6. Bài thực hành số 2: Hàn tiếp xúc điểm 2 phía 2 tấm thép Cr18Ni19
6.1. Đọc bản vẽ
6
50
RSW
10
220
(5)
1
68
40
1
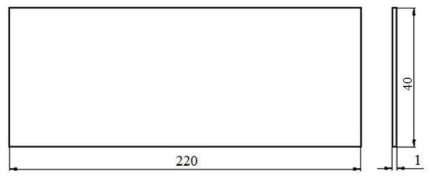
Hình 1. 8: Bản vẽ liên kết hàn điểm
- Kích thước phôi hàn: (220×40×1)mm
- Khoảng chồng lên nhau của 2 tấm: 12mm
- Số điểm hàn: 5 điểm
- Khoảng các giữa các điểm hàn: 50mm
- Điểm hàn cách 2 đầu: 10 mm
- Đường kính điểm hàn: 6 mm Yêu cầu kỹ thuật:
- Chi tiết sau hàn không bị biến dạng cong vênh, điểm hàn không bị loét, không bị bung
- Đảm bảo an toàn và vệ sinh công nghiệp
6.2. Chuẩn bị
6.2.1. Thiết bị
- Máy hàn điểm SLP 35A5
- Máy nén khí
- Hệ thống làm mát bằng nước
- Điện cực.
6.2.2. Dụng cụ
Chuẩn bị dụng cụ: Kéo cần, kéo tay, máy mài, bàn chải sắt, giũa, đe, búa, thước lá, mỏ lết
6.2.3.Vật liệu
Thép tấm (220x40x1) mm Yêu cầu:
Nắn thẳng, nắn phẳng phôi
Làm sạch bề mặt 2 tấm phôi chỗ hàn: bằng bàn chải sắt
Hình 1.9: Phôi hàn
6.2.4. Chọn chế độ hàn
Chế độ hàn chọn chế độ hàn theo bảng 1.2
Bảng 1. 2: Chế độ hàn thép X18N19 (Cr18Ni19)
Đường kính tiếp xúc của điện cực (mm) | Lực ép (kN) | Thời gian hàn (s) | Ih 103 [A] | |
0,8 | 5 ÷ 6 | 1,2 ÷ 2,0 | 0,5 ÷ 0,7 | 3,5 ÷ 4,5 |
1,0 | 6 ÷ 7 | 2,5 ÷ 3,5 | 0,9 ÷1,1 | 4,5 ÷ 5,5 |
1,5 | 6 ÷ 7 | 3,5 ÷ 4,5 | 1,1 ÷ 1,3 | 5,5 ÷ 7,0 |
Có thể bạn quan tâm!
-
 Thực hành các phương pháp hàn khác - 1
Thực hành các phương pháp hàn khác - 1 -
 Bài Thực Hành Số 1: Hàn Tiếp Xúc Đường 2 Tấm Thép C Thấp
Bài Thực Hành Số 1: Hàn Tiếp Xúc Đường 2 Tấm Thép C Thấp -
 Thực hành các phương pháp hàn khác - 4
Thực hành các phương pháp hàn khác - 4 -
 Thực hành các phương pháp hàn khác - 5
Thực hành các phương pháp hàn khác - 5
Xem toàn bộ 49 trang tài liệu này.
Bảng 1. 3: Chế độ hàn thép X25H20 (Cr25Ni20)
Đường kính tiếp xúc của điện cực (mm) | Lực ép (kN) | Thời gian hàn (s) | Ih 103 [A] | |
0,2 | 2,5 3 | 0,5 0,8 | 0,02 0,06 | 2,2 2,8 |
0,5 | 4 5 | 1,0 1,5 | 0,04 0,08 | 3,2 3,8 |
0,8 | 5 6 | 1,8 2,5 | 0,08 0,12 | 4,0 4,8 |
1,0 | 5 6 | 2,5 3,5 | 0,1 0,16 | 4,4 5,6 |
1,5 | 7 8 | 4,0 5,5 | 0,16 0,24 | 5,5 7,5 |
2,0 | 8 10 | 5,0 6,5 | 0,2 0,3 | 6,5 8,5 |
Khi hàn các tấm thép có chiều dày không đồng nhất, chế độ hàn được xác định theo tấm có chiều dày bé và tăng Ih lên 10 ÷ 20%.
