Nhóm cao phân tử: gồm các proteose, là các sản phẩm phức tạp của quá trình thủy phân protein như: albumose, globulose. Nhóm này có vai trò quan trọng trong việc tạo và giữ bọt, đồng thời tăng thêm vị đậm đà của bia. Tuy nhiên, nếu hàm lượng nhóm này quá cao, chúng sẽ làm giảm độ bền của bia vì chính chúng là tác nhân gây đục.
Nhóm thấp phân tử: Bao gồm các acid amin và peptide. Peptide gồm các oligopeptide (từ 3÷9 đơn vị acid amin) và polypeptid (từ 10÷100 đơn vị acid amin). Trong đó, các cấu tử đơn giản acid amin có thể được hấp thụ bởi nấm men và có vai trò đảm bảo dinh dưỡng nitơ cho nấm men, là tác nhân tham gia tạo melanoidin, tồn tại trong bia như một hợp phần dinh dưỡng. Peptide dễ dàng tan vào dịch đường để tạo thành dung dịch bền vững và là một trong những hợp phần dinh dưỡng của bia.
- Chất vô cơ: Chất vô cơ chiếm khoảng 2÷3% chất khô đại mạch. Những thành phần quan trọng gồm:
+ Phosphateở dạng P2O5, chiếm khoảng 35% khối lượng tro;
+ Silicate, dưới dạng SiO2, chiếm khoảng 25% khối lượng tro;
+ Muối K, dưới dạng K2O, chiếm khoảng 20% khối lượng tro.
Muối phosphate chiếm tỷ lệ cao trong chất vô cơ đại mạch và có vai trò quan trọng đối với hạt đại mạch. Trong quá trình sản xuất bia, phosphate được giải phóng vào dịch lên men và có ý nghĩa thiết yếu đối với sinh trưởng và hoạt động lên men của nấm men.
Silicate có nhiều trong vỏ trấu đại mạch, chúng có thể tan vào dịch dưới dạng keo và được phát hiện trong cặn bia trong hầu hết các trường hợp đục bia.
Rất nhiều chất vô cơ quan trọng đối với lên men bia do cung cấp chất vi lượng cho nấm men, ví dụ muối kẽm rất cần thiết cho lên men. Phần lớn chất vô cơ trong dịch lên men có xuất xứ từ đại mạch. Trong 1 lít dịch lên men bia thông thường (12% chất khô) chứa khoảng 1600mg chất vô cơ, trong đó khoảng 1200mg do đại mạch đóng góp, phần còn lại chủ yếu từ nước.
- Chất béo: Đại mạch chứa khoảng 2% chất béo, chủ yếu ở lớp aleurone và phôi. Chất béo hầu như bị loại bỏ cùng với bã malt. Một bộ phận đi vào bia và ảnh hưởng rất xấu đến tính chất bia do chất béo làm giảm độ tạo bọt của bia.
- Polyphenol (hoặc tanin): Polyphenol chủ yếu trong vỏ. Polyphenol kết hợp với protein tạo thành phức chất dễ kết lắng, làm tăng độ bền của bia. Khi với nồng độ cao chúng gây vị đắng khó chịu. Đại mạch có vỏ dày thường giàu polyphenol. Để loại trừ hợp chất polyphenol khỏi lớp vỏ là ngâm hạt trong môi trường kiềm nhẹ.
- Vitamin: Đại mạch chứa các loại vitamin B1, B2, B6, C, PP, tiền vitamin A, E, acid pantothenic, biotin… Trong quá trình bảo quản và chế biến nguyên liệu, các vitamin bị tổn thất đáng kể.
- Các enzyme đại mạch: Trong đại mạch chứa một lượng enzyme phong phú, trong đó được quan tâm nhất là các enzyme thủy phân tinh bột, thủy phân protein, thủy phân các chất cấu thành màng tế bào và các chất keo. Tuy nhiên lượng enzyme sẵn có trong đại mạch không nhiều, các enzyme này chủ yếu được tổng hợp với lượng lớn trong quá trình ươm mầm hạt (sản xuất malt).
b) Sản xuất malt đại mạch
Nguyên tắc sản xuất malt là tạo điều kiện cho hạt đại mạch nẩy mầm. Trong quá trình nẩy mầm hạt sẽ tổng hợp enzyme mới và giải phóng enzyme liên kết có sẵn trong
hạt. Trong số các enzyme và phức enzyme trong malt đại mạch, quan trọng nhất là:
- Enzyme thủy phân tinh bột (các amylase);
- Enzyme thủy phân protein (proteolytic enzymes);
- Enzyme giải phóng acid phosphoric (phitase).
