LỜI NÓI ĐẦU
Ngành Công nghệ Hàn ở Việt Nam đang có những bước phát triển mạnh mẽ đặt ra yêu cầu về đào tạo nguồn nhân lực nghề Hàn có kỹ thuật cao. Trường Đại học Sư phạm Kỹ thuật Nam Định đào tạo Kỹ sư Công nghệ Hàn và Sư phạm kỹ thuật Công nghệ Hàn; do đó rất cần có tập bài giảng phù hợp phương thức đào tạo Học chế tín chỉ. Tập bài giảng Công nghệ Hàn áp lực được biên soạn dựa trên chương trình đào tạo thuộc Bộ môn Công nghệ Hàn, Khoa Cơ khí - Trường Đại học Sư phạm kỹ thuật Nam
Định do Bộ Giáo dục & Đào tạo quy định. Trình độ: Đại học.
Việc biên soạn Tập bài giảng Công nghệ Hàn áp lực là một trong số các công nghệ tiên tiến và đang được áp dụng rộng rãi trong ngành Công nghệ Ôtô; Công nghệ đóng tàu và Chế tạo kết cấu thép...
Tập bài giảng Công nghệ Hàn áp lực phục vụ cho công tác giảng dạy và học tập của sinh viên chuyên ngành Công nghệ Hàn; góp phần vào đào tạo đội ngũ Giáo viên Dạy nghề và Kỹ sư Công nghệ Hàn, đáp ứng nhu cầu ngày càng phát triển của xã hội.
Để tập bài giảng được hoàn thiện, chúng tôi mong được sự đóng góp ý kiến rộng rãi của các đồng nghiệp và các độc giả.
Xin trân trọng cảm ơn.
CHỦ BIÊN
Có thể bạn quan tâm!
-
 Công nghệ hàn áp lực - 2
Công nghệ hàn áp lực - 2 -
 Trên Đồ Thị Vị Trí 1 Là Lúc Tiếp Xúc Nguội, Vị Trí 2 Mặt Tiếp Xúc Nóng Chảy Dần, Vị Trí 3 Tạo Thành Điểm Hàn Và Vị Trí 4 Mối Hàn Đông Đặc Và
Trên Đồ Thị Vị Trí 1 Là Lúc Tiếp Xúc Nguội, Vị Trí 2 Mặt Tiếp Xúc Nóng Chảy Dần, Vị Trí 3 Tạo Thành Điểm Hàn Và Vị Trí 4 Mối Hàn Đông Đặc Và -
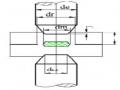
 Các Kích Thước Của Liên Kết Hàn Khi Hàn Tiếp Xúc Điểm Và Tiếp Xúc Đường
Các Kích Thước Của Liên Kết Hàn Khi Hàn Tiếp Xúc Điểm Và Tiếp Xúc Đường
Xem toàn bộ 110 trang tài liệu này.
TS. NGUYỄN NGỌC HÙNG
MỤC LỤC
LỜI NÓI ĐẦU1
CHƯƠNG 1: CÔNG NGHỆ HÀN ĐIỆN TRỞ 4
1.1. Công nghệ Hàn điểm 4
1.1.1. Khái niệm 4
1.1.2. Nguyên lý 5
1.1.3. Sự tiếp xúc và điện trở tiếp xúc khi Hàn điểm 7
1.1.4. Quá trình tạo điểm hàn 15
1.1.5. Quá trình nhiệt khi hình thành mối Hàn điểm 17
1.1.6. Phương pháp điều chỉnh nhiệt khi Hàn điểm 18
1.1.7. Phương pháp tính chế độ Hàn điểm tiếp xúc 20
1.1.8. Công nghệ Hàn điểm một số vật liệu 21
1.2. Công nghệ Hàn đường 31
1.2.1. Khái niệm 31
1.2.2. Nguyên lý 32
1.2.3. Đặc điểm và ứng dụng của Hàn đường 34
1.2.4. Các thông số cơ bản của chế độ Hàn đường 36
1.2.5. Tính chế độ Hàn đường 37
1.2.6. Công nghệ Hàn đường một số vật liệu 39
1.3. Công nghệ hàn điểm nhô 42
1.3.1. Khái niệm 42
1.3.2. Nguyên lý 42
1.3.3. Đặc điểm 42
