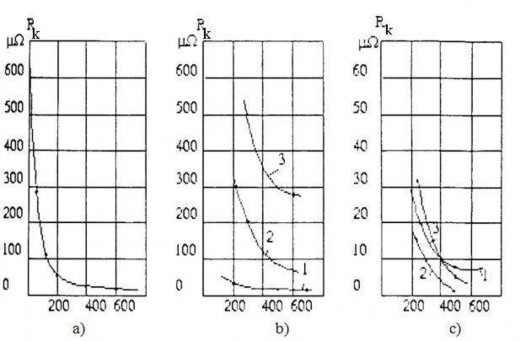
Hình 1.8. Ảnh hưởng của lực ép đến điện trở tiếp xúc ở trạng thái nguội
a. Thép các bon thấp, làm sạch tốt.
b. Đuyara 16 khi tiếp xúc giữa các tấm:
1- Dày 1,5 + 1,5 mm làm sạch bằng bàn chải sắt, 2- Dày 1,5 + 1,5 mm làm sạch bằng ăn mòn axit, 3- Dày 0,5 + 0,5mm làm sạch bằng ăn mòn axit
c. Giữa điện cực đồng với các tấm Đuyra 16
1- Dày 1,5mm, mm làm sạch bằng bàn chải sắt
2- Cũng với chiều dày như thế nhưng ăn mòn bằng axit photphoric 3- Dày 0,5mm ăn mòn bằng axit photphoric.
Ví dụ 1:
Xác định điện trở tiếp xúc khi hàn hai tấm thép cacbon thấp cán nguội với lực ép P = 600KG, Biết = 0,75, rk = 0,006. Thay các trị số trên vào công thức ta có:
![]()
Rk= =
0,006
6000,75
67
Sự thay đổi điện trở tiếp xúc theo nhiệt độ và áp lực được biểu thị trên đồ thị hình 1.9.
Khi nung nóng nhiệt độ thay đổi làm cho điện trở riêng thay đổi. Cùng với sự thay đổi của nhiệt độ, số điểm tiếp xúc và diện tích tiếp xúc cũng thay đổi.
Trong điều kiện hàn tiếp xúc tăng diện tích tiếp xúc là yếu tố quyết định đến trị số điện trở tiếp xúc. Nhìn vào đồ thị chúng ta thấy ở nhiệt độ trên 6000C hầu như điện trở tiếp xúc không phụ thuộc vào lực ép nữa.
Đối với thép ít các bon thông thường điện trở tiếp xúc vẫn còn nhưng rất bé.
Đối với hợp kim nhôm ở nhiệt độ 3500C hầu như điện trở tiếp xúc đã biến mất.
Trong một vài trường hợp, khu nung nóng cả màng ngăn bị phá hủy làm cho diện tích tiếp xúc giảm.
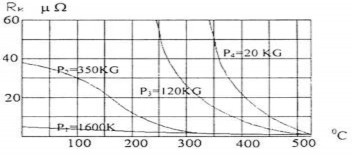
Hình 1.9: Sự phụ thuộc của điện trở tiếp xúc vào nhiệt độ và lực ép khi hàn thép cacbon thấp
Điện trở mạch rẽ khi hàn tiếp xúc.
Trong nhiều trường hợp khi hàn dòng điện thứ cấp của máy hàn bị phân nhánh thành hai thành phần: Dòng điện mạch hàn Ih và dòng mạch rẽ Ir không đi qua chỗ hàn như hình 1.10.
Trong tất cả các trường hợp dòng điện tổng I2 ở mạch thứ cấp của máy hàn đều được xác định theo công thức:
I2 = Ih + Ir
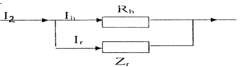
Hình 1.10: Sơ đồ thay thế
Khi hàn không chỉ không gian bao quanh vật hàn mà cả trong bản thân vật hàn cũng xuất hiện từ trường. Phụ thuộc vào khả năng từ hóa hay không của vật hàn mà số đường sức của từ trường cũng khác nhau. Khi hàn điểm không gian bao quanh điện cực cũng như bản thân bên trong điện cực cũng xuất hiện từ trường.
Dù hình thức phân nhánh của những phương pháp khác nhau có khác nhau nhưng trong hai trường hợp đã nêu ở trên chúng đều có sơ đồ thay thế như hình 1.10.
Với những vật liệu không từ tính, độ thấm từ của nó bằng không khí, có nghĩa là bằng
1. Còn với thép, độ thấm từ có thể hàng chục hoặc hàng trăm.
Do vậy khi hàn điểm thép tấm thậm chí kể cả chiều dày không lớn thì dòng từ trường khép kín trong chúng cũng lớn.
