4. Sửa chữa nắp máy.
4.1. Nhiệm vụ và cấu tạo
* Nhiệm vụ.
4.2. Hiện tượng hư hỏng và cách kiểm tra nắp máy
* Cách kiểm tra.
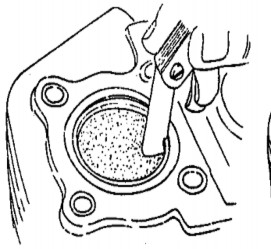
- Cạo muội than trên nắp máy đồng thời quan sát nứt vỡ, trơn ren các lỗ.
- Kiểm tra mặt phẳng dùng bàn rà hoặc một tấm kính.


Hình 3.22: Vệ sinh và kiểm tra độ phẳng của nắp máy
Có thể bạn quan tâm!
-

 Quy Trình Bảo Dưỡng Xe Máy Được Thực Hiện Theo Các Bước Sau:
Quy Trình Bảo Dưỡng Xe Máy Được Thực Hiện Theo Các Bước Sau: -
 Cấu Tạo Và Nguyên Lý Hoạt Động Của Động Cơ Hai Kỳ.
Cấu Tạo Và Nguyên Lý Hoạt Động Của Động Cơ Hai Kỳ. -
 Cấu Tạo Cơ Cấu Tăng Cam Lắp Trên Xi Lanh Dùng Thanh Dẫn Hướng
Cấu Tạo Cơ Cấu Tăng Cam Lắp Trên Xi Lanh Dùng Thanh Dẫn Hướng -
 Nhiệm Vụ Cấu Tạo Cơ Cấu Thanh Truyền Trục Khuỷu
Nhiệm Vụ Cấu Tạo Cơ Cấu Thanh Truyền Trục Khuỷu -
 Thực Hành Sửa Chữa Cơ Cấu Thanh Truyền Trục Khuỷu
Thực Hành Sửa Chữa Cơ Cấu Thanh Truyền Trục Khuỷu -
 Thực Hành Sửa Chữa Hệ Thống Bôi Trơn
Thực Hành Sửa Chữa Hệ Thống Bôi Trơn
Xem toàn bộ 240 trang tài liệu này.
- Xoa một lớp bột màu lên mặt bàn rà, úp mặt cần kiểm tra lên và di chuyển nhẹ theo hình số 8 và lật lên quan sát.
* Cách sửa chữa
- Nếu có vết nứt, ta có thể hàn hơi.
- Các bề mặt lắp ghép bị cong vênh ta có thể rà lại trên bàn rà.
- Lỗ ren bị trờn, cháy ta có thể taro lại hoặc làm ren mới.
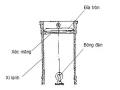
* Chỉnh xupáp
* Các bước điều chỉnh:
- Điều chỉnh cả hai su páp cung thời điểm.
B1: Quay vôlăng sao cho dấu T của vôlăng trùng dấu khuyết trên lốc máy (pittông đang ở ĐCT cuối kỳ nén đầu kỳ nổ. Lúc này cả 2 xupáp đều đóng kín hoàn toàn).
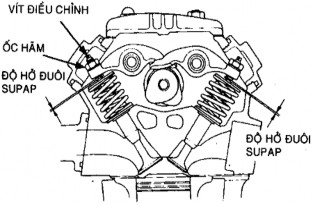
Hình 3.23: Vị trí điều chỉnh khe hở nhiệt xu páp
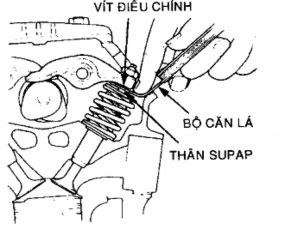
B2: Dùng căn lá kiểm tra khe hở giữa đuôi xupáp và đầu cò mổ. Tiêu chuẩn khe hở xupáp hút, xả 0,05mm ±10%.
B3: Nếu thấy khe hở không đảm bảo yêu cầu kỹ thuật thì ta dùng tròng nới đai ốc công rồi vặn vít điều chỉnh lên hoặc xuống sao cho phù hợp với bề dày căn lá. Sau đó giữ nguyên vít điều chỉnh và siết chặt đai ốc công.
