LỜI NÓI ĐẦU
Tập bài giảng Thực hành các phương pháp hàn khác được biên soạn theo Chương trình khung đào tạo theo học chế tín chỉ theo trình độ Đại học và Cao đẳng công nghệ hàn của Trường Đại học Sư phạm Kỹ thuật Nam Định do Bộ Lao động Thương binh và Xã hội quy định.
Tập bài giảng được áp dụng vào quá trình đào tạo kỹ năng nghề cho sinh viên theo học trình độ đại học, cao đẳng chuyên ngành công nghệ hàn.
Tập bài giảng bao gồm 3 bài
1. Hàn điểm
2. Hàn đường
3. Hàn dưới lớp thuốc
Trong quá trình biên soạn tập bài giảng, tác giả đã phân tích, tổng hợp các kiến thức kỹ thuật hàn trong các tài liệu chuyên ngành hàn trong và ngoài nước, các tiêu chuẩn liên quan đến hàn điện trở, hàn dưới lớp thuốc đã và đang được sử dụng phổ biến ở Việt Nam. Bên cạnh đó, tác giả còn vận dụng các kinh nghiệm giảng dạy thực hành của bản thân v.v. Tuy nhiên, do trình độ chuyên môn của tác giả còn những hạn chế nên không tránh khỏi những thiếu sót.
Để tập bài giảng được hoàn thiện, chúng tôi mong được sự đóng góp ý kiến rộng rãi của các độc giả.
Xin trân trọng cảm ơn!
Tác giả
ThS. Bùi Thị Tuyết Nhung ThS. Hoàng Trọng Ánh
Bài 01: HÀN ĐIỂM
1. Mục tiêu
- Trình bày nguyên lý hoạt động của máy hàn điểm.
- Kết nối, vận hành thành thạo máy hàn điểm, an toàn đúng quy trình .
- Thực hiện các điểm hàn chắc, sản phẩm hàn không cong vênh, biến dạng.
- Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng. Đảm bảo an toàn cho người, thiết bị.
2. Điều kiện thực hiện
2.1. Thiết bị dụng cụ
- Máy hàn điểm
- Bộ thiết bị hàn điểm
- Bộ dụng cụ hàn
- Trang bi ̣ bảo hộ lao động
- Dụng cụ đo kiểm tra kích thước điểm hàn
2.2. Vật liệu
Thép tấm có kích thước (220x40x1) mm
2.3. Các điều kiện khác
Giáo trình kỹ thuật hàn, tài liệu tham khảo, máy chiếu đa năng, dụng cụ, trang bị bảo hộ lao động
3. Nội dung
3.1. Nguyên lý hoạt động.
3.1.1. Sơ đồ cấu tạo máy hàn điểm kiểu SLP 35A5
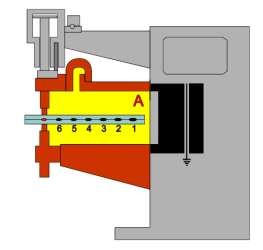
Máy hàn điểm SLP 35A5 của Nhật Bản là loại máy hàn đang được sử dụng rộng rãi ở Việt Nam, đặc biệt là trong các nhà máy sản xuất xe gắn máy như công ty HonDa, Yamaha, Goshi, Thăng Long, GMN,... Sơ đồ cấu tạo của máy (cũng là sơ đồ cấu tạo chung cho các máy hàn điểm hình 1.1)
Thông số kỹ thuật của thiết bị điều khiển TWIN KD - 200:
- Điện áp sử dụng: 1 pha, 100V±10%.
- Phạm vi điều chỉnh thời gian ép, thời gian hàn, thời gian chờ, thời gian nghỉ: 0 99 đơn vị
- Phạm vi điều chỉnh thời gian tăng dòng: 0 ÷ 9 đơn vị
- Phạm vi điều chỉnh dòng hàn: 240kA
3.1.2. Nguyên lý hoạt động
Máy hàn điểm SLP35A5 có cơ cấu tạo lực ép dùng pít tông - xi lanh khí nén. Khí nén từ máy nén khí qua ống dẫn đến van ngắt khí, rồi đến bộ phận lọc khí nhằm loại bỏ hơi nước và bụi; sau đó khi tới van điều áp rồi đi vào bộ phận phân phối khí bao gồm các van khí điện từ được điều khiển tự động để nâng hạ điện cực.
