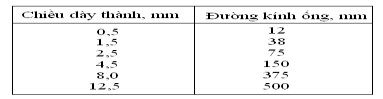
Trong bảng 1.12 giới thiệu chiều dày tối thiểu của ống theo đường kính của nó đảm bảo độ bền của thành.
Bảng 1 .12 Chiều dày tối thiểu của ống theo đường kính
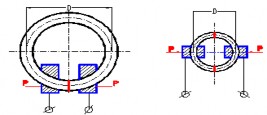
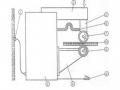
Hàn vòng xuyến :
a) b)
Hình 1.32. Hàn giáp mối vành xuyến
a- Vành xuyến có đường kính D lớn; b- Vành xuyến có đường kính D nhỏ
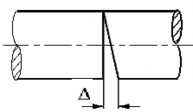
Kết cấu chi tiết hàn phải đảm bảo mặt đầu vuông góc với đường tâm của chi tiết hàn.
Trong trường hợp cá biệt có thể phân bố nghiêng một góc so với tâm chi tiết (VD Khung cửa sổ hình 1.33).
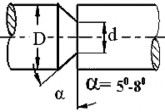
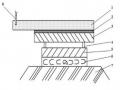
Khi hàn tiết diện lớn kết cấu hợp lý chỉ ra trên hình 1.34
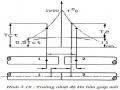
Góc nghiêng nhỏ nhất cho phép của mặt đầu phôi hàn khi hàn nóng chảy phụ thuộc vào phương pháp hàn như chỉ ra trên hình 1.34.
Hình 1.34 Chuẩn bị mặt đầu phôi hàn khi | |
của các mặt đầu của phôi khi hàn nóng | hàn nóng chảy. |
chảy | Khi vật hàn có tiết diện lớn trong thực tế |
Hàn tự động: Δ ≤ 0,2-0,3 mm | người ta tạo côn một phía như hình 1.34. |
Hàn không tự động: Δ ≤ 0,15a; | Điều đó tạo điều kiện nung nóng ban đầu và |
a: Lượng dư ép mm | duy trì quá trình ổn định của hàn nóng chảy. |
Có thể bạn quan tâm!
-
 Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Dòng Điện Xoay Chiều Một Pha)
Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Dòng Điện Xoay Chiều Một Pha) -
 Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Điện Cực Trần)
Chế Độ Hàn Tiếp Xúc Đường Thép Cac Bon Thấp (Điện Cực Trần) -
 Chọn Phương Pháp Nung Nóng Và Công Nghệ Chuẩn Bị Chi Tiết Cho Hàn Giáp Mối Đối Với Những Chi Tiết Có Tiết Diện Không Bằng Nhau, Công Nghệ Chuẩn Bị
Chọn Phương Pháp Nung Nóng Và Công Nghệ Chuẩn Bị Chi Tiết Cho Hàn Giáp Mối Đối Với Những Chi Tiết Có Tiết Diện Không Bằng Nhau, Công Nghệ Chuẩn Bị -
 Sơ Đồ Cơ Chế Diễn Biến Hàn Nổ Ở Thời Điểm Bất Kỳ Trong Quá Trình Hàn
Sơ Đồ Cơ Chế Diễn Biến Hàn Nổ Ở Thời Điểm Bất Kỳ Trong Quá Trình Hàn -
 Tấm Vật Liệu Nhận Được Từ Các Hợp Kim Trên Cơ Sở Nhôm - Đồng Với Số Lượng Lớp Khác Nhau 3)Quan Sát Tại Vùng Hàn, Đường Ranh Giới Giữa Hai
Tấm Vật Liệu Nhận Được Từ Các Hợp Kim Trên Cơ Sở Nhôm - Đồng Với Số Lượng Lớp Khác Nhau 3)Quan Sát Tại Vùng Hàn, Đường Ranh Giới Giữa Hai -
 Chu Trình Của Quá Trình Hàn Ma Sát Với Sự Truyền Động Liên Tục
Chu Trình Của Quá Trình Hàn Ma Sát Với Sự Truyền Động Liên Tục
Xem toàn bộ 110 trang tài liệu này.
1.4.4.5. Công nghệ Hàn giáp mối nóng chảy thép các bon thấp
- Nhận được mối hàn chất lượng cao, không phải nung nóng sơ bộ trừ khi hàn tiết diện lớn.
- Lực ép lớn: Thường 10 12 KG/mm2, hạt nhỏ, gần mối hàn có thể nhỏ hơn vật liệu cơ bản. Nhưng P lớn làm thớ bị uốn nhiều làm giảm độ dẻo mối hàn.