1.3.4. Thông số 43
1.4. Hàn tiếp xúc giáp mối 43
1.4.1. Khái niệm 43
1.4.2. Nguyên lý 43
1.4.3. Phân loại Hàn tiếp xúc 50
1.4.4. Công nghệ Hàn tiếp xúc giáp mối 52
Hướng dẫn tự học 60
Câu hỏi ôn tập 60
CHƯƠNG 2: CÔNG NGHỆ HÀN NỔ 66
2.1. Khái niệm, đặc điểm của Hàn nổ 66
2.2. Các thông số cơ bản trong Hàn nổ 68
2.2.1. Thông số công nghệ 68
2.2.2. Thông số động lực 68
2.2.3. Thông số năng lượng 68
2.2.4. Thông số vật lý 69
2.3. Các khuyết tật khi Hàn nổ và biện pháp hạn chế 69
2.4. Vật liệu dùng trong Hàn nổ70
2.4.1. Vật liệu chống ăn mòn 70
2.4.2. Vật liệu chống mài mòn 71
2.4.3. Vật liệu kỹ thuật điện 72
2.4.4. Vật liệu chống ma sát 73
2.4.5. Lưỡng kim (bimetal) „nhiệt‟ 74
2.4.6. Vật liệu composite lớp trong sản phẩm dân dụng 74
Hướng dẫn tự học 79
Câu hỏi ôn tập 79
CHƯƠNG 3: CÔNG NGHỆ HÀN MA SÁT 80
3.1. Khái niệm, đặc điểm, phân loại Hàn ma sát 80
3.1.1. Khái niệm 80
3.1.2. Đặc điểm 81
3.1.3. Phân loại hàn ma sát 81
3.2. Khả năng ứng dụng của Hàn ma sát 85
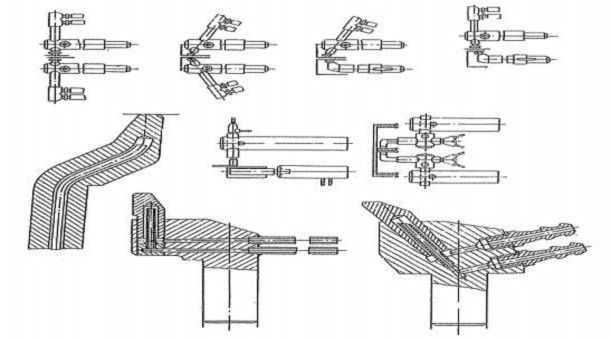
3.2.1. Hàn các chi tiết dạng thanh, ống 85
3.2.2. Hàn trục, xi lanh 86
3.2.3. Hàn trục, bánh răng 86
3.2.4. Cắt bavia nóng 87
3.2.5. Hàn các kim loại khác với nhau 87
3.3. Vật liệu dùng trong hàn ma sát 87
3.4. Hàn ma sát với sự truyền động liên tục 88
3.5. Hàn ma sát với sự truyền động theo quán tính 89
3.6. Các chú ý khi lựa chọn / điều chỉnh các thông số hàn ma sát 89
3.7. Chu trình hàn ma sát 90
3.8 Chế độ hàn ma sát 90
3.9. Quy trình hàn ma sát91
3.10. Thiết bị hàn ma sát91
Hướng dẫn tự học 93
Câu hỏi ôn tập 93
Câu hỏi ôn tập ba chương và hướng dẫn tự học 94
TÀI LIỆU THAM KHẢO 99
CHƯƠNG 1
CÔNG NGHỆ HÀN ĐIỆN TRỞ
1.1 Công nghệ Hàn điểm 1.1.1.Khái niệm
Hàn điểm là phương pháp hàn điện trở, trong đó mối hàn được hình thành dưới dạng những điểm riêng biệt ở chỗ tiếp xúc giữa hai vật hàn. Hàn điểm thường được sử dụng khi hàn kim loại dạng tấm mỏng và không cần tới độ kín.

Hình 1.1 Máy Hàn điểm
1.1.2. Nguyên lý
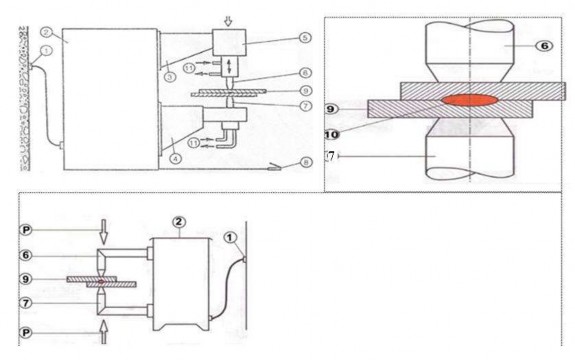
Hình 1.2. Sơ đồ nguyên lý máy Hàn điểm
1. Ổ cắm điện 7. Điện cực dưới
2. Nguồn điện hàn 8. Bàn đạp chấp hành
3. Giá đỡ trên 9. Vật hàn
4. Giá đỡ dưới 10. Vùng hàn
5. Bộ phân tạo áp lực 11. Nước làm mát điện cực
6. Điện cực trên P. Lực ép
Hình 1.3 : Cấu tạo điện cực để hàn điểm
Phương pháp hàn điểm: thường dùng để hàn các chi tiết có độ dày phù hợp. Thường dùng để hàn gắn các chi tiết phụ trong các cơ cấu ít chịu lực, đồ dùng sinh hoạt và các sản phẩm yêu cầu độ thẩm mỹ cao.