- Đường kính tiếp xúc của điện cực: de = 6mm
- Khoảng cách giữa các bước hàn L = 50 mm
- Khoảng chồng lắp lên nhau theo chiều dày tấm hàn, B=12mm
6.3. Tiến hành hàn
te - thời gian ép th - thời gian hàn tc - thời gian chờ
tn - thời gian nghỉ
P, I
te thtc tn
e
h
0
§iÖn cùc trªn ®i xuèng
t [s]
§iÖn cùc trªn ®i lªn
Ê n c«ng t¾c ®¹p ch©n
P I
- Điều chỉnh áp suất khí nén bằng van điều áp từ 2-4 kG/cm2
- Chọn chế độ hàn 1 (Weld Condition 2)
- Đặt lực ép Pe = 2,5 kN
- Đặt dòng điện hàn: Ih=5000 A
- Đặt thời gian ép te = 2 s
- Đặt thời gian hàn th = 1 s
- Đặt thời gian chờ tc = 2 s
- Đặt thời gian nghỉ tn = 1 s
Hình 1.10: Chu trình hàn điểm
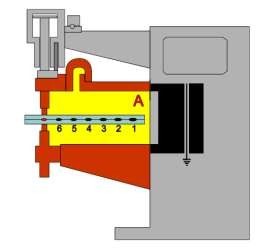
- Đóng mạch sơ cấp nguồn hàn Hình 1.11: Trình tự thực hiện các điểm hàn
- Bật công tắc nguồn số 4 trên panel điều khiển về vị trí ON
- Chuyển công tắc số 7 sang vị trí SEQUENCE TEST (kiểm tra chu trình làm việc)
- Đưa vật hàn vào khoảng giữa 2 điện cực
- Ấn công tắc đạp chân
- Bắt đầu quá trình kiểm tra chu trình hàn (không có dòng điện hàn)
- Kết thúc quá trình kiểm tra chu trình hàn
- Chuyển công tắc số 7 sang vị trí WELD (hàn)
- Ấn công tắc đạp chân (bắt đầu quá trình hàn)
- Hàn các điểm hàn tiếp theo: dịch chuyển đến vị trí hàn đã chuẩn bị, sau đó ấn công tắc đạp chân. Trình tự cứ lặp lại cho đến khi kết thúc
- Kết thúc công việc hàn: Lấy vật hàn ra
- Làm sạch sản phẩm (nếu cần)
- Kiểm tra, đánh giá sơ bộ bằng mắt thường: Nhằm đánh giá sơ bộ chất lượng hàn
6.4. Một số khuyết tật, nguyên nhân và cách khắc phục.
6.4.1. Mối hàn bị bung
a) Nguyên nhân
- Bề mặt tiếp xúc giữa 2 tấm hàn không tốt
- Thời gian hàn chưa đủ, dòng hàn nhỏ
- Do thời gian chờ quá ngắn
b) Cách khắc phục
- Chuẩn bị bề mặt mối hàn cho tốt
- Thời gian đảm bảo, tăng dòng hàn
- Tăng thời gian chờ
6.4.2. Mối hàn bị lòm
a) Nguyên nhân
- Do lực ép quá lớn
- Dòng hàn cao quá
b) Cách khắc phục
- Điều chỉnh lực ép cho đúng
- Điều chỉnh chế độ hàn cho phù hợp
7. An toàn lao động và vệ sinh xưởng thực tập
7.1. An toàn lao động
- Luôn mang mặc trang bị bảo hộ lao động đầy đủ theo qui định,
- Mặc quần áo bảo hộ, đi giày bảo hộ có đầu bịt sắt,
- Đeo găng tay da, đeo kính bảo hộ (kính trắng), mặt nạ hàn.