Nước làm mát được cấp vào thông qua hệ thống ống dẫn 12. Hệ thống nước tuần hoàn làm mát điện cực và đi ra ngoài thông qua ống dẫn 13. Chu trình làm mát điện cực cứ hoạt động liên tục cho tới khi kết thúc quá trình hàn thì dừng lại (hoặc tắt máy bơm làm mát)
Hình 1. 1: Sơ đồ cấu tạo máy hàn điểm SLP 35A5
3.2. Quy trình vận hành (hình 1.2)
B1. Đóng điện lưới cấp vào máy hàn, đèn báo nguồn 3 hàn sáng.
B2. Bật công tắc nguồn 4 của thiết bị điều khiển về vị trí “ON”, khi đó đèn báo “CONTROL POWER” 5 sẽ sáng
B3. Tùy theo kết cấu của chi tiết mà đặt 1 hoặc 2 chế độ hàn để hàn chi tiết đó. Khi bật công tắc về vị trí “WELD CONDITION 1” thì chế độ hàn 1 (phía trái của thiết bị điều khiển) được sử dụng. Khi bật về “WELD CONDITION 2” thì chế độ hàn 2 (phía phải của thiết bị điều khiển) được sử dụng. Nếu trên cùng một chi tiết cần hàn với hai chế độ khác nhau thì đặt sẵn hai chế độ hàn, khi cần sử dụng chế độ hàn nào thì bật công tắc về chế độ hàn đó.
B4. Đặt thời gian ép bằng hai nút ấn phía trên (để tăng thời gian ép) và 2 nút ấn phía dưới (để giảm thời gian ép). Mỗi một nút ấn phía trên và phía dưới dùng để thay đổi giá trị hàn chục hoặc hàng đơn vị của thời gian ép (0-99).
B5. Đặt thời gian hàn (0-99) tương tự như đặt thời gian ép
B6. Đặt dòng điện hàn: có 3 nút ấn phía trên và 3 nút ấn phía dưới để thay đổi các giá trị hàng trăm. Hàng chục và hàng đơn vị. Dòng hàn được tính bằng tích của giá
trị đặt này với hệ số khuếch đại dòng hàn. Ví dụ trên hình 4-7, giá trị đặt là 400, hệ số khuếch đại dòng hàn đặt 10A, dòng hàn sẽ là: Ih = 400 10 = 4000A.
Chú ý: Khi chọn chế độ hàn 1 (Weld condition 1) lúc đó mọi điều khiển trên chế độ hàn 2 (Weld condition 2) đều không có tác dụng và ngược lại.
B7. Đặt hệ số khuếch đại dòng hàn bằng cách chuyển núm này sang vị trí tùy
3
1
6
4
5
8
7
9
10
11
12
16
13
15
14
1 0
0
1 0
Twin
KD-200
2
THERMO START FULL HEAT WELD POWER
ON CONTROL POWER
OFF
WELD
WELD CONDITION 1
SQUEEZE TEST
WELD CONDITION 2 SEQUENCE TEST
SQUEEZE TIME 1 SQUEEZE TIME 2
WELD TIME 1
WELD TIME 2
WELD CURRENT 1 WELD CURRENT 2
MANIFICATION
HOLD TIME
NO USE COIL
SLOPE-UP TIME
OFF TIME
REPEAT
NON REPEAT
chọn
0 | 0 |
Có thể bạn quan tâm!
-

 Thực hành các phương pháp hàn khác - 2
Thực hành các phương pháp hàn khác - 2 -
 Bài Thực Hành Số 1: Hàn Tiếp Xúc Đường 2 Tấm Thép C Thấp
Bài Thực Hành Số 1: Hàn Tiếp Xúc Đường 2 Tấm Thép C Thấp -
 Thực hành các phương pháp hàn khác - 4
Thực hành các phương pháp hàn khác - 4 -
 Thực hành các phương pháp hàn khác - 5
Thực hành các phương pháp hàn khác - 5
Xem toàn bộ 49 trang tài liệu này.
