Lấy dấu phẳng là công việc vẽ hình dáng, kích thước của chi tiết lên bề mặt của phôi để căn cứ vào đó mà gia công tạo lên chi tiết. Bởi vậy cần căn cứ vào bản vẽ (vật thật) để xác định chuẩn từ đó vẽ hình dáng của chi tiết lên bề mặt phôi bằng các dụng cụ lấy dấu. Sau đó xác định các điểm, các đường quan trọng rồi dùng chấm dấu giữ dấu.
Lấy dấu khối (vật thể)
Hình khối hay vật thể được xác định bởi các bề mặt. Vậy thì thực chất của việc lấy dấu trên hình khối chính là việc lấy dấu trên các bề mặt tạo ra hình khối.
2.2.1. Dụng cụ lấy dấu và cách sử dụng a. Dụng cụ vẽ
+ Mũi vạch (Hình 8):

Hình 8: Mũi vạch
- Cấu tạo :
Là một thanh thép nhỏ được mài nhọn đầu và được nhiệt luyện có độ cứng theo yêu cầu.
- Công dụng:
Dùng để vạch (vẽ) đường thẳng, đường cong.
- Cách sử dụng:
Ép sát thước vào phôi bằng ba ngón tay của bàn tay không thuận. Tay thuận cầm mũi vạch như cầm bút chì và vạch một đường liên tục với chiều dài cần thiết. Khi vạch mũi vạch phải áp sát vào thước và nghiêng một góc từ 600 - 700 (theo cả hai phương ox, oy). Chỉ được vạch một lần để đảm bảo nét vạch sắc.
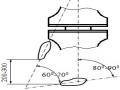
+ Đài vạch (Hình 9).
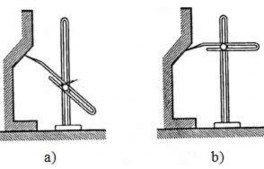
Hình 9: Gá đặt mũi vạch khi lấy dấu bề mặt nghiêng
a) Gá đặt đúng b) Gá đặt sai
Cấu tạo: gồm hai phần
- Mũi vạch: có cấu tạo như đã nêu ở trên.
- Thân: là một giá thẳng đứng được chế tạo sao cho mũi vạch có thể cố định cũng như di chuyển dọc được theo giá đồng thời cũng có thể xoay mũi vạch quanh một điểm cố định.
- Đế: được chế tạo mặt dưới (đáy) phẳng để trượt trên bàn lấy dấu. Thân được cố định trên đế.
Công dụng: Đài vạch dùng để vạch các đường, các mặt phẳng song song trên hình khối (phân chia các hình khối).
Cách sử dụng: Đặt khối vật thể cần lấy dấu trên khối D hoặc khối V (nếu vật thể là hình trụ). Khối D, khối V và đài vạch được đặt trên bàn lấy dấu.
Xác định khoảng cách từ mặt chuẩn đến vị trí của đường (mặt) cần vạch dấu rồi điều chỉnh mũi vạch đúng vào các đường (mặt). Tiếp đó tay cầm vào đế của đài điều khiển cho mũi vạch chạm vào mặt cần vạch dấu rồi kéo đài vạch đồng thời ấn cho mặt đáy luôn tiếp xúc với mặt bàn lấy dấu còn mũi vạch luôn tiếp xúc với mặt cần vạch dấu. Mũi vạch nghiêng theo hướng chuyển động 600-750.
+ Compa. (Hình 10)
- Cấu tạo: như com pa bình thường gồm có hai càng và đều được làm nhọn một đầu, đầu nhọn này được nhiệt luyện để có độ cứng cao. Hai đầu kia được ghép với nhau bằng bản lề hoặc bằng mộng. Hai đầu nhọn của compa đều có thể làm mũi tâm và mũi vạch.
- Công dụng: dùng compa để vạch các cung tròn có bán kính xác định.
