4.3.3 Kiểm tra khe hở nhiệt
Dùng thước lá có chiều dày đúng quy định lần lượt kiểm tra khe hở giữa đầu mỏ đòn gánh và đuôi xupáp của từng xupáp
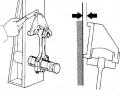
4.4 Điều chỉnh khe hở nhiệt xupáp
4.4.1 Điều chỉnh xupáp nạp

Dùng clê nới ốc hãm, dùng tuốcnơvít vặn vít điều chỉnh của xupáp nạp đến khi đưa thước lá vào khe hở kiểm tra thấy sít tay là được

Có thể bạn quan tâm!
-
 Chú Ý Khi Sử Dụng Và Khi Lắp Nhóm Trục Khuỷu Thanh Truyền.
Chú Ý Khi Sử Dụng Và Khi Lắp Nhóm Trục Khuỷu Thanh Truyền. -
 Cấu Tạo Và Nguyên Lý Làm Việc Của Cơ Cấu Phân Phối Khí
Cấu Tạo Và Nguyên Lý Làm Việc Của Cơ Cấu Phân Phối Khí -
 Những Hư Hỏng, Nguyên Nhân Và Biện Pháp Khắc Phục Của Cơ Cấu Phân Phối Khí 3.1.sửa Chữa Các Chi Tiết
Những Hư Hỏng, Nguyên Nhân Và Biện Pháp Khắc Phục Của Cơ Cấu Phân Phối Khí 3.1.sửa Chữa Các Chi Tiết -
 Hiện Tượng Hư Hỏng, Nguyên Nhân, Biện Pháp Khắc Phục
Hiện Tượng Hư Hỏng, Nguyên Nhân, Biện Pháp Khắc Phục -
 Nguyên Lý Làm Việc Của Hệ Thống Làm Mát Bằng Không Khí
Nguyên Lý Làm Việc Của Hệ Thống Làm Mát Bằng Không Khí -
 Hiện Tượng Hư Hỏng, Nguyên Nhân, Biện Pháp Khắc Phục
Hiện Tượng Hư Hỏng, Nguyên Nhân, Biện Pháp Khắc Phục
Xem toàn bộ 183 trang tài liệu này.
Hình 4.3.3
Hình 4.4.1
4.4.2 Điều chỉnh xupáp xả
Dùng clê nới ốc hãm, dùng tuốcnơvít vặn vít điều chỉnh của xupáp xả đến khi đưa thước lá vào khe hở kiểm tra thấy sít tay là được

Hình 4.4.2
4.4.3 Lắp nắp đậy xupáp
Dùng clê siết chặt đai ốc bắt nắp xupáp

Hình 4.4.3
4.4. Vệ sinh công nghiệp
A. Câu hỏi và bài tập thực hành
Bài tập 1: Bảo dưỡng bình lọc không khí.
Bài tập 2: Điều chỉnh khe hở nhiệt xupáp.
B. Ghi nhớ
Cần chú ý các nội dung trọng tâm sau:
- Phương pháp tìm điểm chết trên cuối kỳ nén.
- Khe hở nhiệt của xupáp.
BÀI ĐỌC THÊM
1. Kỹ thuật sửa chữa
1.1 Sửa chữa nắp máy
Nắp máy và các chi tiết của cơ cấu xupáp phải làm việc trong những điều kiện rất khắc nghiệt là nhiệt độ cao và chịu tác động cơ và nhiệt của tải trọng. Vì vậy phải xác định cho đúng phương pháp sửa chữa, căn cứ vào loại hư hỏng và vị trí của hư hỏng. Các khe nứt có thể vá bằng bột nhão êpôxi, bằng phương pháp hàn có nung nóng toàn bộ nắp máy.
Mặt phẳng lắp ghép giữa nắp máy và thân xi lanh, nếu bị cong vênh thì khắc phục bằng phương pháp mài mặt phẳng hoặc phay rồi mài. Xác định độ cong vênh của mặt phẳng lắp ghép bằng cách xê dịch mặt đó trên bàn máp có bôi phấn màu sau đó kiểm tra, nếu vết phấn bám đều lên bề mặt nắp xi lanh thì nắp phẳng, nếu phấn bám không đều thì bị cong vênh. Kiểm tra bằng cách đưa thước căn lá vào khe hở để kiểm tra, độ cong vênh khi kiểm tra <0,1mm, nếu lớn hơn phải đưa lên máy mài lấy đi một lớp kim loại bề mặt. Lưu ý không được lấy kim loại quá nhiều, cần giữ đúng chiều sâu nhỏ nhất cho phép của buồng đốt, do điều kiện kỹ thuật quy định.
Nếu không có máy mài có thể đưa nắp máy lên tấm phẳng có bột rà để mài.
Nếu bị cong vênh cục bộ có thể cạo hay giũa.