- Sau khi hàn nóng chảy không gia công nhiệt tiếp nhận được độ bền cao khi chịu tải trọng tĩnh, va chạm và chu kỳ.
- Độ dai va chạm của mối hàn không cao do hạt to (6 12 KGM/ cm2) so với những chỉ tiêu yêu cầu. Để nâng cao độ dai va chạm ta tiến hành gia công nhiệt sau khi hàn. Khi thường hoá ở nhiệt độ 9300C hay ủ thấp (630 6500C) đạt được độ bền mỏi gần vật liệu cơ bản.
- Chiều dài cặp một phía chi tiết tròn hay vuông: l = 0,75 d - Công suất riêng khi hàn nóng chảy thép các bon thấp và thép hợp kim thấp:
Bảng 1.13 Công suất riêng
Công suất riêng, KW/mm2 | ||||
Hàn nóng chảy có nung nóng sơ bộ | Hàn nóng chảy liên tục | |||
SX đơn chiếc và hàng loạt nhỏ | SX hàng loạt lớn và hàng khối | Dạng SX trung bình | Dạng SX hàng loạt | |
TD vuông :2000 | 0,05 0,08 | 0,12 0,16 | 0,15 0,25 | 0,25 0,4 |
TD vuông:2000 | 0,03 0,05 | 0,05 0,12 | - | - |
DT kín bất kỳ : 1500 | 0,1 0,12 | 0,18 0,22 | 0,25 0,35 | s0,4 0,6 |
DT kín bất kỳ :1500 | 0,08 0,1 | 0,1 0,18 | - | - |
- Mật độ dòng điện hàn J (A/mm2):
Thường J =10 – 50 A/ mm2.
Khi ép chồn, J tăng 1,5-3,5 lần so với khi nóng chảy ổn định. J hàn nóng chảy = (1,5 – 2,5)J hàn điện trở.
- Thời gian hàn: Tra bảng 1.14
Bảng 1.14. Công suất riêng
Diện tích tiết diện vuông mm2 | Thời gian hàn khi hàn không tự động có nung nóng sơ bộ, giây | Thời gian hàn tự động nóng chảy | ||
Nung nóng sơ bộ | Nóng chảy | liên tục , giây | ||
5 | 20 | - | 2 | - |
10 | 80 | 2 | 3 | - |
15 | 180 | 3 | 4 | 6 |
20 | 320 | 5 | 6 | 10 |
30 | 700 | 8 | 6 | 20 |
40 | 1200 | 25 | 8 | 40 |
50 | 2000 | 30 | 8 | - |
75 | 4200 | 75 | 15 | - |
90 | 6400 | 120 | 20 | - |
1.1.4.6. Đặc điểm công nghệ Hàn giáp mối nóng chảy thép Các bon và Thép hợp kim.
Tốt nhất là hàn nóng chảy khác thép C thấp ở chỗ: áp lực ép cao hơn. Những vật liệu này được chia thành 4 nhóm:
- Thép các bon trung bình (C < 0,5%) và thép HK thấp với hàm lượng C nhỏ. VD: 15CrMo (15XM): C ≤ 0,16%C ; 1%Cr; 0,5%Mo.
- Thép C cao:
C >0,5% và thép HK với hàm lượng C cao, VD: OLCr15 (X15)
- Thép kết cấu các bon cao loại Péc lít (16Cr6M)
- Thép không gỉ: Loại 18% Cr V; 9% Ni.
Đặc điểm công nghệ
Nhóm a
Khi hàn nóng chảy có thể hàn như thép ít C. Áp lực riêng khi chồn có thể lấy: P =1 1,5 KG/mm2,
Khi nung nóng sơ bộ có thể chọn p đến 4 6 KG/mm2.
Những MH đòi hỏi chất lượng cao cần GC (gia công) nhiệt sau hàn.
Nhóm b
Khó hàn hơn loại a vì %C cao, khoảng kết tinh đáng kể, nhạy tôi. Khắc phục:
- Giảm nhiệt độ nung nóng để giảm chiều rộng phần nóng chảy.
- Tăng p khi ép đến 6 8 KG/ mm2 khi hàn không tự động có nung nóng sơ bộ, đến 7-10 KG/ mm2 khi hàn nóng chảy liên tục
- Để tránh nứt có thể làm nguội chậm sau hàn
Nhóm c
Có xu hướng tạo nứt sau hàn và khả năng chống lại biến dạng dẻo ở nhiệt độ cao.
Tương đối dễ hàn hơn thép các bon cao nhưng đôi khi bị nứt nên thường gia công nhiệt sau hàn. Nói chung giống thép các bon cao.
Nhóm d (loại Ostenit)
Hoàn toàn có khả năng hàn . Điện trở tương đối cao, công suất riêng thấp hơn một ít so với hàn thép P. Có thể tăng áp lực ép do độ bền tương đối cao của nó ở nhiệt độ cao.