![]()
Quy trình công nghệ sản xuất malt đại mạch: được mô tả theo sơ đồ hình 6.3.
Hạt đại mạch
Làm sạch
Ngâm hạt
![]()
Ươm mầm
![]()
Sấy
Malt đại mạch
Hình 6.3. Sơ đồ quá trình sản xuất malt đại mạch
Thuyết minh quy trình: Hạt đại mạch được làm sạch để loại bỏ tạp chất như rác, đất, đá, hạt ngoại lai… Sau đó, hạt được làm ẩm từ 12÷15% tăng lên 44÷46% bằng cách ngâm trong nước 2 ngày. Mục đích ngâm hạt là kích hoạt nẩy mầm. Trong quá trình ngâm phải thay nước ngâm và làm rao để hạt hút không khí trong lúc làm ráo giữa các lần ngâm và có thể thổi không khí vào hạt lúc đang ngâm trong nước. Sau khi ngâm tiến hành ươm mầm bằng cách tháo hết nước ra khỏi hạt, làm cho hạt nẩy mầm đến mức độ nhất định trong điều kiện không khí ẩm, mát và thỉnh thoảng đảo trộn nhằm ngăn cản rễ con đan chặt lẫn nhau. Thời gian ươm mầm khoảng 4÷5 ngày. Trong thời gian nẩy mầm bên trong hạt diễn ra các quá trình sinh hóa, quan trọng nhất là tổng hợp enzyme nhờ đó tạo ra đường và các chất hòa tan khác, lá mầm phát triển
dưới lớp vỏ trấu, rễ con phát triển từ phần cuối của hạt. Khi sự tổng hợp enzyme và sự phân giải sơ bộ cấu trúc hạt đạt đến mức tối ưu thì hạt được sấy khô ở 85÷1050C giảm độ ẩm giảm xuống 4÷5% nhằm mục đích dừng quá trình nẩy mầm, để bảo quản, tạo hương và màu cho malt.
Ở các nước trồng đại mạch, sản xuất malt được thực hiện bởi các nhà máy với quy mô lớn và thực tế đã trở thành một ngành vệ tinh cho công nghiệp lên men bia. Các nhà xuất khẩu malt lớn nhất hiện nay là Châu Âu và Australia, kế đến là Canada và Thổ Nhĩ Kỳ. Khu vực nhập malt nhiều nhất là Nam Mỹ, Châu Phi và Đông Á.
c) Các loại malt dùng trong sản xuất bia
Malt dùng làm nguyên liệu trong công nghiệp sản xuất bia được chia làm 2 loại: malt vàng và malt đen. Malt vàng dùng để sản xuất các loại bia vàng, malt đen dùng để sản xuất các loại bia đen. Ngoài ra còn sử dụng một số loại malt đặc biệt để làm phụ gia.
- Malt vàng: Đặc điểm nổi bật của malt vàng là có màu vàng sáng, có vị ngọt nhẹ nhàng và hương thơm dịu đặc trưng của malt (hình 6.4). Khi sản xuất malt vàng, điều cần thiết là phải tạo ra được điều kiện để tích lũy được hoạt lực enzyme thật cao, đặc biệt là amylase, còn hàm lượng acid amin thì ở mức độ vừa phải và hàm lượng đạm hòa tan chỉ cần đạt ở mức độ đủ.
- Malt đen: Đặc điểm nổi bật của malt đen là có màu sẫm, hương và vị ngọt đậm (hình 6.5). Để sản xuất malt đen, trong thời gian ươm mầm phải tạo được điều kiện sao cho tích lũy được nhiều đạm amin và đường; Trong giai đoạn sấy tiến hành ở nhệt độ cao.