Bề mặt ổ đặt xupáp bị mòn hoặc bị rỗ, phải khắc phục bằng cách mài lại hoặc thay thế.
Đối với những ổ xupáp bị mòn nhiều (độ chìm của xupáp đối với bề mặt của nắp máy động cơ). người ta sửa chữa bằng các dao phay đặc biệt (hình 1.1).
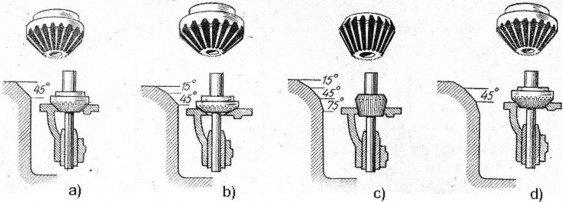
Hình 1.1 Gia công các ổ xupáp bằng dao phay
Trước tiên người ta lắp dao phay thô 2 (hình 1.1,a) với góc nghiêng 450 lên trên trục và đặt dao phay vào ổ xupáp sao cho đuôi của trục chui vào trong ống hướng dẫn 1 của xupáp. Vừa ấn trục xuống, vừa quay tay để cắt phần mấp mô của ổ. Sau đó, dùng
các dao phay có góc nghiêng 150 (hình 1.1,b) và 750 (hình 1.1,c) tạo cho mặt nghiêng của đĩa đĩa xupáp có bề rộng 23 mm và làm sạch bằng dao phay tinh với góc nghiêng 450 (hình 1.1,d). Trong trường hợp này, nếu
không phục hồi lại được độ kín sát, cần phải sửa chữa ổ xupáp bằng cách ép vành hoặc hàn đắp bằng gang trong ngọn lửa của mỏ hàn hơi.
1.2 Sửa chữa xupáp
Đặt xupáp nghiêng 450 so với đá mài, cho đá mài vừa quay vừa chuyển động tịnh tiến để mài vết xước. Sau khi mài xong kiểm tra độ tụt sâu của xupáp với ổ đặt.
Nếu đĩa xu páp quá mòn có thể sửa chữa bằng cách chùn và đàn ra để tăng đường kính của đĩa sau đó mài trơn và rà với ổ xupáp. Hoặc hàn tăng kích thước của đĩa xupáp sau đó đem mài.
1.3 Sửa chữa bạc dẫn hướng
Kiểm tra bằng cách đặt xupáp vào trong bạc dẫn hướng sau đó dùng tay lắc để kiểm tra. Chính xác hơn người ta bôi dầu nhờn vào đuôi xupáp sau đó thả xuống, nếu xupáp rơi nhanh thì khe hở lớn, nếu rơi từ từ thì khe hở nhỏ. Khi mòn các lỗ trong bạc dẫn hướng và các lỗ lắp bạc dẫn hướng của xupáp thì gia công bằng phương pháp doa theo kích thước sửa chữa, sửa chữa bạc dẫn hướng phải sửa song song với sửa xupáp. Nếu độ mòn lớn hơn dung sai, phải thay bạc dẫn hướng.
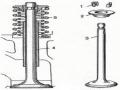
2.1 Sửa chữa các chi tiết khác
a) Lò xo xupáp: Là loại chịu nén được làm dưới dạng lò xo kép có bước làm việc trái chiều nhau để dập tắt dao động, vì làm việc có tần suất lớn nó thường bị giảm đàn tính, dẫn đến giảm độ kín của xupáp, nó có thể bị biến dạng làm thay đổi các bước của lò xo cũng như làm cho hai mặt phẳng ở đầu bị biến dạng, do để quá lâu lò xo bị ăn mòn hoặc bị nứt. Kiểm tra bằng cách kiểm tra độ đàn hồi của lò xo, dùng cân để kiểm tra dưới tác dụng của lực P lò xo bị lún xuống một khoảng H, nếu H không phù hợp thì độ đàn hồi của lò xo kém. Khi giảm độ đàn hồi người ta phục hồi bằng phương pháp nhiệt luyện, căng lò xo trên đồ gá 23 vòng sau đó kẹp chặt lại rồi đưa vào trong lò nhiệt luyện sau đó tôi hoặc ram.
Dùng phương pháp biến cứng bằng cách gõ nguội, kéo căng lò xo ra sau đó dùng búa gõ nhẹ. Hoặc bằng phương pháp lăn ép, lò xo được gá lên máy tiện con lăn luôn tì lên vòng xoắn của lò xo.
b) Trục cam: Trong quá trình làm việc, trục cam rất ít bị hao mòn, hao mòn chủ yếu ở đỉnh cam, hao mòn ở cổ trục chỗ lắp ghép với bạc trong thân khối xi lanh. Trục
cam cũng bị biến dạng cong, nứt, kiểm tra như kiểm tra trục khuỷu, nếu cong thì nắn theo phương pháp bình thường.