Chú thích:
1. Đèn báo nhiệt độ (đèn sáng khi nhiệt độ của Thyristor bình thường)
2. Đèn báo quá nhiệt
3. Đèn báo nguồn
4. Công tắc nguồn
5. Đèn báo nguồn điều khiển
6. Cầu chì (3A)
7. Công tắc chuyển chế độ hàn, thử, chu trình làm việc
1 0
1 0
8. Công tắc chuyển chế độ hàn (chế độ hàn 1 và chế độ hàn 2)
9. Thời gian ép
1 0
1 0
10. Thời gian hàn
11. Dòng điện hàn (Lấy giá trị này nhân với hệ số khuếch đại dòng hàn)
4 | 0 | 0 |
12. Thời gian chờ
13. Thời gian nghỉ (dùng chung cho cả 2 chế độ hàn)
14. Công tắc đặt chế độ hàn liên tục (REPEAT) hay không liên tục (NON REPEAT)
15. Thời gian tăng dòng hàn (dùng cho cả 2 chế độ hàn)
16. Hệ số khuếch đại dòng hàn
Hình 1. 2: Panel KD 200
B8. Đặt thời gian tăng dòng hàn (0-9), thời gian chờ (0-99) và thời gian nghỉ (0-
99) tương tự như đặt thời gian ép và thời gian hàn.
B9. Đặt chế độ hàn liên tục (REPEAT) và không liên tục (NON-REPEAT): Khi bật về vị trí REPEAT người công nhân giữ nguyên chân đạp, chỉ cần dịch chuyển chi tiết để thực hiện liên tục các điểm hàn. Khi bật về vị trí NON-REPEAT mỗi lần ấn bàn đạp chân chỉ thực hiện được một điểm hàn, sau đó máy chờ người công nhân dịch chuyển chi tiết và ấn bàn đạp chân để thực hiện các điểm hàn thứ hai….
P, I
te thtc tn
Pe Ih
0 §iÖn cùc trªn ®i xuèng
t [s]
te - thời gian ép th - thời gian hàn tc - thời gian chờ
tn - thời gian nghỉ
§iÖn cùc trªn ®i lªn
Ê n c«ng t¾c ®¹p ch©n
Hình 1. 3: Chu trình hàn điểm
Sau khi đặt xong các thống số chế độ hàn, công việc được thực hiện theo trình tự đã nói ở phần qui trình hàn..
4. Đặc điểm hàn điểm
4.1. Ưu điểm
- Tốc độ hàn lớn
- Dễ dàng tự động hoá
- Phù hợp với sản xuất hàng loạt
-Tính kinh tế cao
4.2.Nhược điểm
- Chi phí trang thiết bị lớn
- Giới hạn chảy và độ bền của mối hàn thấp
- Kết cấu hàn chồng tiêu tốn vật liệu và tải trọng lớn
5. Bài thưc
hành số 1: Hàn tiếp xúc điểm 2 phía 2 tấm thép các bon thấp
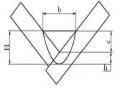
5.1. Đọc bản vẽ
Hình 1. 4: Bản vẽ liên kết hàn điểm
- Kích thước phôi hàn: (220×40×1) mm
- Khoảng chồng lên nhau của 2 tấm: 12 mm
- Số điểm hàn: 5 điểm
- Khoảng các giữa các điểm hàn: 50 mm
- Điểm hàn cách 2 đầu: 10 mm,
- Đường kính điểm hàn: 6 mm
Yêu cầu kỹ thuật: Chi tiết sau hàn không bị biến dạng cong vênh, điểm hàn không bị loét, không bị bung
5.2. Chuẩn bị
5.2.1. Thiết bị
- Máy hàn điểm SLP 35A5
- Máy nén khí
- Hệ thống làm mát bằng nước
- Điện cực hợp kim đồng
5.2.2. Dụng cụ
Chuẩn bị dụng cụ: Kéo cần, kéo tay, máy mài, bàn chải sắt, giũa, đe, búa, thước lá, mỏ lết
5.2.3.Vật liệu
Phôi hàn: thép tấm 220x40x1 Nắn thẳng, nắn phẳng phôi
Làm sạch bề mặt 2 tấm phôi chỗ hàn
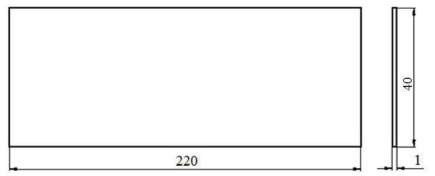
Hình 1. 5: Phôi hàn
5.2.4. Chọn chế độ hàn
Chế độ hàn chọn chế độ hàn theo bảng 1.1.