- Cách sử dụng : dùng chấm dấu xách định tâm cung tròn cần vạch dấu. Đặt một mũi nhọn của compa vào vị trí đã chấm dấu và quay mũi nhọn kia xung quanh ta được cung
tròn có bán kính xác định và bằng khoảng cách hai mũi nhọn. Khi quay compa nghiêng theo hướng chuyển động góc 600-750.
b. Dụng cụ giữ dấu (chấm dấu)
Hình 10: Compa
Hình 11: Dụng cụ giữ dấu
a) Chấm dấu b) Thực hiện chấm dấu
- Cấu tạo: Là một thanh thép có đường kính 8-10 (mm) thường làm bằng thép dụng cụ. Gồm ba phần: đầu, thân và phần mũi nhọn. Đầu và phần mũi nhọn được nhiệt luỵên để có độ cứng cần thiết (hình a).
- Công dụng: dùng để giữ dấu các đường, các điểm (tạo các vết lòm trên bề mặt phôi nơi có các đường dấu, điểm cần thiết).
- Cách sử dụng: tay không thuận cầm vào thân chấm dấu cầm nghiêng, đặt mũi nhọn đúng vào đường dấu (Hình 11- b). Sau đó dựng chấm dấu thẳng đứng với mặt phẳng chứa đường dấu, điểm và dùng búa đánh nhẹ lên đầu của chấm dấu. Di chuyển chấm dấu sang vị trí khác tiếp tục làm như vậy để tạo các dấu chấm khác.
Việc chấm dấu phải đảm bảo các yêu cầu kỹ thuật sau:
- Khi chấm dấu trên đường có L>150 (mm). Thì khoảng cách giữa các dấu chấm >10 và có thể tới 25-30(mm).
- Khi chấm dấu trên đường có L<150(mm) thì khoảng cách giữa các dấu chấm là 8-10(mm).
- Khi chấm dấu trên đường tròn có đường kính <15(mm) ta chấm dấu tại giao của đường tròn với hai đường kính vuông góc. Với các đường tròn có đường kính >15(mm) thực hiện như trước, sau đó mỗi 1/4 vòng tròn chia ra 2,3,4 … phần đều nhau để chấm.
- Không được dùng chấm dấu đã mòn.
- Không chấm dấu lệch ra ngoài đường dấu.
- Không đánh búa quá mạnh để đảm bảo vết lòm có độ sâu chừng 0.3mm đến 0.5mm với đường dấu dài dưới 150mm còn trên 150mm thì vết lòm có thể sâu đến 1mm hoặc 1.5mm.
c. Dụng cụ kê đỡ
Hình 12: Khối D Hình 13: Khối V
Khối D (Hình 12) là một khối hình hộp chữ nhật có các mặt song song vuông góc với nhau từng đôi một. Bốn mặt bên được chế tạo phẳng, chính xác để làm các mặt chuẩn. Khối D dùng để kê, đỡ, gá, đặt các vật thể khi lấy dấu (hình b).
Khối V (Hình 13) là một khối thép có hai mặt phẳng hợp với nhau các góc 450, 900, 1200 tạo thành hình chữ V dùng để kê, đỡ, gá, đặt các vật thể hình trụ khi lấy dấu. Hai mặt phẳng hợp thành hình chữ V được gia công phẳng, chính xác để làm các mặt chuẩn.
Bàn lấy dấu là một mặt phẳng được chế tạo chính xác, phẳng để làm mặt chuẩn. Bàn lấy dấu dùng để kê, đỡ, gá, đặt các vật thể, khối D, khối V khi lấy dấu.d. Dụng cụ đo kiểm: thước lá, thước cặp, thước đo góc.
e. Phôi và chọn chuẩn cho phôi: Thường chọn các mặt phẳng có kích thước lớn như mặt đầu, mặt đáy làm mặt chuẩn.
