LỜI NÓI ĐẦU
Nhằm đáp ứng yêu cầu lý thuyết gắn liền với thực hành, nâng cao chất lượng đào tạo, nâng cao tay nghề và để thống nhất nội dung giảng dạy có tài liệu nghiên cứu cho các giảng viên và sinh viên thực hành môn học Thực hành nguội góp phần vào công nghiệp hoá. Tập bài giảng Thực hành nguội ra đời để đáp ứng một phần yêu cầu đó.
Môn học Thực hành nguội là môn học chuyên ngành đã được xây dựng theo chương trình mới của Bộ Giáo dục & Đào tạo cho khối các trường công nghệ. Đây là một môn học bắt buộc đã được các trường đại học công nghệ đưa vào giảng dạy.
Tập bài giảng "Thực hành nguội" được biên soạn phù hợp với chương trình môn học đã được Hội đồng khoa học Trường ĐHSPKT Nam Định phê duyệt. Tập bài giảng đảm bảo tính khoa học, cơ bản, hiện đại, sẽ đáp ứng được nhu cầu học tập, nghiên cứu của sinh viên và tạo sự thống nhất trong quá trình giảng dạy của các giảng viên tham gia giảng dạy môn học này.
Trong quá trình biên soạn nhóm chúng tôi đã bám sát chương trình môn học được nhà trường ban hành, đã cố gắng thể hiện nội dung cơ bản, hiện đại gắn với công nghệ. Tuy nhiên do khả năng, hạn chế về thời gian nên không tránh khỏi sai sót. Rất mong nhận được sự đóng góp chân thành của đồng nghiệp và bạn đọc để tập bài giảng ngày càng hoàn thiện hơn.
Nhóm tác giả
Mục lục
LỜI NÓI ĐẦU i
BÀI SỐ 01. TRANG THIẾT BỊ- DỤNG CỤ LẤY DẤU, CẮT KIM LOẠI BẰNG
CƯA TAY 1
A. Phương tiện và trang thiết bị dạy học 1
1. Phương tiện: 1
2. Trang thiết bị 1
B. Thực hiện bài học 1
1. Mục tiêu bài học 1
2. Nội dung bài học 2
2.1. Dụng cụ và trang thiết bị cơ bản tại xưởng nguội 2
2.2. Lấy dấu 4
2.3 Cắt kim loại bằng cưa tay 9
3. Tổ chức luyện tập kỹ năng 12
3.1. Yêu cầu luyện tập 12
3.2. Trình tự thực hiện các bước gia công 12
4. Hướng dẫn tự học 14
BÀI SỐ 02. ĐỤC MẶT PHẲNG 15
A. Phương tiện và trang thiết bị dạy học 15
B: Thực hiện bài học 15
1. Mục tiêu bài học 15
2. Nội dung bài học 16
2.1. Đục kim loại 16
2.2. Đục măt phẳng 19
2.3. Kiểm tra mặt phẳng đục 19
2.4. Trình tự đục mặt phẳng 19
2.5. Các dạng sai hỏng- nguyên nhân và cách phòng tránh 19
2.5. Chú ý 19
3. Tổ chức luyện tập kỹ năng 20
3.1. Yêu cầu luyện tập 20
3.2. Trình tự thực hiện các bước gia công 20
4. Hướng dẫn tự học 21
BÀI SỐ 03. DŨA MẶT PHẲNG 22
A. Phương tiện và trang thiết bị dạy học 22
B. Thực hiện bài học 22
1. Mục tiêu bài học 22
2. Nội dung bài học 23
2.1. Dũa kim loại 23
2.2 Dũa mặt phẳng 26
2.3. Kiểm tra mặt phẳng dũa 27
2.4. Các dạng sai hỏng- nguyên nhân và cách phòng tránh 27
2.5. Trình tự dũa mặt phẳng 27
2.6. Chú ý 28
3. Tổ chức luyện tập kỹ năng 28
3.1. Yêu cầu luyện tập 28
3.2. Trình tự thực hiện các bước gia công 28
4. Hướng dẫn tự học 29
BÀI SỐ 04. DŨA HAI MẶT PHẲNG SONG SONG 30
A. Phương tiện và trang thiết bị dạy học 30
B. Thực hiện bài học 30
1. Mục tiêu bài học 30
2. Nội dung bài học 31
2.1. Dũa hai mặt phẳng song song 31
2.2. Phương pháp dũa hai mặt phẳng song song 31
2.3. Kiểm tra độ song song hai mặt phẳng 32
2.4. Các dạng sai hỏng- nguyên nhân và cách phòng tránh 33
3. Tổ chức luyện tập kỹ năng 34
3.1. Yêu cầu luyện tập 34
3.2. Trình tự thực hiện các bước gia công 34
4. Hướng dẫn tự học 35
BÀI SỐ 05. DŨA HAI MẶT PHẲNG VUÔNG GÓC 36
A. Phương tiện và trang thiết bị dạy học 36
B. Thực hiện bài học 36
1. Mục tiêu bài học 36
2. Nội dung bài học 37
2.1. Dũa hai mặt phẳng vuông góc 37
2.3. Kiểm tra độ vuông góc hai mặt phẳng 38
2.4. Các dạng sai hỏng- nguyên nhân và cách phòng tránh 38
3. Tổ chức luyện tập kỹ năng 39
3.1. Yêu cầu luyện tập 39
3.2. Trình tự thực hiện các bước gia công 39
4. Hướng dẫn tự học 41
BÀI SỐ 06. KHOAN KIM LOẠI VÀ CẮT REN 42
A. Phương tiện và trang thiết bị dạy học 42
B. Thực hiện bài học 42
1. Mục tiêu bài học 42
2. Nội dung bài học 43
2.1. Khoan kim loại 43
2.2. Cắt ren 46
2.3. Các dạng sai hỏng- nguyên nhân và cách phòng tránh 49
3. Tổ chức luyện tập kỹ năng 51
3.1. Yêu cầu luyện tập 51
3.2. Trình tự thực hiện các bước gia công 51
4. Hướng dẫn tự học: 53
DANH MỤC BẢN VẼ .................................................