Khi hàn tiết diện đặc hoặc ống mỏng ![]() 12 14 KG/mm2
12 14 KG/mm2
Khi hàn tấm cần nâng P đến 20 25 KG/mm2. Tấm hàn càng rộng, áp lực càng cao.
Khi hàn thép Ostenit hàm lượng O2 trong mối hàn đáng kể so với hàn thép C thường nên tốc độ nóng chảy và ép đặc biệt cần lớn.
VD:
-Tăng Vnc tăng từ 1 3 mm/s dẫn đến ak = 6 15 KGm/cm2.
-Tăng Vnc tăng từ 12 30 mm/s dẫn đến ak = 10 18 KGm/cm2.. Lượng dư nóng chảy và ép lấy như thép C.
Chiều dài kẹp giảm 25% so với thép C thấp cùng loại.
Chọn chế độ Hàn giáp mối
Gồm các bước sau:
1- Chọn sơ đồ công nghệ (giáp mối điện trở, nóng chảy, không nung nóng, có nung nóng sơ bộ…)
2- Xác định công suất máy hàn theo bảng trên. 3- Xác định chế độ công nghệ
4- Chiều dài cặp l 5- Lượng dư
6 - Lực ép
7- Tốc độ ép
8 - Thời gian của quá trình
1.1.4.7. Hàn giáp mối kim loại màu và hợp kim
Hàn đồng khó khăn vì dẫn điện và nhiệt rất cao nên không tạo được lớp kim loại lỏng ở mặt đầu.
Những thanh có d = 8 10mm có thể hàn bằng điện trở với mật độ dòng điện J cao gấp 3 3,5 lần so với hàn thép c thấp, P = 1 1,5 kg/mm2, phải ép nhanh và bắt buộc phải ép tự động.
Những thanh Latyn có thể hàn giáp mối điện trở và khi đó mật độ dòng điện thấp hơn một ít so với hàn đồng và bằng 2,5 lần mật độ hàn thép C thấp. Đồng và đồng thanh có thể hàn tốt với thép bằng hàn nóng chảy.
- Nhôm và hợp kim nhôm có thể hàn giáp mối điện trở và nóng chảy.
- Mật độ dòng điện cao hơn 2 lần so với J hàn thép.
Nói chung khi hàn nhôm và hợp kim nhôm đòi hỏi máy phải có công suất lớn và điều khiển tự động.
HƯỚNG DẪN TỰ HỌC
Nội dung kiến thức, kỹ năng | Mức độ đánh giá | |
1 | Công nghệ hàn điểm | Hiểu, vận dụng |
2 | Công nghệ hàn đường | Hiểu |
3 | Công nghệ hàn điểm nhô | Hiểu |
4 | Công nghệ hàn tiếp xúc giáp mối | Hiểu, vận dụng |
5 | Bài tập áp dụng | Hiểu, vận dụng |
CÂU HỎI ÔN TẬP
Câu 1
Trình bày sự tiếp xúc khi hàn điểm.
Câu 2
Trình bày điện trở tiếp xúc khi hàn điểm.
Câu 3
Trình bày quá trình tạo điểm hàn và các thông số cơ bản khi hàn điểm.
Câu 4
Trình bày đặc điểm công nghệ hàn thép có chiều dày lớn.
Câu 5
Trình bày khái niệm, cách phân loại, đặc điểm và ứng dụng công nghệ hàn đường
Câu 6
Hãy trình bày các thông số cơ bản khi hàn đường
Câu 7
Trình bày khái niệm và đặc điểm công nghệ hàn điểm nhô
Câu 8
Trình bày khái niệm về hàn tiếp xúc và hàn tiếp xúc chảy dẻo. Đặc điểm công nghệ hàn tiếp xúc chảy dẻo.
Câu 9
Trình bày khái niệm về hàn tiếp xúc và hàn tiếp xúc nóng chảy. Đặc điểm công nghệ hàn tiếp xúc nóng chảy.
Câu 10
Trình bày phương pháp nung nóng và chuẩn bị chi tiết cho hàn tiếp xúc giáp mối
Câu 11
Trình bày công nghệ hàn giáp mối điện trở thép các bon thấp
Câu 12
Trình bày công nghệ hàn giáp mối nóng chảy thép các bon thấp.
Câu 13
Đặc điểm và công nghệ hàn điểm thép Ostenit và thép không gỉ. Cho ví dụ.
Câu 14
Trình bày đặc điểm công nghệ hàn hợp kim nhẹ. Cho ví dụ.
Câu 15
Trình bày công nghệ hàn thép hợp kim thấp. Cho ví dụ.
