TT
4. Hướng dẫn tự học
- Nhớ được các dụng cụ thiết bị sử dụng để đục mặt phẳng, cách bảo quản;
- Nhớ được kỹ thuật đục;
- Trình tự và thao tác đục mặt phẳng;
- Nhớ các dạng sai hỏng, nguyên nhân và cách phòng tránh.
BÀI SỐ 03
DŨA MẶT PHẲNG
Thời gian thực hiện: 6 tiết
Tên bài học trước: Đục mặt phẳng
Thực hiện từ ngày........ đến ngày ..........
A. Phương tiện và trang thiết bị dạy học
1. Phương tiện
Giáo án, đề cương, phấn bảng, máy chiếu, bản vẽ, ...
2. Trang thiết bị
Tên và các thông số kỹ thuật của thiết bị, dụng cụ; nguyên, nhiên vật liệu tiêu hao | Đơn vị | SL | Ghi chú | Bổ sung | |
1 | Thiết bị, dụng cụ (cho 01 SV) | ||||
Êtô lắp trên bàn nguội | Cái | 01 | Sử dụng tiếp | ||
Dụng cụ lấy dấu: mũi vạch, chấm dấu, búa tay, đài vạch, bàn lấy dấu | Cái | 01/4 SV | Sử dụng tiếp | ||
Dụng cụ cắt: Dũa | Cái | 01/4 SV | Sử dụng tiếp | ||
Dụng cụ đo: thước lá, thước kiểm tra mặt phẳng, com pa đong (hoặc cữ) | Bộ | 01 | Sử dụng tiếp | ||
2 | Nguyên nhiên, vật liệu tiêu hao (cho 01 SV) | ||||
- Sử dụng phôi từ bài đục mặt phẳng | Đoạn | 01 | Sử dụng tiếp | ||
- Dẻ lau | Kg | 0,2 | Hủy | ||
3 | Khác |
Có thể bạn quan tâm!
-

 Thực hành nguội - 1
Thực hành nguội - 1 -
 Thực hành nguội - 2
Thực hành nguội - 2 -
 Xác Định Độ Cao Ê Tô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Đục, Cầm Và Đánh Búa
Xác Định Độ Cao Ê Tô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Đục, Cầm Và Đánh Búa -
 Các Dạng Sai Hỏng- Nguyên Nhân Và Cách Phòng Tránh
Các Dạng Sai Hỏng- Nguyên Nhân Và Cách Phòng Tránh -
 Các Dạng Sai Hỏng- Nguyên Nhân Và Cách Phòng Tránh
Các Dạng Sai Hỏng- Nguyên Nhân Và Cách Phòng Tránh -
 Thực hành nguội - 7
Thực hành nguội - 7
Xem toàn bộ 69 trang tài liệu này.
B. Thực hiện bài học
1. Mục tiêu bài học
Sau khi học xong bài này, SV có khả năng:
* Về kiến thức:
- Biết cấu tạo và lựa chọn đúng dụng cụ để dũa kim loại.
- Biết phương pháp dũa kim loại.
- Biết phương pháp kiểm tra mặt phẳng dũa.
* Về kỹ năng:
- Bảo quản dũa và sắp xếp nơi làm việc hợp lý.
- Thực hiện đúng thao tác dũa kim loại.
- Dũa được mặt phẳng đạt yêu cầu.
* Về thái độ:
Nghiêm túc, tự giác trong quá trình học tập, rèn luyện tác phong sản xuất công nghiệp. Đảm bảo an toàn lao động, vệ sinh môi trường.
2. Nội dung bài học
2.1. Dũa kim loại
- Dũa là một phương pháp gia công cơ bản, thường gia công bán tinh/tinh nhằm bóc đi một lớp kim loại mỏng trên bề mặt phôi bằng dụng cụ cắt gọi là dũa. Tạo cho chi tiết có hình dạng, kích thước và độ bóng, độ chính xác bề mặt theo yêu cầu.
- Dũa chỉ gia công được kim loại có độ cứng thấp chưa qua nhiệt luỵên (tôi). Các bề mặt chai cứng hoặc đã qua tôi không thể gia công được bằng phương pháp dũa.
2.1.1. Dụng cụ: Dũa
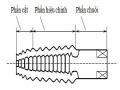
a. Cấu tạo (Hình 26)
Chuôi dũa
Thân dũa
Hình 26: Cấu tạo dũa
Cấu tạo chung dũa gồm hai phần: thân dũa và chuôi dũa.