- Khi thực hiện các quá trình cắt cần đeo kính bảo hộ lọc sáng (kính sẫm) với độ tối phù hợp.
- Đeo nút bịt tai để giảm tác hại của tiếng ồn,
- Chỉ được vận hành, sử dụng các thiết bị, dụng cụ… trong xưởng khi được giáo viên phụ trách hướng dẫn kỹ lưỡng và cho phép vận hành.
- Trong quá trình vận hành, sử dụng máy móc, thiết bị… nếu xảy ra bất kỳ sự cố nào cần phải cắt nguồn điện vào máy và thông báo ngay cho giáo viên phụ trách để xử lý. Tuyệệt đối không được tự ý sửa chữa.
7.2. Vệ sinh phân xưởng
- Sau mỗi ca thực tập phải sắp xếp các trang thiết bị-máy móc, dụng cụ gọn gàng, ngăn nắp đúng nơi qui định.
- Quét dọn xưởng thực tập sạch sẽ
7.3. Bảo trì, bảo dưỡng máy hàn
- Để máy hàn hoạt động tốt, cần phải bảo dưỡng máy theo định kỳ:
- Đặt máy ở nơi khô thoáng, sạch sẽ. Hàng ngày, sau khi kết thúc công việc cần lau chùi bụi bẩn trên thân máy
- Hàng tháng hoặc 3 tháng một lần: Kiểm tra, thay thế các nhãn bị hỏng trên thân máy (nhãn cảnh báo, nhãn thông số máy…). Chú ý: không được xé bỏ hoặc sơn phủ lên các nhãn này. Kiểm tra, sửa chữa hoặc thay thế kìm hàn, kẹp mát hoặc dây cáp hàn bị hỏng, đầu cốt nối giữa máy hàn với dây cáp hàn. Thổi/hút bụi bẩn trong và ngoài máy.
Bài 02: HÀN ĐƯỜNG
1. Mục tiêu
- Trình bày nguyên lý hoạt động của máy hàn đường.
- Kết nối, vận hành thành thạo, an toàn đúng quy trình máy hàn đường.
- Thực hiện các mối hàn chắc, sản phẩm hàn không cong vênh, biến dạng.
- Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng. Đảm bảo an toàn cho người, thiết bị.
2. Điều kiện thực hiện 2.1.Thiết bị dụng cụ
- Máy hàn đường
- Bộ thiết bị hàn đường
- Bộ dụng cụ hàn
- Bộ bảo hộ lao động
- Dụng cụ đo kiểm tra kích thước mối hàn
2.2. Vật liệu
- Thép tấm có kích thước (220x40x1)
2.3. Các điều kiện khác
- Giáo trình kỹ thuật hàn, tài liệu tham khảo, máy chiếu đa năng, dụng cụ, trang bị bảo hộ lao động
3. Nội dung
3.1. Nguyên lý hoạt động
3.1.1. Sơ đồ cấu tạo
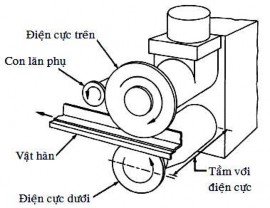
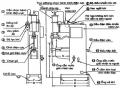
Hình 2. 1: Thiết bị hàn đường
Chú thích:
1. Ổ cắm điện 6. Cáp dẫn điện
2. Nguồn điện hàn 7. Đĩa điện cực trên
3. Giá đỡ trên 8. Đĩa điện cực dưới
4. Giá đỡ dưới 9. Công tắc đạp chân
5. Bộ phận tạo áp lực 10. Vật hàn
3.1.2. Nguyên lý hoạt động
Trong hàn đường ngoài dòng điện hàn ta cần phải có lực ép sơ bộ và lực ép trong suốt quá trình hàn. Dòng điện hàn đi qua vật hàn thông qua điện cực. Khác với hàn điểm, lực ép chỉ tác dụng khi có dòng điện chạy qua, có nghĩa là điện cực sẽ tách khỏi vật hàn khi kết thúc quá trình hàn (ngắt dòng điện hàn).