Câu 16
Xác định điện trở thuần, điện trở toàn phần và dòng điện mạch rẽ khi hàn giáp mối nóng chảy vòng xuyến từ phôi ống thép cacbon thấp có đường kính ngoài 320 mm, diện tích tiết diện ngang là 5900 mm2, điện áp hàn U = 2,5V
m 4,0
3,0
2,0
1,0
3,0 6,0 9,0
S(mm) 12,0
Câu 17
Xác định điện trở thuần, điện trở toàn phần và dòng điện mạch rẽ khi hàn điểm hai tấm thép cacbon thấp dày mối tấm S=3mm, bước các điểm hàn l=80mm, lực ép P=1000kG, đường kính lòi điểm hàn là dm=12,5mm, điện áp hàn U=2,5V
m 4,0
3,0
2,0
1,0
S(mm)
h/l 3
2
1
4 8 12 l/dm
3,0 6,0 9,0
12,0
Câu 18
Tính điện trở giai đoạn đầu, giai đoạn cuối và điện trở trung bình khi hàn giáp mối điện trở thanh tròn bằng thép cacbon thấp có đường kính 25mm với chiều dài nhô ra của phôi về một phía l=20mm, lực ép khi hàn P=400kG, điện trở tiếp xúc đơn vị rk=0,005; hệ số ảnh hưởng của lực ép đến điện trở tiếp xúc α=0,75
Câu 19
Xác định tổng nhiệt độ mối hàn giáp mối điện trở các thanh thép cacbon thấp có tiết diện F=400 mm2. Chiều dài cặp mỗi bên 25 mm, lực ép P=4000kG; điện trở tiếp xúc đơn vị rk=0,005, dòng hàn Ih=12000A, thời gian hàn 12 giây; nhiệt độ tại thời điểm
khảo sát T=650oC.
Câu 20
Xác định công suất tối thiểu của máy hàn để hàn các thanh thép cacbon thấp có đường kính D=12mm; với năng suất 600 mối hàn/h, biết thời gian phụ là 4 giây. Điện áp hàn U=2,5 V; lực ép P=4000kG; điện trở tiếp xúc đơn vị rk=0,005; nhiệt độ giai đoạn cuối
của quá trình hàn Th=1250oC
Câu 21
Hãy xác định nhiệt lượng cần thiết để nung nóng cột kim loại trung tâm và vành khăn bao quanh cột kim loại trung tâm đường kính de được kẹp giữa hai điện cực khi hàn điểm các tấm thép cacbon thấp chiều dày 3mm, đường kính tiếp xúc của điện cực dm=10mm, lực ép lên điện cực P=6000N, thời gian hàn t=1,5s; nhiệt dung của thép
C=0,16 cal/g.oC.
Câu 22
Hãy xác định nhiệt lượng sinh ra ở chỗ tiếp xúc giữa điện cực và chi tiết; nhiệt lượng tổng cộng và cường độ dòng điện khi hàn điểm các tấm thép cacbon thấp, đường kính tiếp xúc của điện cực dm=10mm. Biết nhiệt dung riêng của đồng là C=0,09 Cal/g.oC; độ dẫn nhiệt của đồng λ‟=0,86 Cal/cm.s.oC; tỷ trọng ‟=8,9 g/cm3; Q1=798Cal; Q2=2395Cal; R2=36,8μΩ; m2=1.
Câu 23
Xác định điện trở tổng cộng cần thiết trường hợp nhiệt độ T<600oC khi hàn điểm hai tấm thép với chiều dày mỗi tấm 5mm, lực ép điện cực P=1000 kG, đường kính tiếp xúc của điện cực de=12mm. Biết độ bền nén của vật liệu ở nhiệt độ thường σn=400
kG/cm2.
Câu 24
Xác định điện trở tổng cộng cần thiết trường hợp nhiệt độ T>600oC khi hàn điểm hai tấm thép với chiều dày mỗi tấm 5mm, lực ép điện cực P=1500kG, đường kính tiếp xúc của điện cực dm=12mm. Biết độ bền nén của vật liệu ở nhiệt độ cao σn=450kG/cm2; nhiệt độ tại thời điểm khảo sát T=1250oC.
Câu 25
Tính điện trở tổng cộng bình khi hàn giáp mối nóng chảy thanh tròn bằng thép cacbon thấp có đường kính 30mm với chiều dài nhô ra của phôi về một phía l=25mm. Biết tốc độ nóng chảy là 0,2 cm/s, mật độ dòng điện J=18 A/mm2 và lực ép khi hàn là 400kG điện trở tiếp xúc đơn vị rk=0,005; hệ số ảnh hưởng của lực ép đến điện trở tiếp xúc α=0,75.