- Chuôi dũa: chuôi dũa thon nhỏ dần về một phía, phần chuôi được làm nhọn để cắm vào tay nắm gỗ. Tiết diện chuôi dũa là hình nhiều cạnh để dũa không bị xoay tròn trong tay nắm.
- Thân dũa: thân thường có tiết diện vuông, chữ nhật, tròn, tam giác, bán nguyệt… Với các kích thước khác nhau tuỳ theo kích thước và hình dáng cần gia công. Trên các bề mặt bao quanh thân dũa, người ta tạo các đường răng (lưỡi cắt) theo một quy luật nhất định.
- Dũa được chế taọ bằng thép các bon dụng cụ. Sau khi đã tạo nên được các đường răng (lưỡi cắt), người ta đem nhiệt luyện để răng có độ cứng theo yêu cầu.
b. Phân loại
- Phân loại theo mật độ răng: dũa thô (dũa phá), dũa vừa (trung gian), dũa mịn (tinh).
- Phân loại theo tính chất công nghệ: dũa dẹt, dũa vuông, dũa tròn, dũa tam giác, dũa hình thoi...
2.1.2. Xác định độ cao êtô, gá kẹp phôi, vị trí tư thế, cầm dũa
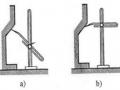
Xác định chiều cao êtô (Hình 27)
Cầm dũa đặt lên bề mặt trên của êtô nếu cánh tay trên và dưới hợp nhau góc 900 thì độ cao êtô phù hợp.
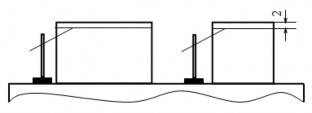
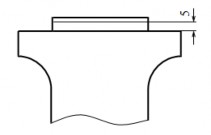
Gá kẹp phôi vào êtô
5 - 7
Gá phôi: Đường dấu cách mặt trên má kẹp êtô từ 5- 7mm
Lưu ý: Khi gá phôi đường dấu trên phôi phải song song với bề mặt trên của má kẹp êtô.
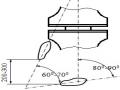
Vị trí đứng (Hình 28)
Người đứng thẳng trước êtô sao cho tâm dọc của êtô (khi tâm dọc trùng với hướng dũa) hợp với đường tâm ngang
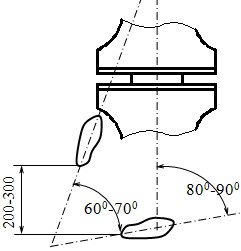
của bàn chân phải một góc từ 800- 900, chân trái bước lên phía trước nửa bước và tâm dọc của hai bàn chân hợp với nhau một góc 600-700. Hai chân cách nhau nửa
bước (200-300). Khoảng cách từ vị trí đứng đến êtô tùy theo sải tay mỗi người để khi đẩy hết dũa về phía trước người không phải ngửa ra sau.
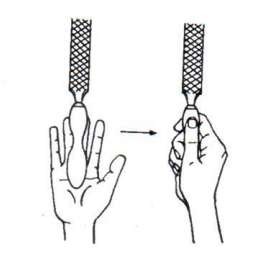
Cầm dũa
- Tay thuận cầm lấy tay nắm dũa, ngón tay cái đặt dọc theo đường trục của tay nắm, các ngón tay còn lại bóp chặt tay nắm vào lòng bàn tay (Hình 29).
Hình 27: Xác định
chiều cao êtô
Hình 28: Vị trí đứng khi đục
Hình 29: Cầm dũa với tay thuận
- Đặt lòng bàn tay trái ngang qua thân dũa và cách đầu mút của dũa 20-30mm các ngón tay hơi cong nhưng không được bỏ thòng xuống, khuỷu tay trái nâng lên (Hình 30).
