- Phạm vi ứng dụng trong các ngành công nghiệp: Chế tạo ô tô, thiết bị lạnh, hàng tiêu dùng …
- Hạn chế: Chiều dày vật hàn
Bảng 2.1: Hạn chế chiều dày vật liệu
Chiều dày tối đa mm | |
Thép chống mài mòn | 2 + 2 |
Thép ít các bon cán nóng | 1,75 + 1,75 |
Thép không gỉ, thép bền nhiệt | 1,5 + 1,5 |
Đồng thau, đồng thanh chì | 1,2 + 1,2 |
Hợp kim nhôm | 1,5 + 1,5 |
Có thể bạn quan tâm!
-
 Thực hành các phương pháp hàn khác - 1
Thực hành các phương pháp hàn khác - 1 -
 Thực hành các phương pháp hàn khác - 2
Thực hành các phương pháp hàn khác - 2 -
 Thực hành các phương pháp hàn khác - 4
Thực hành các phương pháp hàn khác - 4 -
 Thực hành các phương pháp hàn khác - 5
Thực hành các phương pháp hàn khác - 5
Xem toàn bộ 49 trang tài liệu này.
a
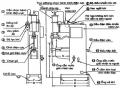
3.4. Các dạng mối hàn chủ yếu
n v/p
P
n v/p
P
Hình 2.5: Các dạng mối hàn chủ yếu
3.4.1. Mối hàn giáp mối
- Bố trí vật hàn ngoài máy hàn nên tránh được mối hàn bị chéo (cắt).
- Bảo đảm điều kiện hàn trên toàn bộ chu vi mối hàn nên chất lượng mối hàn đều trên toàn bộ mối hàn.
Phải dập phôi nên phải dùng máy ép lớn nên chỉ phù hợp khi sản xuất hàng loạt, hàng khối …
Yêu cầu:
- Chiều rộng gấp mép a mm phụ thuộc vào chiều dày. S = 1 mm; a = 12 mm
S = 1,5 mm a = 16 mm
S = 2,0 mm a = 20 mm
Nếu a bé có khả năng ép kim loại nóng chảy về một phía kèm theo sự dát mỏng cục bộ chi tiết, do đó làm giảm độ bền mối hàn.
Bình thường chiều dày vật hàn tại chỗ hàn gần 2S.
3.4.2 Mối hàn chồng
- Nhận được ứng dụng rộng rãi trong công nghiệp amin = 12÷18 mm
- Chiều dày chỗ hàn gần 2S
- Để làm phẳng mối hàn ta thường dùng các biện pháp sau:
- Dùng con lăn rộng trên mối hàn hẹp (h.b), a=(1,5 ÷ 2)S.
- Hàn có tấm đệm.
- Dùng dây phụ đặt trên mối hản. Tất cả những biện pháp trên không hoàn toàn đảm bảo chất lượng mối hàn, thường không vượt quá 50% độ bền vật liệu cơ bản.
Khi hàn mối hàn hẹp gây chóng mòn đáng kể con lăn điện cực.
Dùng tấm đệm và dây phụ tạo điều kiện cho quá trình hàn.
Hàn đường thường được dùng để chế tạo các chi tiết trụ. Khi hàn chi tiết trụ phức tạp nhất chỗ giao nhau. Khi nung nóng không đủ sẽ tạo khe hở và không kín.
Hình 2.6: Liên kết hàn trụ
4. Bài thực hành số 1: Hàn tiếp xúc đường 2 tấm thép C thấp
4.1. Đọc bản vẽ
6 220 RSEW
1
40
1
68
220
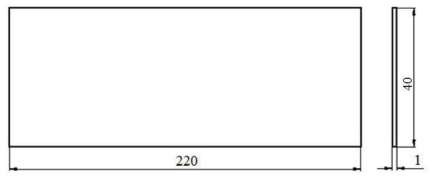
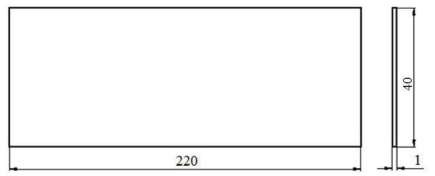
Hình 2.7: Bản vẽ liên kết hàn đường
- Kích thước phôi hàn: (220×40×1)
- Khoảng chồng lên nhau của 2 tấm: 12
- Chiều dài đường hàn: 220
- Bề rộng đường hàn: 6 Yêu cầu kỹ thuật:
- Hàn được mối hàn đảm bảo yêu cầu kỹ thuật: mối hàn ngấu đều, không bị bung, bề mặt kim loại cơ bản tiếp xúc với điện cực không bị loét.