B4: Quay trục cơ 2 vòng kiểm tra lại khe hở xupáp có đúng tiêu chuẩn không?
Bài 4: SỬA CHƯA CƠ CẤU TRỤC KHUỶU THANH TRUYỀN
1. Sửa chữa pít tông - xéc măng và xi lanh
1.1. Sửa chữa pít tông
1.1.1. Nhiệm vụ cấu tạo pít tông
* Nhiệm vụ
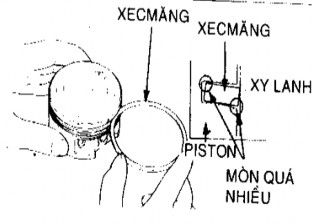
Xy lanh hợp với nắp máy và pittông tạo thành buồng đốt. Ngoài ra xy lanh còn làm nhiệm vụ dẫn hướng cho pit tông trong quá trình chuyển động.
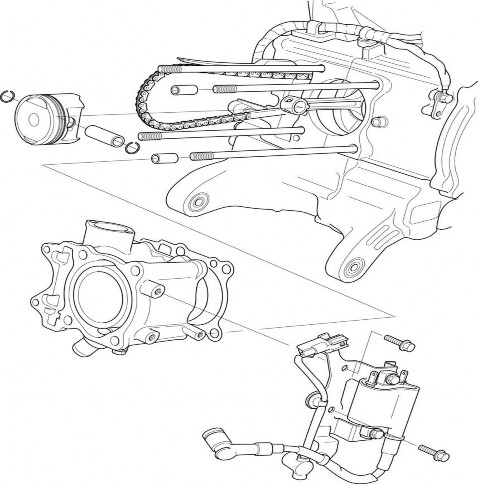
Hình 4.1. Pít tông xi lanh trên động cơ
1.2. Cấu tạo của nhóm pít tông
Đỉnh piston: Là phần trên cùng của pittông cùng với xy lanh và nắp máy tạo thành buồng cháy, đỉnh có 3 dạng: Đỉnh bằng, đỉnh lồi, đỉnh lõm. Đỉnh piston nhận áp suất khí đốt và phải chịu nhiệt độ cao.
- Trên đỉnh pittông có ghi số loại, kích thước pittông và chiều lắp ráp. Ký hiệu: +( IN) là lắp quay lên phía trên
+ GN5 là xe Dream II
Hình 4.2. Cấu tao của pít tông
Đầu piston có các rãnh để lắp các xec măng khí và xec măng dầu. Đáy rãnh lắp xec măng dầu có khoan các lỗ nhỏ thông vào bên trong để cấp và thoát dầu.
- Kể từ mặt đỉnh tới rãnh xécmăng cuối cùng, phần này có nhiệm vụ bao kín không cho hơi đốt lọt xuống cacte cũng như dầu từ cacte không sục lên buồng đốt.
- Trên phần đầu có các rãnh để chứa xéc măng.
- Đường kính phần đầu thường nhỏ hơn phần thân.
Thân piston có nhiệm vụ dẫn hướng cho piston chuyển động trong xi lanh, và truyền nhiệt cho xy lanh và liên kết với thanh truyền để truyền lực làm quay trục khuỷu. Trên thân piston có lỗ ngang đề lắp chốt liên kết piston và thanh truyền.
Đường kính thân dưới pittông to hơn thân trên từ 0,030,05 %. Ở phần này có thể còn xẻ rãnh để đề phòng giãn nở vì nhiệt.
1.2. Hiện tượng hư hỏng của pít tông
- Đỉnh piston bị cháy rỗ, nứt thủng, do chịu nhiệt độ và áp suất cao của khí cháy, chịu sự ăn mòn của nhiên liệu và khí cháy.
- Bề mặt thân piston bị cạo xước, bị mòn, nứt vỡ. Do ma sát với thành xi lanh, do tạp chất bám vào bề mặt piston.
- Rãnh lắp xéc măng bị mòn, nứt vỡ, do ma sát và va đập với xéc măng hoặc do xéc măng bị gãy.
- Lỗ lắp chốt piston bị mòn, do chịu ma sát và va đập với chốt piston.
- Piston bị bám muội than.