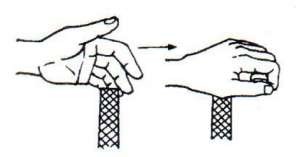
Hình 30: Cầm dũa với tay không thuận ở đầu trên của dũa
Điều khiển lực ấn khi đẩy và kéo dũa
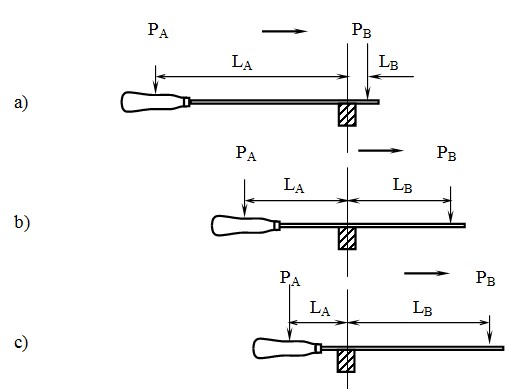
Hình 31: Điều khiển lực ấn khi dũa
- Chỉ ấn lên dũa trong chuyển động tịnh tiến lên phía trước (hành trình cắt), khi kéo dũa về không ấn (hành trình chạy không)
- Lúc bắt đầu làm việc, lực ấn dũa chủ yếu do tay trái thực hiện, còn tay phải giữ cho dũa ở vị trí nằm ngang (Hình 31a).
- Ở khoảng giữa của hành trình làm việc, lực ấn của hai tay phải đều nhau (Hình 31b).
- Ở cuối hành trình làm việc, lực ấn chủ yếu do tay phải thực hiện còn tay trái giữ cho dũa ở vị trí nằm ngang (Hình 31c).
Như vậy trong quá trình cắt, lực ấn của hai tay luôn thay đổi. Lực ấn tay phải từ nhẹ tới mạnh dần, còn lực ấn tay trái từ mạnh giảm dần tới nhẹ để luôn đảm bảo dũa nằm ngang. Dùng biểu thức toán học biều diễn lực ấn của hai tay như sau:
PA x LA = PB x LB
2.1.3. Kỹ thuật dũa kim loại
Dũa là sự phối hợp của hai tay để vừa ấn vừa đẩy dũa lên phía trước đồng thời phải giữ cho dũa luôn nằm ngang. Khi hết chiều dài thân dũa thì kéo về. Khi kéo về không ấn và kéo với tốc độ nhanh hơn, không được nâng dũa lên khỏi mặt của vật gia công. Đồng thời tịnh tiến sang ngang 1/2- 2/3 bề rộng của thân dũa.
Người ta thường dùng ba cách dũa: dũa dọc, dũa ngang và dũa chéo.
Dũa dọc : Đẩy dũa về phía trước sao cho đường tâm của dũa luôn trùng hướng chuyển động (Hình 32 a).
Dũa ngang: đẩy dũa sao cho đường tâm dũa luôn vuông góc với hướng chuyển động (Hình 32 c).
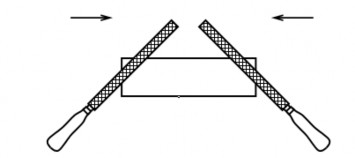
Dũa chéo: Đẩy dũa về phía trước đồng thời chuyển động sang phải. Đây là phương pháp dũa cho chất lượng bề mặt tốt nhưng lại yêu cầu kỹ thuật dũa cao hơn, thường quỹ đạo dũa chéo là 450 (Hình 32 b).
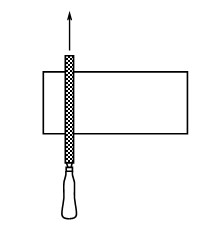
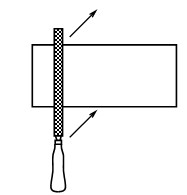
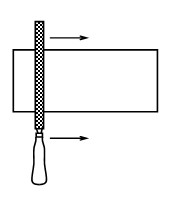
a) b) c) Hình 32: Hướng dũa
2.2 Dũa mặt phẳng
Đặt dũa ở một góc của chi tiết (ví dụ góc trái) cần dũa, đường tâm dũa chéo với đường tâm dọc của chi tiết một góc 450 dùng cách dũa chéo (Hình 33). Trong quá trình thực hiện dũa cần phải chú ý một số điều sau:
- Đường dũa sau không chồng lên đường dũa trước tức là sau khi đẩy hết chiều dài dũa, khi kéo về thì đồng thời dịch sang phải từ 1/2 - 2/3 chiều rộng thân dũa.