Theo định luật Ôm ta có: U= IhRh = Irzr (2.2)
Từ đó ta có: Ir = Ih Rr
Z r
(1.3)
Ở đây Ih: Dòng điện mạch hàn (A) Ir : Dòng điện mạch rẽ
Rh: Điện trở thuần mạch hàn ( )
Zr : Điện trở toàn phần của mạch rẽ và được tính theo công thức:
(m * R )2X 2
r
r
Zr = (1.4)
m: Hệ số hiệu ứng bề mặt
Xr: Điện trở cảm ứng của mạch rẽ
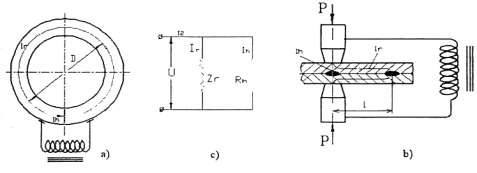
Khi hàn giáp mối một vòng xuyến bằng thép các bon thấp ( hình 1.11.a) hoặc những vật liệu từ tính khác từ thanh tròn có đường kính nhỏ hơn 20mm hay chiếu dày đến 10mm, ảnh hưởng của hiệu ứng bề mặt có thể bỏ qua (m = 1). Khi đường kính tương ứng với chiều dày 20mm, lấy gần đúng m = 1,5 khi đường kính 60mm thì m đạt đến trị số 2,5
.
Hình 1.11: Hàn giáp mối một vòng xuyến bằng thép các bon thấp
Điện trở thuần của mạch rẽ vòng xuyến được tính: R= = ρ0.π.D/F (2.5)
Ở đây D: Đường kính vòng xuyến
F: Diện tích tiết diện ngang của vòng xuyến
0 : Điện trở riêng của thép.
Điện trở cảm ứng của vòng xuyến phụ thuộc vào vật liệu kích thước hình học và mật độ dòng điện trong nó.
Một cách gần đúng khi đường kính vòng xuyến từ 100mm đến 500mm, điện trở cảm ứng có thép lấy bằng 300 1500 ( với vòng xoay chiều tần số 50Hz) . Điện trở này tỷ lệ với đường kính phôi hàn và đường kính vòng xuyến và tăng với sự tăng của mật độ dòng điện.
Điện trở mạch rẽ khi hàn điểm:
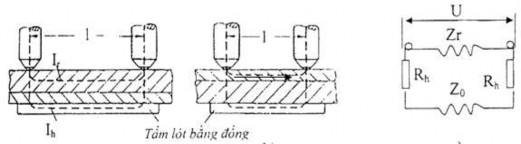
Hình 1.12: Dòng mạch rẽ khi hàn điểm điện cực một phía
a) không hợp lý; b) Hợp lý; c) Mạch thay thế
Khi hàn điểm (Hình 1.12c và 1.13c), điện trở thuần của mạch rẽ có thể tính theo
công thức: Rr =![]() (2.6) Rr = 20
(2.6) Rr = 20
Ở đây, 0: Điện trở riêng của thép (.Cm) l: Khoảng cách giữa các tâm điểm hàn (Cm) S: Chiều dày vật hàn (cm)
h: Chiều rộng tương đương của mạch dẫn
Tỷ số h/l phụ thuộc vào tỷ số l/dm và được xác định theo đồ thị trên hình 1.13b. Ở đây dm là đường kính của lòi điểm hàn (Cm). Hệ số hiệu ứng bề mặt khi hàn điểm những chi tiết bằng thép có chiều dày lớn tương đối lớn, còn với chiều dày nhỏ hơn 2 mm có thể bỏ qua.
Hệ số hiệu ứng bề mặt m có thể xác định trên đồ thị hình 1.13.c
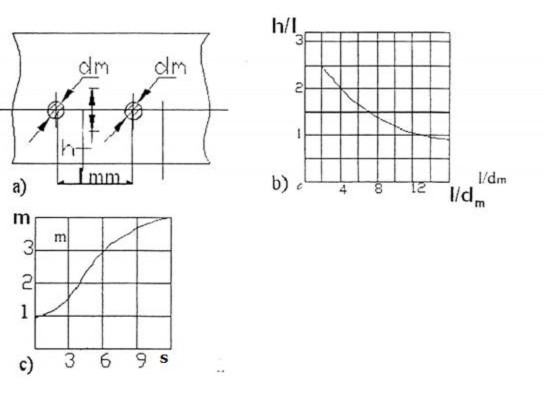
Hình 1.13: Đồ thị xác định hệ số hiệu ứng bề mặt m
Điện trở cảm ứng thay đổi rất nhanh cùng với sự thay đổi của mật độ dòng điện trong mạch rẽ. Lúc đầu điện trở cảm ứng tăng cùng với sự tăng cường độ dòng điện và sau đó giảm chậm. Trong khi tính toán ta có thể bỏ qua điện trở cảm ứng trong mạch rẽ và được tính gần đúng theo công thức:
Zr = mRr (2.7.)