2.2.2.. Trình tự lấy dấu
- Làm sạch bề mặt phôi cần lấy dấu và bôi màu
- Căn cứ bản vẽ (vật thật) xác định điểm chuẩn, đường chuẩn dùng các dụng cụ lấy dấu (vẽ) dựng hình dáng của chi tiết cần gia công lên phôi
- Xác định các điểm, đường quan trọng dùng dụng cụ giữ dấu (chấm dấu) tạo các vết lòm trên các điểm, đường đã xác định
2.2.3. Phương pháp kiểm tra
- Dùng thước lá kiểm tra kích thước vạch dấu
- Dùng mắt thường kiểm tra độ đều vết lòm khi chấm dấu
2.2.4. Các dạng sai hỏng nguyên nhân và biện pháp phòng tránh, khắc phục
hỏng | Nguyên nhân | Cách khắc phục | ||||
Sai kích thước | - Dùng thước có độ chính xác không đảm bảo (thước sai), do vội vàng, thiếu cẩn thận | - Kiểm kiên trì. | tra | trước, | cẩn | thận, |
Sai hình dáng | - Chọn chuẩn sai, thao tác sai. | - Lấy dấu chính xác. - Thường xuyên kiểm tra . | ||||
Có thể bạn quan tâm!
-

 Thực hành nguội - 1
Thực hành nguội - 1 -
 Xác Định Độ Cao Ê Tô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Đục, Cầm Và Đánh Búa
Xác Định Độ Cao Ê Tô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Đục, Cầm Và Đánh Búa -
 Xác Định Độ Cao Êtô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Dũa
Xác Định Độ Cao Êtô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Dũa -
 Các Dạng Sai Hỏng- Nguyên Nhân Và Cách Phòng Tránh
Các Dạng Sai Hỏng- Nguyên Nhân Và Cách Phòng Tránh
Xem toàn bộ 69 trang tài liệu này.
- Khi đánh búa không dựng | - Đánh búa đều lực. | ||
thẳng chấm dấu hoặc đặt | - Khoảng cách khi | dịch | |
mũi nhọn của chấm dấu | chuyển chấm dấu đều | ||
không đúng đường dấu. | |||
Chấm dấu không giữa | - Chấm dấu có chiều sâu | ||
đường dấu, không đều | vết lòm và khoảng cách các | ||
vết lòm không đều. | |||
- Do lực đánh búa không | |||
đều, dịch chuyển chấm dấu | |||
không đều. |
2.3 Cắt kim loại bằng cưa tay
Cắt kim loại bằng cưa tay là một phương pháp gia công thô, nhằm chia phôi ra thành từng phần, cắt bỏ phần thừa hoặc tạo thành hình dáng nhất định trên các vật thể.
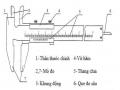
2.3.1. Dụng cụ cắt: Cưa tay (Hình 14).
Hình 14: Cấu tạo cưa tay
Cấu tạo của cưa tay
- Khung cưa: Là một thanh thép dẹp hoặc ống, uốn thành hình chữ U. Trên khung cưa có 2 tay cưa để lắp lưỡi cưa.
- Lưỡi cưa: Được chế tạo bằng thép cacbon dụng cụ hoặc bằng thép gió, thép hợp kim. Lưỡi cưa thường dày 0.6-0.8mm rộng 12-20 mm và dài 250-300mm. Răng cưa được tạo 1 hoặc hai bên, mỗi răng cưa là một lưỡi cắt, phần răng được nhiệt luyện đạt độ cứng cần thiết còn phần trên tương đối mềm dẻo. Hai đầu lưỡi cưa có hai lỗ (2.5-3mm), để luồn chốt khi lắp lên khung cưa.
Công dụng của cưa cầm tay.
Dùng để cắt phôi có đường kính từ 25 trở xuống, tấm mỏng và thép ống.
2.3.2. Phương pháp và công nghệ cưa tay
Chuẩn bị
- Chuẩn bị cưa
Lắp lưỡi cưa vào khung cưa: lắp lưỡi cưa vào khung cưa sao cho chiều nhọn của răng cưa hướng về phía trước (phía không có tay cầm). Điều chỉnh độ căng của lưỡi cưa bằng cách vặn đai ốc (tai hồng), vừa vặn vừa kiểm tra độ căng bằng cách ấn nhẹ ngón tay vào mặt bên của lưỡi cưa nếu thấy lưỡi cưa không bị vòng là được .