TÀI LIỆU THAM KHẢO VÀ HƯỚNG DẪN SỬ DỤNG 60
BÀI SỐ 01
TRANG THIẾT BỊ- DỤNG CỤ
LẤY DẤU, CẮT KIM LOẠI BẰNG CƯA TAY
Thời gian thực hiện: 6 tiết Tên bài học trước:
Thực hiện từ ngày........ đến ngày ..........
A. Phương tiện và trang thiết bị dạy học
1. Phương tiện:
Giáo án, đề cương, phấn bảng, máy chiếu, bản vẽ, ...
2. Trang thiết bị:
Tên và các thông số kỹ thuật của thiết bị, dụng cụ; nguyên, nhiên vật liệu tiêu hao | Đơn vị | SL | Ghi chú | Bổ sung | |
1 | Thiết bị, dụng cụ (cho 01 SV) | ||||
Êtô lắp trên bàn nguội | Cái | 01 | Sử dụng tiếp | ||
Dụng cụ lấy dấu: mũi vạch, chấm dấu, búa tay, đài vạch, bàn lấy dấu | Cái | 01/ 4 SV | Sử dụng tiếp | ||
Dụng cụ cắt: cưa tay | Cái | 01/ 4 SV | Sử dụng tiếp | ||
Dụng cụ đo: thước lá | Bộ | 01 | Sử dụng tiếp | ||
2 | Nguyên nhiên, vật liệu tiêu hao (cho 01 SV) | ||||
- Thép CT3 22 có l = 25mm - Tôn tấm 3mm | Đoạn | 01 | Sử dụng tiếp | ||
- Dẻ lau | Kg | 0,2 | Hủy | ||
3 | Khác |
Có thể bạn quan tâm!
-
 Thực hành nguội - 2
Thực hành nguội - 2 -
 Xác Định Độ Cao Ê Tô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Đục, Cầm Và Đánh Búa
Xác Định Độ Cao Ê Tô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Đục, Cầm Và Đánh Búa -
 Xác Định Độ Cao Êtô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Dũa
Xác Định Độ Cao Êtô, Gá Kẹp Phôi, Vị Trí Tư Thế, Cầm Dũa
Xem toàn bộ 69 trang tài liệu này.
B. Thực hiện bài học
1. Mục tiêu bài học
Sau khi học xong bài này, SV có khả năng:
* Về kiến thức:
- Biết trang thiết bị, các dụng cụ cơ bản của nghề.
- Lựa chọn được dụng cụ để lấy dấu và cắt kim loại.
* Về kỹ năng:
- Bảo quản sắp xếp nơi làm việc hợp lý.
- Lấy dấu rò, chính xác.
- Cắt được kim loại bằng cưa tay đảm bảo chính xác, mạch cưa thẳng
* Về thái độ:
Nghiêm túc, tự giác trong quá trình học tập, rèn luyện tác phong sản xuất công nghiệp. Đảm bảo an toàn lao động, vệ sinh môi trường.
2. Nội dung bài học
2.1. Dụng cụ và trang thiết bị cơ bản tại xưởng nguội
2.1.1 . Trang thiết bị nơi làm việc:
a. Bàn nguội:
Yêu cầu bàn nguội: Chắc chắn, không bị rung động, ít xê dịch, có ngăn kéo đựng dụng cụ, giá treo để bản vẽ, đèn chiếu sáng.
+ Có hai loại bàn phổ biến:
- Bàn nguội đơn: dùng cho một người làm việc (Hình 1)
Kích thước : Cao 700 đến 900mm, dài 1500 đến 2000mm, rộng 800 đến 100 mm chân bằng gỗ hoặc thép, mặt lát gỗ dày, cạnh bàn được làm bằng thép góc có lưới chắn.
- Bàn nguội kép: Dùng cho hai người cùng làm việc trở lên (Hình 2)
Kích thước: Cao750 đến 900 mm, dài hơn hoặc bằng 1500mm, rộng từ 1200 đến 1500 mmm, mặt bàn bằng gỗ cứng dày 50 đến 60mm. Lưới chắn an toàn được đặt ở giữa bàn.