Dòng điện mạch rẽ có ý nghĩa rất quan trọng khi hàn điểm một phía ( hình 1.12) . Khi đó điện trở chủ yếu của mạch hàn là điện trở tiếp xúc và điện trở của tấm dưới, điện trở này
được xác định theo công thức ( 1.6) với hệ số m xác định theo đồ thị 2.13.c. Điện trở mạch rẽ ở tấm trên được xác định theo công thức (1.6 ) với hệ số m.
Ví dụ 1. Xác định điện trở toàn phần của mạch rẽ và dòng điện mạch rẽ khi hàn giáp mối nóng chảy vòng xuyến có đường kính 400mm từ phôi tròn bằng thép cacbon thấp có diện tích tiết diện ngang là 6200 mm2, điện áp hàn 2,5 vol.
m 4,0
3,0
2,0
1,0
3,0 6,0 9,0
S(mm) 12,0
Điện trở thuần mạch rẽ khi hàn giáp mối nóng chảy vòng xuyến được xác định bằng công thức
Rr = ρ0.π.D/F
Điện trở toàn phần của mạch rẽ là:
(m * R )2X 2
r
r
Zr =
Trong đó:
- ρ0 : Là điện trở riêng của chi tiết ở 00; tra bảng được ρ0 = 13,5 μΩ.cm
- D: Đường kính phôi tròn; D = 400mm = 40 cm.
- F: Diện tích tiết diện ngang của phôi; F = 6200 mm2 = 62 cm2.
Rr = 13,5*3,14*40/62 = 27,3 μΩ
Điện trở toàn phần của mạch rẽ là:
(m * R )2X 2
r
r
Zr =
Trong đó:
- m: Là hệ số hiệu ứng bề mặt; phụ thuộc chiều dày vật hàn
- D: Đường kính phôi tròn; D = 400mm = 40 cm.
- F: Diện tích tiết diện ngang của phôi; F = 6200 mm2 = 62 cm2.
S 5 mm = 0,5cm
Tra đồ thị được m = 2,5
(2,5 * 27,3)2
- Xr: Là điện trở cảm ứng của vòng xuyến; trong tính toán lấy Xr = 0
Z r
= 68,3 μΩ
U
Dòng điện mạch rẽ là:
R
I r
z
2,5
68,3 *106
36600 ( A)
Ví dụ 2.Tính điện trở giai đoạn đầu, giai đoạn cuối và điện trở trung bình tính toán khi hàn giáp mối điện trở thanh tròn bằng thép cacbon thấp có đường kính 30 mm với chiều dài nhô ra của phôi về một phía 25mm. Biết tốc độ nóng chảy là v = 0,25 cm/s, mật độ dòng điện J = 20 A/mm2 và lực ép khi hàn là 500KG, Điện trở tiếp xúc đơn vị rk = 0,005
Giai đoạn đầu: khi T < 6000 .
Ta có điện trở tổng cộng được xác định: R∑1 = Rct1 + Rct2 + Rk
Trong đó:
l
- Rct1 và Rct2 là điện trở chi tiết hàn, khi hàn 2 tấm có kích thước giống nhau thì Rct1 = Rct2 = 2Rct , và được xác định theo công thức
Rct
t F
Với: + ρt : điện trở riêng của chi tiết; lấy ρt = ρ0 = 13,5 μΩ.cm
+ l : chiều dài vật dẫn; l = 25mm = 2,5 cm.
+ F : diện tích tiết diện ngang chi tiết;
+ r : bán kính phôi tròn r = 15mm = 1,5 cm F=π.(d/2)2 = π×1,52 = 7,1 cm2 .
Rct = 2×13,5×(2,5/7,1) = 9,5 μΩ.- Rk : điện trở tiếp xúc giữa hai chi tiết;
r
k
R k =
P
0,005
5000,75
= 47,3 μΩ
Thay các giá trị trên vào công thức ta có:
R∑1 = 9,5 + 47,3 = 52,8 μΩ
Giai đoạn cuối: khi T > 6000.
Khi T > 6000 thì điện trở tiếp xúc giữa hai chi tiết Rk = 0; Khi đó điện trở tổng cộng được xác định:
R∑2 = Rct1 + Rct2 = 2.Rct
l
t 0 (1.T ) = 13,5(1 + 0,004×1250) = 81 (µΩcm)
Rct
t F =
81 2,5
7,1
= 28,5 µΩ
R∑2 = 2. Rct = 2×28,5 = 57 μΩ.
Điện trở trung bình của toàn bộ quá trình là :
Rtb
R1 R2
2
52,8 57
2
= 55 μΩ
1.1.4. Quá trình tạo điểm hàn
Gồm các giai đoạn sau
- Ép sơ bộ các chi tiết hàn.
- Nung nóng chi tiết ở chỗ hàn đến nhiệt cần thiết.
- Làm nguội sau hàn.