1.3. Kiểm tra sửa chữa pít tông
- Kiểm tra bằng kinh nghiệm: Dùng mắt thường quan sát phần váy pit tông, quan sát vết nút, cháy rỗ muội than.
- Kiểm tra bằng dụng cụ:
+ Dùng căn lá kiểm tra độ mòn của rãnh xéc măng
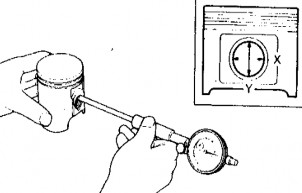
+ Dùng thước cặp đo đường kính của pittông tại: Phần đầu, phần thân. Sau đó so sánh với kích thước tiêu chuẩn để xác định độ mòn.
Hình 4.3: Kiểm tra pít tông
* Sửa chữa pít tông
- Rãnh chứa xécmăng và lỗ ắc mòn nhiều, cần thay thế.
- Váy pittông bị sước ít thì dùng giấy ráp mịn đánh nhẹ, nếu sước nhiều hoặc vỡ ta nên bỏ.
- Khi cần lên cốt sửa chữa thì thay pittông: Có 4 cốt (cũng như xy lanh) mỗi cốt tương ứng với 0,25mm.
* Hư hỏng, kiểm tra, sửa chữa chốt
- Chốt pittông bị mòn không đều do phần lắp ráp với đầu nhỏ thanh truyền và 2 đầu lắp với pittông.
- Dùng thước cặp, pan me để đo độ mòn của chốt pittông tại 3 điểm và đo lỗ trên pít tông, lỗ thanh truyền để xác định độ mòn.
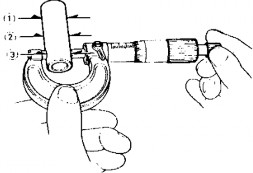
Hình 4.4. Kiểm tra chốt pít tông
- Chốt pittông bị mòn nên thay thế. Có thể thay chốt pittông (dương) cho phù hợp với đầu nhỏ thanh truyền.
1.2. Sửa chữa xéc măng
1.2.1. Nhiệm vụ, cấu tạo xéc măng
* Nhiệm vụ. Xéc măng dùng để làm kín khí và kín dầu cho buồng đốt
* Cấu tạo.
- Phôi làm xéc măng được đúc bằng gang hoặc thép hợp kim thành các ống phôi hình trụ, sau đó được gia công.
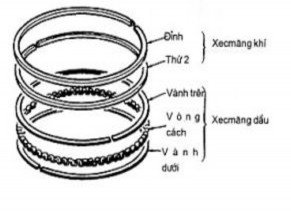
Hình 4.5. Thứ tự các xéc măng
- Đường kính xéc măng ở trạng thái tự do lớn hơn đường kính xy lanh.
- Miệng xéc măng có thể được cắt vát, cắt bậc hoặc cắt thẳng.
- Trên pittông xe 4 kỳ thường lắp 2 vòng xéc măng và một xéc măng dầu tổ hợp.
- Trên pittông xe 2 kỳ: Trong rãnh xéc măng đính các chốt định vị có tác dụng làm cho miệng xéc măng không xoay tròn vướng vào các cửa hút xả gây gãy xéc măng.
- Gần miệng xéc măng có ghi cos sửa chữa.
Xéc măng là những vòng tròn khép khín được chế tạo bằng gang hoặc thép non được lắp vào đỉnh pis tông để bao kín ngăn không cho hoà khí nọt vào các te và ngăn không cho dầu bôi trơn từ các te lên buồng đốt. Trong động cơ bốn kỳ có ba xéc măng trong đó hai xéc măng hơi và một xéc măng dầu.
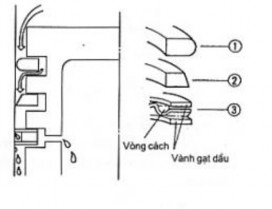
* Xéc măng thứ nhất tính từ đỉnh gọi là xéc măng nhiệt tiếp xúc trực tiếp với khí cháy để chống mài mòn và chịu nhiệt độ cao nên được mạ crộm, xéc măng này có màu sáng trắng, nó có tác dụng bao kín đỉnh pis tong ngay cả khi bị nghiêng.