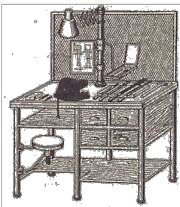

Hình 1: Bàn nguội đơn Hình 2: Bàn nguội kép
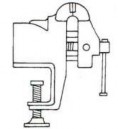
b. Êtô: Là dụng cụ để gá kẹp khi gia công. Êtô của nghề nguội có ba kiểu:
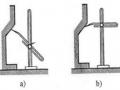
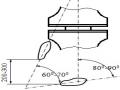
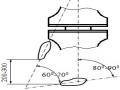
- Êtô chân (Hình 3): Có hai chân dài bắt chặt vào chân bàn nguội nhờ bộ phận giữ kẹp. Hai mỏ kẹp được khía nhám tăng ma sát và tôi chống mòn trong quá trình làm việc.
- Êtô song hành (Hình 4): Khi dịch chuyển hai má kẹp luôn song song với nhau, êtô được bắt chặt trên bàn nguội nhờ bu lông trên đế. Loại êtô này dùng để gia công các chi tiết chính xác.
- Êtô tay (Hình 5): Loại êtô cầm tay dùng để gia công, kẹp các chi tiết có kích thước nhỏ.
Hình 3: Êtô chân Hình 4: Êtô song hành Hình 5: Êtô tay
Êtô sau khi sử dụng phải được vệ sinh sạch, vặn cho 2 má chạm vào nhau. Chỉ được dùng tay vặn tay quay để kẹp chặt hay tháo vật
c. Máy mài hai đá
Là thiết bị dùng để sửa dụng cụ gia công như đục, mũi cạo , mũi vạch dấu…
Khi làm việc với máy mài phải kiểm tra các cơ cấu và bộ phận của máy, tình trạng đá mài và chiều quay của đá. Kiểm tra khe hở của bệ tỳ, đảm bảo khe hở của bệ tỳ với đá không quá 3mm, nếu không phải điều chỉnh lại.
Lưu ý:
- Chỉ được điều chỉnh khe hở của bộ tỳ khi đá đã đứng yên.
- Tuyệt đối không mài khi máy không có bộ tỳ và và lắp che an toàn.
- Phải lắp kính bảo hiểm và đeo kính an toàn khi mài.
d. Máy khoan:
Máy khoan dùng trong nghề nguội chủ yếu để gia công lỗ. Tùy theo hình dáng và công dụng người ta chia ra:
- Máy khoan bàn
- Máy khoan đứng
- Máy khoan cần
2.1.2. Dụng cụ thường dùng a. Dụng cụ tác dụng:
+ Búa nguội: Dùng để truyền lực đập từ cánh tay đến dụng cụ cắt.
- Cấu tạo búa gồm hai phần:
Thân búa bằng thép. Mặt đầu được tôi cứng và có trọng lượng 50g, 100g, 200g, 300g, 400g, 500g, 600g.
Cán búa: bằng gỗ tốt, dai chịu va đập chiều dài của cán búa 200 đến 350mm.
b. Dụng cụ gia công
- Đục: Là dụng cụ cắt khi cần bóc đi lớp kim loại dày mà không cần độ chính xác cao. Đục được chế tạo bằng thép dụng cụ
- Dũa: Là dụng cụ cắt khi cần bóc đi lớp kim loại mỏng, gia công vật có độ chính xác và độ bóng không cao. Dũa được chế tạo bằng thép cacbon dụng cụ. Dũa khi sử xong trước khi cất phải dùng bàn chải sắt chải hết phoi bám trên thân.
- Cưa tay: Là dụng cụ cầm tay để cắt phôi. Khi sử dụng xong phải nới lỏng đai ốc căng lưỡi cưa
c. Dụng cụ đo và dụng cụ kiểm tra
+ Thước lá (Hình 6)
+ Thước cặp (Hình 7)

Hình 6: Thước lá
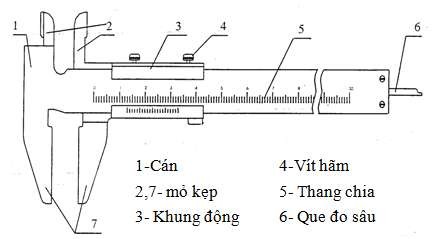
Hình 7: Thước cặp
+ Thước đo góc
+ Thước kiểm tra mặt phẳng
+ Đồng hồ so
Các loại dụng cụ đo và kiểm tra phải được giữ cẩn thận, tránh va đập. Khi dùng xong phải lau chùi sạch sẽ, bôi dầu mỡ, không để chồng lên nhau.
2.2. Lấy dấu
Lấy dấu là dùng dụng cụ vạch trên phôi (chi tiết) các đường dấu để xác đinh rò vị trí các bề mặt, các kích thước cần gia công theo các yêu cầu cho trong bản vẽ chi tiết cần chế tạo.
Lấy dấu phẳng .