Hình 6.4. Malt vàng Hình 6.5. Malt đen
- Malt caramen: Nó được sử dụng trong sản xuất bia vàng với hàm lượng 2÷5% nhằm tạo cho bia có hương và vị đặc trưng, còn đối với bia đen 5÷10% nhằm để tăng cường hương, vị và màu của sản phẩm. Malt caramen được sản xuất từ malt khô hay malt tươi sấy ở nhiệt độ 110÷1700C.
- Malt cà phê: Malt cà phê có màu cà phê sẫm, có mùi thơm giống mùi cà phê. Nó được sử dụng trong sản xuất bia với hàm lượng 2÷5% nhằm để tăng cường màu cho bia. Malt cà phê được sản xuất từ malt khô hay malt tươi sấy ở nhiệt độ 20÷2250C
- Malt diastilin: Là loại malt chứa hoạt lực cao nhóm enzyme diastase và được sử dụng bổ sung trong trường hợp malt nguyên liệu có khả năng đường hóa kém hoặc sử dụng nhiều nguyên liệu thay thế.
- Malt melanoid: Còn gọi là melan, là loại malt đen có mùi thơm rất mạnh, chứa nhiều melanoid. Nó được sử dụng trong sản xuất bia đen với hàm lượng 10÷12% nhằm làm cho sản phẩm mang vị ngọt đậm, hương vị đặc trưng và cải thiện khả năng tạo bọt cũng như giữ bọt cho bia. Malt này được chế biến từ đại mạch có hàm lượng protein cao.
- Malt proteolin: Đây là loại malt có chứa khoảng 2% acid lactic và được sử dụng trong sản xuất bia với hàm lượng 2,5% nhằm để làm tăng độ chua của khối nấu, tạo điều kiện thuận lợi cho quá trình thủy phân.
d) Các chỉ tiêu chất lượng của malt bia
- Về cảm quan: Malt có màu vàng tươi hoặc đen sẫm (tùy theo loại), vỏ óng ánh. Có mùi đặc trưng cho từng loại malt, không có mùi vị lạ như mùi ủng, chua, mốc. Malt vàng có mùi thơm và vị ngọt nhẹ của thóc sấy. Các loại malt thẫm màu ngọt đậm, mùi thơm của các loại hạt cháy. Không lẫn tạp chất, tỷ lệ hạt gãy, hạt vỡ tối đa là 0,5%, hạt bị bệnh tối đa là 1%, hạt không nảy mầm tối đa là 5%.
- Tính chất vật lý: Dung trọng: 500÷600g/l; trọng lượng khô tuyệt đối: 28÷38g/1000 hạt (theo trọng lượng có độ ẩm); kích thước hạt: chiều rộng > 2,5mm; Chiều dài mầm từ 2/3÷3/4 chiều dài hạt.
- Chỉ tiêu hóa học: Gồm các chỉ tiêu như: thành phần hóa học, độ chiết, thời gian đường hóa…
+ Thành phần hóa học: của malt đại mạch gồm các chất tương tự như thành phần hóa học của hạt đại mạch chỉ khác là trong malt đại mạch hàm lượng đường và protein hòa tan nhiều hơn. Thành phần hóa học trung bình của malt đại mạch được trình bày ở bảng 6.1.
Bảng 6.1. Thành phần hóa học trung bình của malt đại mạch
Hàm lượng | Chỉ tiêu | Hàm lượng | |
Độ ẩm | W ≤ 4,5% | Chất béo | 2÷3% |
Tinh bột | 60÷65% | Chất khoáng | 2,5÷3% |
Cellulose | 4÷6% | Protein hoà tan | 3% |
Saccarose | 3÷5% | Protein | 7÷9% |
Đường khử | 2÷4% |
Có thể bạn quan tâm!