- Dũa hết chiều dài trên bề mặt vật gia công ta nhấc dũa lên quay về đặt dũa ở vị trí cũ và tiếp tục thực hiện như trước. Làm như vậy 4-5 lần thì đổi hướng dũa ngược lại tức chuyển đặt dũa sang góc kia (góc phải). Hướng dũa lúc này hợp với hướng dũa trước góc 900 (hình dưới). Thực hiện dũa như đã trình bày ở trên.
Hình 33: Phương pháp dũa mặt phẳng
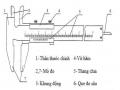
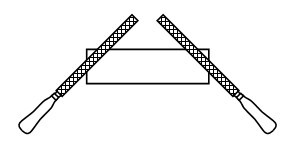
2.3. Kiểm tra mặt phẳng dũa
Dùng thước kiểm tra mặt phẳng để kiểm tra (Hình 34). Nguyên tắc kiểm tra là cho thước tiếp xúc mặt phẳng dũa, quan sát khe hở ánh sáng nếu khe hở đều nhỏ (≤0,05mm) là mặt phẳng đạt yêu cầu. Cần kiểm tra ở nhiều vị trí cả theo chiều dọc và ngang của chi tiết gia công.
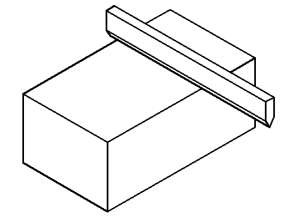
Hình 34: Kiểm tra mặt phẳng
2.4. Các dạng sai hỏng- nguyên nhân và cách phòng tránh
Nguyên nhân | Cách khắc phục | |
Mặt phẳng không phẳng, không nhẵn. | - Điều khiển lực ấn khi đẩy dũa chưa hợp lý (không giữ được dũa luôn nằm ngang) | Kịp thời kiểm tra, điều khiển lực ấn hợp lý để dũa luôn nằm ngang. |
Mặt phẳng bị xây xát nhiều, độ bóng thấp. | Phoi dũa kẹt trong các lưỡi cắt | Kiểm tra kịp thời phát hiện để lấy phoi bị kẹt |
Sai kích thước | - Lấy dấu sai. - Dũa không đúng dấu. | - Lấy dấu chính xác. - Thường xuyên kiểm tra . |
2.5. Trình tự dũa mặt phẳng
- Lấy dấu;
- Gá kẹp phôi;
- Dũa mặt phẳng lần đầu (thô)
- Dũa mặt phẳng lần cuối (tinh)
2.6. Chú ý
- Cuối ca làm việc phải lấy hết phoi giắt giữa các lưỡi cắt, không bôi dầu mỡ lên các lưỡi cắt.
- Không được sử dụng dũa khi không có tay nắm
- Không dùng dũa đễ dũa các vật có độ cứng quá cao hoặc sau khi đã được nhiệt luyên (tôi)
- Tránh đánh rơ hoặc để dũa va đập mạnh, khi cất dũa nên tháo tay nắm và xếp ngay ngắn.
3. Tổ chức luyện tập kỹ năng
3.1. Yêu cầu luyện tập
3.1.1. Bản vẽ
(Dũa mặt phẳng theo bản vẽ số 03)
3.1.2. Yêu cầu đạt được
- Thực hiện đúng thao tác
- Dũa và kiểm tra mặt phẳng đạt yêu cầu (0,05)
- Đảm bảo an toàn cho người và thiết bị
3.2. Trình tự thực hiện các bước gia công
Trình tự | Sơ đồ | Yêu cầu kỹ thuật | |
1 | Bước 1: Lấy dấu |
| Rò, chính xác |
Bước 2: |
| - Đảm bảo | |
Gá kẹp | khoảng cách | ||
phôi | 5mm | ||
- Phôi kẹp đủ | |||
chặt đường dấu | |||
nằm ngang | |||
Bước 3: |
| - Luôn giữ dũa | |
Dũa mặt | nằm ngang | ||
phẳng | - Dũa chỉ cắt khi | ||
đẩy | |||
- Đổi hướng dũa |
Trình tự | Sơ đồ | Yêu cầu kỹ thuật | |
Bước 4: | - Dùng dũa | ||
Dũa mặt | mịn | ||
phẳng lần cuối | - Dũa tới đường dấu | ||
Vị trí đặt thước kiểm tra | - Dùng thước | ||
kiểm tra độ | |||
phẳng | |||
Bước 5: Tổng kiểm tra | Kiểm tra tổng thể và nộp bài |