- Chi tiết sau hàn không bị biến dạng cong vênh, điểm hàn không bị loét, không bị bung
- Đảm bảo an toàn và vệ sinh công nghiệp
4.2. Chuẩn bị
4.2.1. Thiết bị
- Máy hàn tiếp xúc đường WT-75
- Máy nén khí
- Hệ thống làm mát bằng nước
4.2.2. Dụng cụ
Chuẩn bị dụng cụ: Kéo cần, kéo cắt tôn, máy mài, bàn chải sắt, giũa, đe, búa, thước lá, mỏ lết
4.2.3.Vật liệu
- Phôi hàn: thép tấm CT31 kích thước 220x40x1 mm
- Nắn thẳng, nắn phẳng phôi: Dùng búa, đe
- Làm sạch bề mặt 2 tấm phôi chỗ hàn: bằng bàn chải sắt
Hình 2.8: Phôi hàn
4.2.4. Chọn chế độ hàn
Chế độ hàn chọn chế độ hàn theo bảng 2.2
Bảng 2. 2: Chế độ hàn tiếp xúc đường thép Cac bon thấp (Dòng điện xoay chiều
một pha)
Dòng điện hàn I [kA] | Thời gian hàn t [s] | Tốc độ hàn Vh [m/phút] | Lực ép Fe [kN] | |
0,5 + 0,5 | 7 ÷ 8 | 0,02 ÷ 0,04 | 1 ÷ 1,2 | 1,5 ÷ 2 |
0,8 + 0,8 | 8,5 ÷ 10 | 0,04 ÷ 0,06 | 0,9 ÷ 1 | 2 ÷ 3 |
1,0 + 1,0 | 10,5 ÷ 12 | 0,06 ÷ 0,08 | 0,8 ÷ 0,9 | 3 ÷ 4 |
1,2 + 1,2 | 12 ÷13 | 0,08 ÷ 0,10 | 0,7 ÷ 0,8 | 4 ÷ 5 |
1,5 + 1,5 | 13 ÷ 14,5 | 0,12 ÷ 0,14 | 0,6 ÷ 0,7 | 5 ÷ 6 |
2,0 + 2,0 | 15,5 ÷ 17 | 0,16 ÷ 0,18 | 0,5 ÷ 0,6 | 7 ÷ 8 |
3,0 + 3,0 | 18 ÷ 20 | 0,24 ÷ 0,32 | 0,4 ÷ 0,5 | 9 ÷10 |
Bảng 2. 3: Chế độ hàn tiếp xúc đường thép Cac bon thấp (Điện cực trần)
Chiều rộng b [mm] | Lực tác dụng [kN] | Tốc độ hàn [m/phút] | Dòng điện hàn [A] 103 | Khoảng chồng lên nhau [mm] | |
0,25 | 4,5 | 1,46 | 2 | 8 | 9 |
0,5 | 5 | 2,1 | 1,9 | 11 | 11 |
0,8 | 6 | 3,3 | 1,8 | 13 | 12 |
1,0 | 6 | 3,6 | 1,7 | 15 | 12 |
1,2 | 7,8 | 3,84 | 1,6 | 16,5 | 14 |
1,5 | 7,8 | 4,4 | 1,6 | 17,5 | 15 |
2,0 | 9,5 | 5,5 | 1,3 | 19 | 17 |
2,5 | 11 | 6,2 | 1,2 | 20 | 19 |
3,0 | 12 | 7,2 | 1,2 | 21 | 20 |
3,5 | 12 | 8,1 | 1,1 | 22 | 22 |
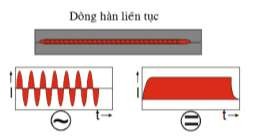
Hình 2.9: Chu trình hàn tiếp xúc đường
- Đường kính đĩa điện cực: D = 200 mm
- Bề rộng của đĩa điện cực b = 6 mm
- Xác định khoảng chồng lắp lên nhau theo chiều dày tấm hàn (bảng ….); L=12mm