-

 Sơ Đồ Quy Trình Công Nghệ Sản Xuất Phomat Nấu Chảy
Sơ Đồ Quy Trình Công Nghệ Sản Xuất Phomat Nấu Chảy -
 Chế Độ Xử Lý Nhiệt – Lạnh Và Lượng Giống Cấy Cho Quá Trình Lên Men Tương Ứng Với Các Chỉ Số Iod Khác Nhau Của Nguyên Liệu (Bylund Gosta, 1995)
Chế Độ Xử Lý Nhiệt – Lạnh Và Lượng Giống Cấy Cho Quá Trình Lên Men Tương Ứng Với Các Chỉ Số Iod Khác Nhau Của Nguyên Liệu (Bylund Gosta, 1995) -
 Sơ Đồ Nguyên Tắc Làm Việc Của Thiết Bị Làm Bơ Liên Tục
Sơ Đồ Nguyên Tắc Làm Việc Của Thiết Bị Làm Bơ Liên Tục -
 Công nghệ lên men thực phẩm Phần 2 - Trường CĐ Lương thực Thực phẩm - 12
Công nghệ lên men thực phẩm Phần 2 - Trường CĐ Lương thực Thực phẩm - 12
Xem toàn bộ 105 trang tài liệu này.
+ Độ chiết của malt đại mạch khoảng 75÷82%;
+ Thời gian đường hóa: malt vàng 10÷20 phút ở 700C, malt đen 20÷30phút/700C;
+ pH dịch đường malt 5,5÷6,5;
+ Trong malt phải chứa các hệ enzyme thủy phân như amylase, protease, phitase, cytase…
1.2.2. Hoa houblon
Hoa houblon là nguyên liệu cơ bản thứ hai trong công nghệ sản xuất bia. Nó được còn người biết đến và đưa vào sử dụng 3000 năm trước công nguyên.


Hình 6.6. Hoa houblon
Houblon là loại cây lâu năm, đơn tính, thân gỗ mảnh, cao khoảng 2÷5m. Để dùng cho mục đích sản xuất bia, chỉ sử dụng hoa cái chưa thụ phấn. Nếu hoa đã thụ phấn thì giá trị công nghệ của nó bị giảm đi. Chính vì vậy mà người ta phải tiến hành loại bỏ ngay những cây đực trong vườn houblon.
Houblon phát triển tốt ở Trung Âu và Bắc Mỹ. Houblon trồng ở Tiệp khắc có chất lượng hàng đầu thế giới. Năng suất hoa houblon có thể đến 7000kg hoa tươi/ha, trung bình 5000÷6000kg/ha (1000÷1200 kg hoa khô/ha).
a) Vài trò của hoa houblon đối với công nghệ sản xuất bia
Hoa houblon được sử dụng trong sản xuất bia nhằm mục đích:
- Truyền mùi thơm và vị đắng cho bia;
- Tăng khả năng tạo bọt và giữ bọt cho bia;
- Tăng khả năng sát trùng cho bia.
Do tính năng cực kì quan trong như vậy nên hoa houblon là nguyên liệu không thay thế được trong công nghệ sản xuất bia.
b) Thành phần hóa học
Thành phần hóa học của houblon phụ thuộc vào giống và điều kiện canh tác. Thành phần hóa học của houblon bao gồm: chất đắng, polyphenol, protein, cellulose, tinh dầu hoa, chất khoáng… Thành phần hóa học trung bình của houblon được trình bày ở bảng 6.2.
Bảng 6.2. Thành phần hóa học trung bình của hoa houblon
Hàm lượng | Chỉ tiêu | Hàm lượng | |
Nước | 11÷ 13% | Cellulose | 12÷14% |
Chất đắng | 15÷21% | Chất khoáng | 5÷8% |
Polyphenol | 2,5÷6% | Tinh dầu hoa | 0,3÷3% |
Protein | 15÷21,5% | Các chất khác | 26÷28% |
Trong đó chất có giá trị nhất đối với bia là chất đắng, tiếp đến là tinh dầu hoa và polyphenol.
- Chất đắng: Chất đắng có giá trị tạo vị không thể thay thế được cho bia. Bên cạnh đó chất đắng còn tham gia tạo và giữ bọt bia. Chất đắng hoa có khả năng ức chế vi khuẩn Gram dương tốt do đó góp phần tạo sức kháng khuẩn cho sản phẩm. Các chất đắng có thể bị biến đổi dưới tác dụng của ánh sáng thành các đồng phân, các chất này thường thể hiện vị của bia đã bảo quản quá lâu. Chất đắng trong houblon gồm nhiều hợp chất, chia thành hai nhóm chính: nhựa mềm và nhựa cứng. Nhựa mềm là phần chất đắng tan trong hexane, là phần quan trọng trong sản xuất bia. Nhựa mềm gồm α- acid đắng và -acid đắng và các đồng phân của chúng. Nhựa cứng là phần chất đắng không tan trong hexane, ít có ý nghĩa trong sản xuất bia. Khi bảo quản trong thời gian dài ở điều kiện không đảm bảo thì phần nhựa mềm trong hoa giảm và phần nhựa cứng tăng lên.