Sửa chữa cam sao cho nó trở về hình dáng ban đầu, cam bị mòn thì khắc phục bằng cách mài lại trên máy mài chép hình. Nếu đầu nhọn của cam bị mòn nhiều, có thể phục hồi theo phương pháp hàn bằng hợp kim sau đó mài sơ bộ trên thiết bị mài chạy điện và mài tinh trên máy mài chép hình.
2. Kỹ thuật điều chỉnh xupáp
2.1 Chỉnh xupáp một xi lanh
Khe hở nhiệt của xupáp hút là 0,35 mm; xupáp xả là 0,45 mm (động cơ D 12), điều chỉnh lúc máy nguội. Tháo chụp nắp xi lanh. Kiểm tra siết chặt các ê cu của gujông (bu lông cấy) giữ nắp xi lanh và trụ đòn gánh, khi cần thiết phải siết chặt lại. Cài cơ cấu giảm áp và quay trục khuỷu động cơ cho tới khi xupáp hút đóng lại. Để pít tông ở điểm chết trên. Dấu “ĐCT” được đánh dấu trên bánh đà trùng với dấu mũi tên trên rèm két nước. Sau đó ngắt cơ cấu giảm áp. Dùng thước lá để kiểm tra khe hở giữa đầu đòn gánh và đuôi xupáp hút và xả. Nếu cần điều chỉnh thì nới đai ốc hãm, xoay vít điều chỉnh lên hoặc xuống tuỳ theo yêu cầu, sau đó siết chặt êcu hãm. Dùng thước lá kiểm tra lại khe hở xupáp.
2.2 Chỉnh xupáp nhiều xi lanh
Trật tự chung điều chỉnh khe hở giữa xupáp và đòn gánh đối với tất cả các động cơ giống nhau, bao gồm những bước sau:
Sau khi siết chặt các trụ đỡ đòn gánh, gài cơ cấu giảm áp và quay trục khuỷu, nhìn chuyển động của các dòn gánh xupáp, xác định thời điểm kết thúc kỳ hút và bắt đầu kỳ nén ở xi lanh thứ nhất; tiếp tục quay trục khuỷu cho đến khi pít tông thứ nhất lên tới ĐCT; ngắt cơ cấu giảm áp và dùng thước lá đo khe hở giữa mỏ đầu đòn gánh và đuôi xupáp.
Nếu khe hở bị sai lệch, nới đai ốc hãm vít điều chỉnh và xoay vít cho tới khi đạt khe hở cần thiết, kiểm tra khe hở bằng thước lá; sau khi siết đai ốc hãm, kiểm tra lại khe hở và kiểm tra đảm bảo các cần đẩy con đội quay được một cách nhẹ nhàng;
Quay trục khuỷu đi nửa vòng điều chỉnh khe hở giữa xupáp và đòn gánh trong tất cả các xi lanh còn lại theo trật tự làm việc của động cơ.
3. Kỹ thuật rà xupáp, kiểm tra đóng kín xupáp
Khi động cơ làm việc, do những bề mặt làm việc của các ổ xupáp ở trong nắp xi lanh và mặt bên của đĩa xupáp bị mòn, độ kín sát của xupáp sẽ kém đi. Điều đó dẫn tới
hiện tượng mất mát công suất động cơ và tiêu hao nhiên liệu quá mức.
Độ kín sát của xupáp và ổ xupáp được hồi phục bằng cách sửa chữa. Nếu sửa chữa không được nữa, cần phải thay thế xupáp.
Trong điều kiện sử dụng bình thường của động cơ thì sau 3000 giờ làm việc mới phải chạy rà các xupáp.
Việc rà xupáp có thể phải tiến hành sớm hơn, nếu động cơ phải làm việc quá tải khi hệ thống nhiên liệu bị hư hỏng, cũng như trong điều kiện làm việc có nhiều bụi mà bình lọc không khí bị hư hỏng.
Trình tự rà xupáp phải tiến hành như sau:
Cạo sạch muội than ở xupáp, hốc xupáp, ống hướng dẫn và rửa bằng nhiên liệu
sạch;
Bôi một lớp bột rà nhão (nếu bột rà nhão đặc biệt không có, có thể tự tạo bằng cách trộn bột mài mịn với dầu nhờn) vào mép vát của xupáp. Khi bắt đầu rà, nên dùng bột nhão thô, sau cùng dùng bột tinh để đạt được độ bóng bề mặt;
Đặt dưới xupáp một lò xo mềm rồi dùng khoan tay hoặc dụng cụ chuyên dùng để rà, xoay xupáp đi 1/41/2 vòng về cả hai phía và dần dần xoay xupáp đi cả vòng đối với ổ xupáp.