- Điều chỉnh áp suất khí nén bằng van điều áp từ 2-4 kG/cm2
- Đặt dòng điện hàn: Ih=15000 A
- Đặt lực ép F = 3,6 kN
- Đặt thời gian hàn th = 2 s
- Đặt thời gian nghỉ tn = 1 s
- Tốc độ hàn Vh=1,7 m/phút
4.3. Tiến hành hàn
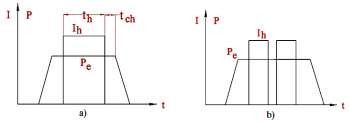
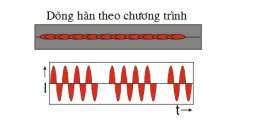
Hình 2.10: Chu trình hàn đường: a) liên tục; b) không liên tục
- Đóng mạch sơ cấp nguồn hàn
- Bật công tắc nguồn số 2 trên về vị trí ON
- Chuyển công tắc số 1 trên bảng điều khiển sang vị trí TEST (kiểm tra chu trình làm việc)
- Đưa vật hàn vào khoảng giữa 2 điện cực
- Ấn công tắc đạp chân
- Bắt đầu quá trình kiểm tra chu trình hàn (không có dòng điện hàn)
- Kết thúc quá trình kiểm tra chu trình hàn
- Chuyển công tắc số 1 trên panel điều khiển sang vị trí WELD (hàn)
- Ấn công tắc đạp chân (bắt đầu quá trình hàn)
- Quá trình hàn được thực hiện cho đến khi hết chiều dài đường hàn
- Kết thúc công việc hàn: Lấy vật hàn ra
- Làm sạch sản phẩm (nếu cần)
- Kiểm tra, đánh giá sơ bộ bằng mắt thường
4.4. Một số khuyết tật, nguyên nhân và cách khắc phục
4.4.1. Mối hàn bị bung
a) Nguyên nhân
- Bề mặt tiếp xúc giữa 2 tấm hàn không tốt
- Thời gian hàn chưa đủ, dòng hàn nhỏ
- Do thời gian chờ quá ngắn
b) Cách khắc phục
- Chuẩn bị bề mặt mối hàn cho tốt
- Điều chỉnh chế độ hàn cho phù hợp
4.4.2. Mối hàn bị lòm
a) Nguyên nhân
- Do lực ép quá lớn
- Dòng hàn cao quá
b) Cách khắc phục
- Điều chỉnh lực ép cho đúng
- Điều chỉnh chế độ hàn cho phù hợp
5. Bài thực hành số 2: Hàn tiếp xúc đường thép hợp kim
5.1. Đọc bản vẽ
6 220 RSEW
1
40
1
68
220
Hình 2.11: Bản vẽ liên kết hàn đường
- Kích thước phôi hàn: (220×40×1)mm
- Khoảng chồng lên nhau của 2 tấm: 12mm
- Chiều dài đường hàn: 220mm
- Bề rộng đường hàn: 6 mm Yêu cầu kỹ thuật:
- Hàn được mối hàn đảm bảo yêu cầu kỹ thuật: mối hàn ngấu đều, không bị bung, bề mặt kim loại cơ bản tiếp xúc với điện cực không bị loét.