Quá trình hàn diễn ra liên tục, do vậy các điểm hàn sau được nung nóng sơ bộ để tăng giới hạn thể tích kim loại đạt đến trạng thái chảy trước khi hàn. Sau đó kim loại được làm nguội, dưới tác dụng của lực ép cho đến khi mối hàn đủ bền để giữ chặt 2 chi tiết lại với nhau. Mật độ dòng điện hàn và lực ép phải đủ lớn để đảm bảo tạo ra mối hàn (nugget) nhưng không được cao quá nếu không kim loại nóng chảy sẽ bị tràn ra khỏi vùng hàn. Khoảng thời gian hàn đủ ngắn để ngăn cản nhiệt lượng hình thành trên bề mặt điện cực. Vì nó có thể làm dính điện cực vào vật hàn làm giảm tuổi thọ làm việc của điện cực. Nhiệt độ yêu cầu của quá trình hàn này phụ thuộc vào điện trở khi có dòng điện đi qua vật hàn. Bởi vì dòng ngắn mạch đi qua vật hàn và giới hạn thời gian hàn. Khi dòng hàn cao đồng nghĩa với nhiệt độ tại chỗ hàn cao.
Hàn đường có thể chia làm hai loại
- Hàn đường không liên tục
- Hàn đường không liên tục
3.2. Quy trình vận hành
3.2.1 Vận hành thiết bị điều khiển máy hàn đường WT-75
1. Bộ phận điều khiển máy hàn

Hình 2. 2: Bảng điều chỉnh tốc độ quay của đĩa điện cực
Trong đó:
1. Đèn báo nguồn
2. Công tắc nguồn
3. Công tắc chọn chiều quay của đĩa điện cực
4. Điều chỉnh tốc quay của đĩa điện cực
2. Van giảm áp
- Muốn điều chỉnh áp suất khí ra ta chỉ việc ấn van số 5 và vặn theo chiều kim đồng hồ cho đến khi nào đồng hồ chỉ thị áp suất khí ra đạt yêu cầu thì dừng lại. Nếu áp suất khí nén quá lớn ta cũng ấn van số 5 sau đó vặn ngược chiều kim đồng hồ điều chỉnh áp suất khí ra cho phù hợp.

Chú thích:
1. Đường khí nén vào
2. Đường khí nén ra
3. Bầu lọc
4. Đồng hồ đo áp suất ra
5. Van điều chỉnh áp suất khí ra
3. Bộ điều khiển chế độ hàn - KF7319

Chú thích:
Hình 2. 3: Van giảm áp
Hình 2.4:
Bảng điều khiển chế độ hàn
1. Công tắc chuyển chế độ hàn hoặc kiểm tra
2. Công tắc chuyển chế độ hàn liên tục hoặc gián đoạn
3. Nút điều chỉnh
4. Đồng hồ hiển thị số
5. Đồng hồ hiện thị số chu kỳ
6. Nút điều chỉnh số chu kỳ hàn
7. Phím chọn chức năng
8. Thiết lập lại thông số hàn (xóa chế độ hàn trước)
9. Lực ép
10. Thời gian tăng dòng
11. Dòng đỉnh
12. Dòng nền
13. Thời gian giảm dòng
14. Thời gian giữ
Để thiết lập thông số hàn ta sử dụng phím ấn số 7 khi ấn các chế độ được chọn sẽ sáng đèn
3.3 Đặc điểm và ứng dụng của hàn đường
- Mối hàn đơn giản, bền ,đẹp, kín.
- Dùng để chế tạo những chi tiết thép các bon thấp, thép không gỉ, thép bền nóng, hợp kim nhẹ có chiều dày từ 0,1 ÷ 1,5 mm.
- Trong một số trường hợp có thể hàn đến chiều dày 2mm (thép các bon thấp mềm).