- Thiết bị gá kẹp: Êtô, căn đệm.
- Thiết bị kiểm tra: thước lá, thước cặp.
Tư thế và thao tác cưa tay
Tư thế làm việc khi cắt kim loại
- Định chiều cao Êtô: tay thuận nắm vào tay cầm rồi đặt lưỡi cưa lên má kẹp Êtô sao cho góc giữa cánh tay và khuỷu tay bằng 900.
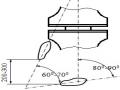
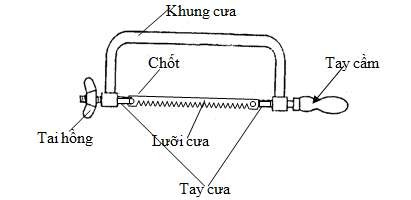
- Vị trí đứng (Hình 15): đứng trước êtô, chân thuận đặt lên đường hợp với hướng cưa góc 800-900. Chân thuận đặt phía trước tạo với chân không thuận 1 góc 600- 700, khoảng cách hai chân 200-300 mm. Khoảng cách từ người tới êtô từ 500-600mm (hình dưới).
Hình 15: Vị trí đứng khi cưa tay
- Cách cầm cưa: tay thuận nắm tay cầm của cưa, ngón tay cái đặt dọc lên phía trên, các ngón tay còn lại nắm phía dưới, đầu của tay cầm tỳ vào lòng bàn tay. Tay không thuận nắm lấy chỗ uốn của khung cưa (có thể đặt khe của ngón tay cái và tay trỏ để vào chỗ giao của tay cưa và khung).
Thao tác cưa
- Cầm cưa chắc chắn bằng cả hai tay, giữ cho cưa luôn thẳng đứng và vuông góc với đường tâm chi tiết (đường tâm ngang của êtô). Ấn cưa xuống và đẩy thẳng về phía trước, đẩy hết chiều dài của lưỡi cưa rồi kéo về khi kéo về không ấn. Cứ thực hiện như vậy đến khi cắt gần đứt thì dùng tay trái đỡ phôi để tránh rơi vào chân.
- Khi cưa, hành trình đẩy đi và hành trình cắt gọt, hành trình kéo về phía người đứng là hành trình không cắt. Tư thế đứng sao cho khi đẩy cưa gần hết hành trình thì cánh tay không thuận gần như không thẳng, cánh tay trên và dưới của tay thuận gần
như vuông góc. Khi kéo cưa về cánh tay trên và dưới của tay không thuận gần như vuông góc. Khi kéo cưa về cánh tay dưới của tay thuận vẫn nằm ngang.
Công nghệ cưa tay
Cưa cây thép tròn
Đầu tiên đặt ngang bằng rồi cắt.
Tiếp theo đặt cưa hướng xuống dưới về phía trước và cắt.
Tiếp theo cưa hướng lên trên về phía người cắt và cắt. Tiếp tục cắt theo trình tự trên cho đến đứt (Hình 16).
1
2
3
4
5
6
4 3
5
1
2
Hình 16: Cưa thép tròn Hình 17: Cưa thép vuông Với cây thép vuông hoặc chữ nhật cắt như hình trên (Hình 17)
Cưa các tấm mỏng.
Khi cưa các loại tấm mỏng để tránh sứt mẻ lưỡi cưa, chúng ta phải làm tăng độ dày cần cưa. Như ghép nhiều tấm hoặc kẹp tấm mỏng giữa hai tấm đệm.
Cưa ống (Hình 18).
Để cưa phôi ống người ta thường sử dụng loại cưa chuyên dùng. Nếu không có cưa chuyên dùng thì kẹp ống trong ống kẹp. Khi kẹp ống có thành mỏng hoặc ống có mặt ngoài đã gia công nhẵn, phải dùng đệm gỗ lòm.
Vạch đường dấu xung quanh ống.