- Chi tiết sau hàn không bị biến dạng cong vênh, điểm hàn không bị loét, không bị bung
- Đảm bảo an toàn và vệ sinh công nghiệp
5.2. Chuẩn bị
5.2.1. Thiết bị
- Máy hàn tiếp xúc đường WT-75
- Máy nén khí
- Hệ thống làm mát bằng nước
5.2.2. Dụng cụ
Chuẩn bị dụng cụ: Kéo cần, kéo tay, máy mài, bàn chải sắt, giũa, đe, búa, thước lá, mỏ lết
5.2.3.Vật liệu
- Cắt phôi hàn: thép tấm CT31 kích thước 220x40x1
- Nắn thẳng, nắn phẳng phôi
- Làm sạch bề mặt 2 tấm phôi chỗ hàn
Hình 2.12: Phôi hàn
5.2.4. Chọn chế độ hàn
Chế độ hàn chọn chế độ hàn theo bảng
Bảng 2. 4 Bảng chế độ hàn tiếp xúc đường thép không gỉ (Dòng điện xoay chiều một pha)
Dòng điện hàn I [kA] | Thời gian hàn t [s] | Tốc độ hàn Vh [m/phút] | Lực ép Fe [kN] | |
0,5 + 0,5 | 29 | 0,06 | 200 | 3 |
0,8 + 0,8 | 32 | 0,10 | 150 | 4 |
1,0 + 1,0 | 36 | 0,12 | 150 | 5 |
1,2 + 1,2 | 38 | 0,14 | 120 | 6 |
1,5 + 1,5 | 41 | 0,16 | 120 | 7 |
2,0 + 2,0 | 48 | 0,18 | 100 | 10 |
3,0 + 3,0 | 61 | 0,24 | 70 | 15 |
- Đường kính đĩa điện cực: D = 200 mm
- Bề rộng của đĩa điện cực b = 6 mm
- Xác định khoảng chồng lắp lên nhau theo chiều dày tấm hàn (bảng ….); L = 12mm
- Điều chỉnh áp suất khí nén bằng van điều áp từ 2-4 kG/cm2
- Đặt dòng điện hàn: Ih=8000 A
- Đặt lực ép F = 3,5 kN
- Đặt thời gian hàn th = 4 s
- Đặt thời gian nghỉ tn = 2 s
- Tốc độ hàn Vh=0,7 m/phút
- Đóng mạch sơ cấp nguồn hàn
- Bật công tắc nguồn số 2 trên về vị trí ON
- Chuyển công tắc số 1 trên bảng điều khiển sang vị trí TEST (kiểm tra chu trình làm việc)
- Đưa vật hàn vào khoảng giữa 2 điện cực
- Ấn công tắc đạp chân
- Bắt đầu quá trình kiểm tra chu trình hàn (không có dòng điện hàn)
- Kết thúc quá trình kiểm tra chu trình hàn
- Chuyển công tắc số 1 trên panel điều khiển sang vị trí WELD (hàn)
- Ấn công tắc đạp chân (bắt đầu quá trình hàn)
- Quá trình hàn được thực hiện cho đến khi hết chiều dài đường hàn
- Kết thúc công việc hàn: Lấy vật hàn ra
- Làm sạch sản phẩm (nếu cần)
- Kiểm tra, đánh giá sơ bộ bằng mắt thường: Nhằm đánh giá sơ bộ chất lượng hàn
5.3. Tiến hành hàn
- Đóng mạch sơ cấp nguồn hàn
- Bật công tắc nguồn số 2 trên về vị trí ON
- Chuyển công tắc số 1 trên bảng điều khiển sang vị trí TEST (kiểm tra chu trình làm việc)
- Đưa vật hàn vào khoảng giữa 2 điện cực
- Ấn công tắc đạp chân
- Bắt đầu quá trình kiểm tra chu trình hàn (không có dòng điện hàn)
- Kết thúc quá trình kiểm tra chu trình hàn
- Chuyển công tắc số 1 trên panel điều khiển sang vị trí WELD (hàn)
- Ấn công tắc đạp chân (bắt đầu quá trình hàn)
- Quá trình hàn được thực hiện cho đến khi hết chiều dài đường hàn
- Kết thúc công việc hàn: Lấy vật hàn ra
- Làm sạch sản phẩm (nếu cần)
- Kiểm tra, đánh giá sơ bộ bằng mắt thường: Nhằm đánh giá sơ bộ chất lượng hàn
5.4. Một số khuyết tật, nguyên nhân và biện pháp khắc phục
5.4.1. Mối hàn bị bung
a) Nguyên nhân
- Bề mặt tiếp xúc giữa 2 tấm hàn không tốt
- Thời gian hàn chưa đủ, dòng hàn nhỏ
- Do thời gian chờ quá ngắn
b) Cách khắc phục
- Chuẩn bị bề mặt mối hàn cho tốt