+ Nhóm các α-acid đắng và đồng phân: Đây là thành phần giá trị nhất trong chất đắng của houblon, cung cấp vị đắng cho bia. Nhóm α-acid đắng theo thứ tự gồm humulone, cohumulone, adhumulone. Chúng có công thức phân tử cơ bản giống nhau, chỉ khác nhau ở nhóm –R (hình 6.7).

Hình 6.7. Cấu trúc của các acid đắng
1. α-acid đắng; 2. -acid đắng
R= CH2CH(CH2)2 (humulone và lupulone) CH2CH(CH2)2 (cohumulone và colupulone) CH(CH3)CH2CH3 (adhumulone và adlupulone)
Tuy không có nhóm carboxyl nhưng các chất này vẫn có thể tạo ra nhiều loại muối, vì vậy được gọi là các acid. Khả năng hòa tan của α-acid đắng vào nước là
khoảng 500mg/l, vào dịch đường ít hơn còn vào bia hầu như không đáng kể. Trong công đoạn đun hoa, các α-acid đắng không trực tiếp tan vào dịch mà biến đổi thành các đồng phân có khả năng tan tốt hơn và độ đắng cao hơn, quá trình này gọi là đồng phân hóa. Sản phẩm đồng phân hóa là các iso-α-acid đắng, gồm isohumulone, isocohumulone,… Đồng phân hóa quyết định hiệu suất khai thác chất đắng và sắc thái của vị đắng. Quá trình đồng phân hóa α-acid đắng được thể hiện hình 6.8.
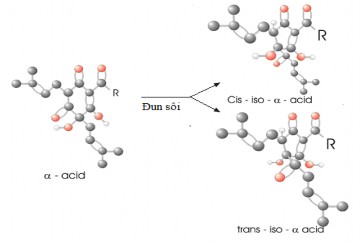
Hình 6.8. Quá trình đồng phân hóa α-acid
+ Nhóm -acid đắng: Gồm lupulone, colupulone, adlupulone. Giống như với α- acid đắng, các -acid đắng có công thức phân tử cơ bản giống nhau, chỉ khác nhau ở nhóm -R. Các -acid đắng không hòa tan. Các -acid đắng không thay đổi nhiều trong quá trình đun sôi nước nha. Chúng tham gia rất ít vào độ đắng của bia thành phẩm, trừ khi chúng bị oxy hóa thành hupulone trong khi bảo quản. Trong trường hợp này chúng sẽ tham gia tạo vị đắng.
- Dầu hoa: Dầu hoa là chất lỏng trong suốt màu vàng nhạt, có cường độ hương mạnh. Dầu hoa trong bia với hàm lượng nhỏ (thích hợp) sẽ cho mùi thơm đặc trưng dễ chịu. Dầu hoa houblon gồm khoảng 200 cấu tử, trong đó chủ yếu là terpen, rượu, ketone, aldehyde, ester và acid hữu cơ. Có thể chia thành các nhóm:
+ Nhóm hydrocarbon, chiếm khoảng 75%;
+ Hợp chất chứa oxy, chiếm 25%;
+ Một lượng nhỏ hợp chất chứa lưu huỳnh.
Trong số hydrocarbon, myrcene chiếm 60% tổng dầu hoa, dễ bay hơi và dễ bị oxy hóa, có mùi mạnh, khó chịu. -caryophyllene (khảng15%), -farnesene và humulene (0÷40%) là các cấu tử có mùi thơm dễ chịu.