Phương pháp hàn điểm được thực hiện như sau: các chi tiết được ép chặt với nhau sau đó đóng nguồn cấp cho biến áp hàn. Tại điểm tiếp xúc có dòng đi qua, sẽ làm nóng chảy kim loại tại điểm đó, sau đó cắt nguồn hàn và vẫn duy trì lực ép. Khi điểm hàn đã kết dính lại với nhau, cắt lực ép, hai điện cực đưa ra xa nhau, kết thúc quá trình hàn.
1.1.2.1. Công nghệ Hàn tiếp xúc điểm một phía
Là hai điện cực được bố trí về một phía của chi tiết hàn. Để nâng cao mật độ dòng điện chỗ tiếp xúc người ta dùng một tấm đỡ bằng đồng áp vào chi tiết phía dưới. Phương pháp này mỗi lần hàn được 2 điểm, tuy nhiên nó hiếm khi được sử dụng (do mạch rẽ lớn hơn nên hàn một phía thường chỉ được sử dụng khi hàn 2 tấm mỏng)
U~
3
P Ih
P
2
1
4
Hình 1.4 Hàn tiếp xúc điểm một phía
1 - Vật hàn; 2 - Điện cực; 3 - Máy hàn; 4 - Tấm đệm đồng
1.1.2.2. Công nghệ Hàn tiếp xúc điểm hai phía
Là hai điện cực được bố trí về 2 phía của các chi tiết hàn. Mỗi lần ép chỉ hàn được 1 điểm. Khi hàn điểm 2 phía có thể hàn hai hay nhiều tấm với nhau.
Hàn tiếp xúc điểm chiếm gần 80% số lượng các liên kết hàn tiếp xúc. Hàn điểm được sử dụng rất rộng rãi trong công nghiệp chế tạo xe máy, ô tô, toa xe, trong ngành xây dựng và kỹ thuật điện tử…. Chiều dày các tấm hàn có thể từ vài mm 30mm.
Các chi tiết hàn 1 được ghép chồng lên nhau, dùng các điện cực 2 để ép sơ bộ chúng lại với nhau, sau đó cho dòng điện chạy qua. Chỗ tiếp xúc nằm giữa 2 chi tiết được nung nóng đến trạng thái nóng chảy còn xung quanh thì đến trạng thái dẻo. Dưới tác dụng của lực ép P mối hàn được hình thành. Thiết bị điều khiển 4 có nhiệm vụ tự động đóng ngắt dòng
điện và lực ép. Vật liệu làm điện cực có tính dẫn điện, tính nhiệt, chịu nhiệt và có độ bền cao như đồng điện phân, đồng có pha Crom và Cadimi,… ở điện cực có đường dẫn nước làm nguội.
Tùy theo cách bố trí điện cực mà có thể chia thành hàn tiếp xúc điểm một phía hay hàn tiếp xúc điểm hai phía.
P
2
Ih
1
Ih
3
P
U~
4
Hình 1.5. Sơ đồ nguyên lý hàn điểm hai phía
1 - Vật hàn; 2 - Điện cực; 3 - Máy hàn; 4 - Bộ phận điều khiển
Công nghệ Hàn điểm bao gồm:
- Chuẩn bị phôi hàn
- Gá lắp
- Hàn
Chuẩn bị phôi và gá lắp có thể ảnh hưởng thực sự đến chất lượng mối hàn, hình dạng hình học mối hàn, năng suất lao động.
Khe hở lắp càng lớn càng gây khó khăn cho việc nâng cao chất lượng mối hàn và có thể làm tăng biến dạng.
Vì vậy khe hở cho phép ≤ 0,5 0,8 mm. Đối với những chi tiết dập bị biến cứng khe hở có thể giảm đến 0,1 0,2 mm.
1.1.3. Sự tiếp xúc và điện trở tiếp xúc khi Hàn điểm
1.1.3.1. Sự tiếp xúc
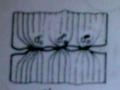
Trong giai đoạn đầu, sự tiếp xúc diễn ra tại một số điểm (Hình 1.6 a) các điểm này có kích thước khác nhau do lực ép còn nhỏ và có sự không đồng đều của bề mặt hàn.
Cùng với sự tăng lên của lực ép, các điểm tiếp xúc ban đầu bị biến dạng rồi đạt tới trạng thái tiếp xúc lý tưởng (Hình 1.6b).
Trong trường hợp bề mặt vật hàn có các lớp ôxít sự tiếp xúc trở nên phức tạp hơn (Hình 1.6c). Và có thể có tới ba cách tiếp xúc.