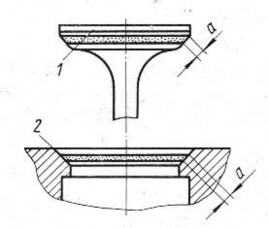
Hình 3.1 Rà bề mặt xupáp với ổ đặt
a- chiều rộng của dải mờ; 1-xupáp; 2-ổ đặt xupáp
Tiến hành rà đến khi trên mép vát của xupáp xuất hiện một dải mờ tròn đều a, rộng từ 1,5 mm trở lên. Độ thụt của đĩa xupáp xuống dưới mặt nắp máy không dưới 0,45 mm, nhưng không quá 2 mm (hình 3.1). Rửa sạch xupáp và ổ của nó bằng nhiên liệu sạch rồi kiểm tra chất lượng rà, lắp xupáp, lò xo vào trong nắp xi lanh và hãm chặt bằng các miếng hãm. Sau đó đặt nghiêng nắp xi lanh và đổ dầu hoả vào xupáp xả hoặc xupáp hút vừa được rà qua các lỗ dẫn không khí vào hoặc dẫn khí xả ra. Nếu rà tốt, sau
5 phút dầu hoả vẫn không thấm qua khe hở giữa xupáp và ổ. Tốt nhất là sau khi rửa xupáp và ổ nên rà lại một lần nữa bằng dầu nhờn. Sau khi rà xupáp phải rửa thật sạch các đường rãnh ở nắp máy
Bài 4: BẢO DƯỠNG, SỬA CHỮA HỆ THỐNG LÀM MÁT
Mục tiêu của bài:
Học xong bài này học viên có khả năng:
- Trình bày được nhiệm vụ, yêu cầu, phân loại hệ thống làm mát.
- Trình bày được sơ đồ cấu tạo và nguyên tắc hoạt động chung của hệ thống làm mát.
- Trình bày Hiện tượng hư hỏng, nguyên nhân, biện pháp khắc phục
- Sử dụng đúng, hợp lý các trang thiết bị, dụng cụ tháo lắp, kiểm tra, bảo dưỡng và sửa chữa
- Tháo lắp kiểm tra bảo dưỡng, và sữa chữa được những hư hỏng của hệ thống làm mát theo đúng quy trình, quy phạm và đảm bảo an toàn.
- Rèn luyện tính tỉ mỉ, cẩn thận, chịu khó.
Nội dung của bài:
1: Nhiệm vụ, yêu cầu và phân loại.
* Nhiệm vụ:
- Hấp thụ và truyền ra ngoài không khí một phần nhiệt nung nóng các chi tiết động cơ ( khoảng 30 3 5 % nhiệt lượng khí cháy sinh ra
).
- Duy trì nhiệt độ làm việc của động cơ trong khoảng 82 99 0C,
đảm bảo chế độ cháy thích hợp, giảm độc hại trong khí thải, tăng hiệu suất động cơ và đảm bảo khe hở làm việc giữa các chi tiết trong động cơ tránh gây kẹt bó làm hỏng chi tiết.
- Làm tăng nhiệt độ động cơ từ trạng thái khởi động tới nhiệt độ làm việc một cách nhanh chóng, làm tăng tính kinh tế của động cơ, tránh hiện tượng “ cháy nghèo “ kéo dài làm mòn chi tiết chuyển động, nhiễm bẩn dầu nhờn và ô nhiễm môi trường.
- Sử dụng một phần nhiệt lượng lấy từ động cơ để sưởi ấm khoang hành khách, ca bin. Ngoài ra nước bao quanh xi lanh còn có tác dụng thu hút tiếng động do hỗn hợp khí cháy nổ phát ra.
* Yêu cầu:
Tốc độ làm mát vừa đủ giữ cho nhiệt độ động cơ thích hợp.
Nếu làm mát bằng gió thì cánh tản nhiệt phải đảm bảo cho các xi lanh được làm mát như nhau.
Nếu làm mát bằng nước phải đảm bảo đưa nước có nhiệt độ thấp đến vị trí có nhiệt độ cao, nước phải chứa ít iôn.
Kết cấu của hệ thống làm mát phải có khả năng xả hết nước khi súc rửa để sử dụng bảo quản dễ dàng.
* Phân loại:
Chia 2 loại: làm mát bằng không khí và bằng nước.
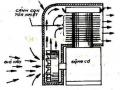
+ Hệ thống làm mát bằng không khí (hình1)
- Gồm có 3 bộ phần chủ yếu: các cánh tản nhiệt trên thân và nắp xi lanh, quạt gió và bản dẫn gió. Nhiệt được trực tiếp truyền ra ngoài không khí.
- Đặc điểm : gọn nhẹ, đơn giản nhưng hiệu quả làm mát thấp, thường sử dụng cho động cơ 2 kỳ, 4 kỳ cỡ nhỏ.