- Polyphenol: Polyphenol chiếm khoảng 2÷5% chất khô, chủ yếu trong cuống và lõi hoa. Vai trò quan trọng nhất của polyphenol là liên kết với protein hoặc polypeptid cao phân tử tạo thành kết tủa. Các kết tủa này sẽ được loại bỏ khi qua công đoạn lắng, lọc, nhờ vậy làm tăng độ bền hóa lý của bia. Polyphenol cũng tham gia tạo vị, kháng khuẩn, tạo và giữ bọt bia. Tuy nhiên khi bị oxy hóa hoặc tác dụng với muối sắt sẽ tạo thành các phức chất đậm màu làm xấu màu bia, khi hiện diện với hàm lượng lớn, polyphenol cũng tham gia các phản ứng ngưng kết gây đục bia. Polyphenol houblon chủ yếu gồm tannin, flavonol, catechin và hợp chất anthocyanidin. Trong đó anthocyanidin chiếm đến 80%. Polyphenol houblon có khả năng ngưng tụ và hoạt tính cao hơn của malt đại mạch.
c) Các dạng sử dụng hoa houblon
Sử dụng hoa nguyên cánh trong sản xuất bia có ưu điểm là bảo toàn được chất lượng, nhưng có nhược điểm là khó bảo quản, chiếm nhiều thể tích và hiệu quả sử dụng không cao. Để khắc phục các nhược điểm trên, trong kỹ thuật sản xuất bia sử dụng các sản phẩm chế xuất từ hoa có nhiều ưu điểm như: dễ ổn định độ đắng cho bia, thời gian bảo quản gần như vô hạn,

lực đắng cao hơn so với của hoa nguyên, chi phí vận chuyển và bảo quản giảm, không cần sử dụng thiết bị tách bã hoa, dễ dàng được tự động nạp vào nồi đun hoa.
Ở nước ta hoa houblon được nhập từ Đức, Tiệp Khắc, Úc. Hai dạng sản phẩm hoa phổ biến là hoa viên và chất chiết xuất từ hoa.
* Hoa viên: Hoa viên là dạng
bảo quản rất tiện lợi, được sản xuất từ hoa khô. Yêu cầu đối với hoa viên: có khả năng tạo kết lắng nhanh khi đun sôi với dịch đường, làm trong dịch đường, hương thơm rõ rệt, có vị đắng dịu. Hiện
Hình 6.9. Các dạng sử dụng của houblon
(A): Hoa houblon nguyên cánh (B): Hoa houblon dạng bánh (C): Hoa houblon dạng viên
nay có các dạng viên houblon sau: viên dạng 90, viên được làm giàu, và viên đã được đồng phân hóa.
- Viên 90: Từ 100kg hoa khô sản xuất ra 90 kg viên hoa, chứa tất cả các thành phần quan trọng của hoa houblon. Cách sản xuất viên hoa 90 như sau: Hoa tươi được sấy ở không khí nóng 40÷500C đến khi đạt hàm ẩm 7÷9%, xay nhỏ thành bột với cỡ hạt 1÷5mm, trộn đều và nén thành dạng viên. Trong quá trình tạo viên, khống chế nhiệt độ không vượt quá 500C. Sau đó làm nguội với không khí lạnh 10÷20oC, đóng bao với hỗn hợp khí N2-CO2.
- Viên 45 (viên giàu lupuline): Từ 100kg hoa khô sản xuất ra 45kg viên hoa loại
45. Loại sản phẩm này chứa hàm lượng α acid đắng 6÷18%, lượng tạp chất giảm còn một nửa. Cách sản xuất viên hoa 45 như sau: hoa thô khô được nghiền bằng máy chuyên dụng và máy sàng để thu được bột mịn (<0,3mm) giàu các hạt lupuline. Sau đó bột được ép thành viên và đóng bao. Hiện đang có xu hướng gia tăng việc sử dụng dạng viên 45, do giảm được lượng bã hoa sau đun hoa và hạn chế polyphenol trong viên. Viên houblon được làm giàu có lực đắng cao hơn 10% so với của hoa nguyên, chủ yếu do phân tán nhanh trong nồi đun hoa, tăng được tổng diện tích bề mặt dẫn đến tăng cường độ trích ly và đồng phân hóa.
Hoa dạng viên dễ bị giảm chất lượng bởi oxy, hơi nước, do vậy phải sử dụng các loại bao cách khí và cách ẩm. Thường sử dụng loại bao polyethylene 4 lớp, có lớp nhôm kim loại. Để đạt hàm lượng oxy thấp hơn 0,5% thể tích, bao được nạp đầy khí trơ. Bao được đóng theo khối lượng viên/bao hoặc theo lượng α-acid/bao.