Hình 4.6. Ký hiệu và hướng lắp xéc măng
* Xéc măng thứ hai tính từ đỉnh gọi là xéc măng khí có tác dụng bao khín có hình dạng giống xéc măng trên nhưng trên xéc măng này có màu tối và cạnh sắc để gạt dầu về các te, khi lắp giáp xéc măng này cần phải quay chiều vát cạnh xuống.
- Trên cả hai xéc măng này có ký hiêu chỉ chiều lắp ráp và có ghi số cốt ở gần miệng của xéc măng, khi lắp giáp cần phải chú ý các kí hiệu này phải hướng lên trên.
* Xéc măng thứ ba. Xéc măng dầu có tiết diện lớn nhất giữa chúng có khoan nhiều lỗ nhỏ hoặc gồm có hai mẩnh giữacó vòng lò xo tác dụng hồi dầu bôi trơn về các te.
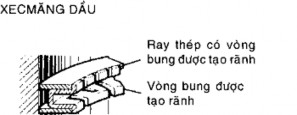
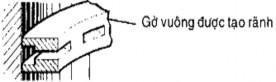
Hình 4.7: Xéc măng dầu
Lưu ý: Khi lắp pittông vào xy lanh cần chia, sắp xếp cho các miệng xéc măng đặt so le quanh chu vi của pittông và tránh 2 bên lỗ chốt pittông nhằm làm giảm lọt khí nhờ kéo dài hành trình dòng khí lọt.
1.2.2. Hiện tượng hư hỏng của xéc măng
- Xéc măng làm việc trong điều kiện phức tạp, chịu nhiệt độ cao, áp suất lớn, bôi trơn khó khăn do đó nó là chi tiết nhanh mòn, hỏng nhất trong động cơ, hư hỏng chủ yếu là do ma sát với thành xylanh, mòn mặt cạnh do va đập giữa xéc măng và rãnh gây xục dầu lọt, hơi công suất của động cơ giảm.
- Trong một bộ thì xéc măng trên cùng bị mòn nhiều nhất, làm khe hở xéc măng tăng làm giảm độ kín khít gây va đập xéc măng và rãnh gây xục dầu, lọt hơi làm giảm công suất của động cơ.
- Xéc măng đôi khi bị bó kẹt, gãy do nhiệt độ cao, thiếu dầu bôi trơn. Xéc măng gẫy có thể gây nên cào xước xy lanh.
1.2.3. Kiểm tra, sửa chữa xéc măng
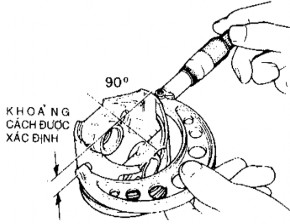
- Kiểm tra khe hở miệng xéc măng với xi lanh. Lau sạch xecmăng và mặt gương xylanh. Đặt xéc măng vào lòng xi lanh, dùng pít tông đẩy xéc măng xuống khoảng 20 mm cho xéc măng thẳng góc quan sát miệng khe hở bằng sơị tóc hoặc đo khe hở miệng xéc măng khoảng 0,1mm.
Nhận xét: Nếu khe hở miệng lớn hơn 0,12mm thì cần phải thay thế xecmăng.
- Kiểm tra khe hở giữa pít tông và xec măng.
- Làm sạch rãnh xéc măng ( Dùng xéc măng cũ cạo muội tham)
- Đưa xéc măng vào rãnh sau đó lăn đều một vòng vưa lăn vừa quan sát khe hở. Khe hở phảI đều và cho phép là 0,25mm.
Hình 4.8. Kiểm tra miệng xéc măng
- Kiểm tra khe hở cạnh
Khe hở theo chiều cao còn gọi là khe hở cạnh của xéc măng, có giá trị 0,02 – 0,03mm . Cho xéc măng vào rãnh trên pit tông dùng căn lá để kiểm tra (hình 20 - 24). Khi kiểm tra, yêu cầu xéc măng phải xoay tròn tự do trong rãnh. Khe hở càng về phía đỉnh pit tông thì càng lớn.
Hình 4.9: Kiểm tra khe hở cạnh xéc măng