2
3
Lúc đầu đưa cưa theo mặt phẳng ngang, khi cưa 1
gần đứt chiều dày ống thì nghiêng dần lưỡi cưa như hình bên khi không nghiêng được nữa thì nới êtô, xoay vật, siết lại êtô và tiếp tục cưa. Cứ như vậy tới khi mạch cưa khép kín, dùng tay bẻ nhẹ cho gẫy ống.
2.3.3. Trình tự cắt kim loại bằng cưa tay
- Vạch dấu
- Gá, kẹp phôi vào Êtô. Hình 18: Cưa ống
- Tạo điểm bắt đầu cắt (cưa mồi)
- Cắt
d. Phương pháp kiểm tra
Dùng thước lá kiểm tra kích thước chi tiết
d. Các dạng sai hỏng- nguyên nhân và cách phòng tránh
Nguyên nhân | Cách khắc phục | |
Mạch cưa không thẳng | - Cưa không được giữ thẳng - Lưỡi cưa chưa đủ căng | - Tạo mạch cưa mới ở mặt sau (mạch cưa chưa sâu) - Căng lưỡi cưa đủ căng |
Kích thước không đạt | - Do lấy dấu sai. - Đặt lưỡi cưa không đúng đường vach dấu (cưa mồi) | - Lấy dấu chính xác. - Đặt lưỡi cưa đúng đường vạch dấu. |
Lưỡi cưa bị mẻ | - Do cưa không đúng kỹ thuật như khi cưa tấm mỏng không làm tăng độ dày cần cưa, khi cưa ống không cưa xung quanh hoặc cưa những cạnh sắc nhọn, lưỡi cưa quá căng… | - Ngừng cưa, lấy cưa ra khỏi mạch và lấy hết răng gẫy trong mạch, đem mài lại 2,3 răng ở đoạn gẫy và thực hiện cưa đúng theo công nghệ. |
Sai hỏng
2..3.4. An toàn khi cưa bằng tay
Lưỡi cưa mắc lên khung cưa phải căng vừa phải, nếu trùng quá lưỡi cưa dễ bị trượt, mạch cưa không thẳng, nếu quá căng lưỡi cưa dễ bị bung ra gây nguy hiểm cho người thao tác.
Phải kẹp chặt phôi trên êtô .
Không dùng cưa không có tay cầm hoặc tay cầm bị vỡ.
Khi cưa gần đứt, cần ấn tay nhẹ, dùng một tay đỡ vật để tránh rơi vào chân.
Không thổi vào mạch cưa vì như vậy phoi dễ bay vào mắt.
3. Tổ chức luyện tập kỹ năng
3.1. Yêu cầu luyện tập
3.1.1. Bản vẽ
(Lấy dấu và cắt phôi theo bản vẽ số 01)
3.1.2. Yêu cầu đạt được
- Đường dấu rò, sắc nét, đảm bảo hình dáng hình học, Chấm dấu giữa đường dấu, độ sâu , khoảng cách đều
- Thực hiện đúng thao tác cưa, phôi đai ốc cắt đúng kích thước, mạch cưa thẳng, đảm bảo an toàn cho người và phương tiện
3.2. Trình tự thực hiện các bước gia công Vạch dấu
Trình tự | Sơ đồ | Yêu cầu kỹ thuật | |
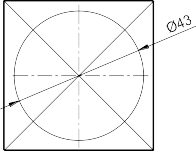
Bước 1: Vạch dấu - Xác định tâm |
| - Đúng tâm - Nét sắc | |
1 | của khối vuông | ||
- Vẽ đường tròn | |||
cơ sở 43 | |||
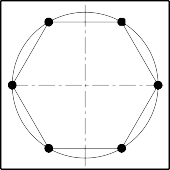
2 | Bước 2: - Vẽ lục giác nội tiếp đường tròn |
| - Nét sắc - Đúng hình dáng hình học |
| - Vết chấm đúng | ||
các đỉnh và giữa | |||
3 | Bước 3: Giữ dấu (chấm dấu) | đường dấu - Độ sâu đều nhau | |
Bước 4: Tổng kiểm tra | Kiểm tra tất cả các thông số và nộp bài |