- Viên đã được đồng phân hóa: Sản phẩm mà trong đó α-acid đắng đã được đồng phân hóa. Viên hoa houblon đồng phân hóa được sản sản xuất theo cách tương tự như viên hoa thông thường nhưng trước khi nén thành viên người ta bổ sung 2% magnesium oxide (MgO) vào bột hoa sau khi nghiền. MgO giúp xúc tác cho quá trình đồng phân các α-acid đắng. Sau khi nén thành viên, các viên được đóng gói trong loại
bao chống thấm khí, chống ẩm cùng với một lượng khí trơ hoặc đóng gói chân không, đặt trong phòng có nhiệt độ 50oC giữ trong 14 ngày để α-acid đắng đồng phân hóa (hình 6.10). Trên 99% α-acid đắng được đồng phân trong điều kiện này.
Dạng đồng phân có ưu điểm hơn dạng viên thường do không cần phải qua đun hoa lâu để tạo đồng phân hóa, tăng hàm lượng α-acid, thời gian đun được rút ngắn, chi phí giảm, ít tạo cặn nóng; Hoa viên đã đồng phân hóa không cần bảo quản lạnh.
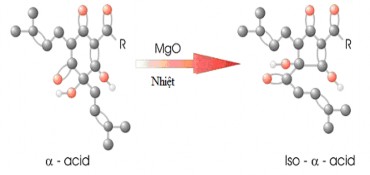
Hình 6.10. Đồng phân hóa α-acid thành iso-α-acid dưới tác dụng MgO và nhiệt
* Chế phẩm dạng chất trích ly: Hiện nay, người ta dùng dung môi như hecxan, methanol, ethanol, tricloetylen, CO2 siêu lỏng… để trích ly chất đắng trong houblon. Dung môi được ưa dùng nhất là CO2 siêu lỏng hoặc ethanol. Hai dung môi có khả năng hòa tan hoàn toàn nhựa và tinh dầu hoa. Trong đó trích ly bằng CO2 siêu lỏng (sufercritical CO2) đang được áp dụng ngày càng rộng rãi.
1.2.3. Nước
a) Vai trò của nước trong sản xuất bia
Nước chiếm 92÷94% trong bia và có vai trò quan trọng đối với chất lượng bia. Nước có nhiều chức năng như là thành phần chính trong bia, là môi trường cho quá trình đường hóa, lên men, dùng để xử lý nấm men, cấp lò hơi, cấp cho các thiết bị trao đổi nhiệt, vệ sinh thiết bị, dụng cụ chứa bia, vệ sinh nhà xưởng, cấp cho sinh hoạt.
Để có 1 lít bia phải dùng từ 4,5÷12 lít nước, trung bình 6 lít. Chi phí về nước chiếm vị trí quan trọng trong tổng chi phí sản xuất bia. Vì vậy, nước là yếu tố hàng đầu để chọn vị trí đặt nhà máy, chi phí về nước chiếm vị trí quan trọng trong tổng chi phí sản xuất.
b)Yêu cầu chất lượng nước dùng trong sản xuất bia
- Nước sẽ đi vào thành phẩm: gồm nước cho các công đoạn: nấu, rửa bã, pha chế phụ liệu... yêu cầu phải đạt tiêu chuẩn nước uống, không chứa mầm bệnh và các chất gây độc, pH nằm trong khoảng 6,5÷8,5.
- Nước rửa nấm men, nhân men, pha loãng men… phải đạt tiêu chuẩn đối với nước uống và không chứa vi sinh vật.
- Nước cấp cho lò hơi: Nước mềm, có độ cứng toàn phần bằng không để chống đóng cặn làm giảm hệ số trao đổi nhiệt.
c) Xử lý nước
Xử lý nước gồm ba nội dung chính: làm trong, khử chất hoà tan và khử vi sinh vật. Một quy trình xử lý nước thường là sự phối hợp của các quá trình sau:
- Bão hoà không khí: Tạo điều kiện để oxy xâm nhập vào nước oxy hoá các chất gây mùi, màu, một số chất vô cơ… Đồng thời tạo điều kiện để các chất gây mùi thoát