Khi hàn các tấm thép có chiều dày không đồng nhất, chế độ hàn được xác định theo tấm có chiều dày bé và tăng Ih lên 10 ÷ 20%.
- Đường kính tiếp xúc của điện cực: de = 6mm
- Khoảng cách giữa các bước hàn L = 50 mm
- Khoảng chồng lắp lên nhau theo chiều dày tấm hàn; B = 12mm
- Áp suất khí nén bằng van điều áp từ 2 ÷ 4 kG/cm2
- Lực ép Pe = 2,5 kN
- Dòng điện hàn: Ih=5000 A
- Thời gian ép te = 2 s
- Thời gian hàn th = 1 s
- Thời gian chờ tc = 2 s
- Thời gian nghỉ tn = 1 s
Bảng 1. 1: Chế độ hàn thép các bon thấp
Đường kính tiếp xúc của điện cực (mm) | Lực ép (kN) | Thời gian hàn (s) | Ih103 [A] | |
0,5 | 5 ÷ 6 | 0,3 ÷ 0,4 | 0,2 ÷ 0,3 | 4 ÷ 5 |
1,0 | 5 ÷ 6 | 0,8 ÷ 1,2 | 0,2 ÷ 0,35 | 6 ÷ 7 |
1,5 | 6 ÷ 8 | 1,2 ÷ 1,6 | 0,25 ÷ 0,35 | 9 ÷ 10 |
2,2 | 8 ÷ 10 | 1,8 ÷ 3,0 | 0,25 ÷ 0,35 | 9 ÷ 10 |
3,0 | 10 ÷ 12 | 5,0 ÷ 6,0 | 0,6 ÷ 1,0 | 12 ÷ 16 |
4,0 | 12 ÷ 14 | 6,0 ÷ 8,0 | 0,8 ÷ 1,1 | 14 ÷ 18 |
5,0 | 12 ÷ 14 | 7,0 ÷ 9,0 | 0,9 ÷ 1,2 | 17 ÷ 22 |
6,0 | 14 ÷ 16 | 10 ÷ 12 | 1,1 ÷ 1,5 | 20 ÷ 25 |
5.3. Tiến hành hàn
te - thời gian ép th - thời gian hàn tc - thời gian chờ
tn - thời gian nghỉ
P, I
te thtc tn
e
h
0
§iÖn cùc trªn ®i xuèng
t [s]
§iÖn cùc trªn ®i lªn
Ên c«ng t¾c ®¹p ch©n
P I
Hình 1.6: Chu trình hàn điểm
- Điều chỉnh áp suất khí nén bằng van điều áp từ 2 ÷ 4 kG/cm2
- Đặt lực ép Pe = 2,5 kN
- Đặt dòng điện hàn: Ih=5000 A
- Đặt thời gian ép te = 2 s
- Đặt thời gian hàn th = 1 s
- Đặt thời gian chờ tc = 2 s
- Đặt thời gian nghỉ tn = 1 s
- Đóng mạch sơ cấp nguồn hàn - Bật công tắc nguồn số 4 trên panel điều khiển về vị trí ON - Chuyển công tắc số 7 sang vị trí SEQUENCE TEST (kiểm tra chu trình làm việc)
- Đưa vật hàn vào khoảng giữa 2 điện cực
- Ấn công tắc
Hình 1.7: Trình tự thực hiện các điểm hàn
5.4. Một số khuyết tật, nguyên nhân và cách khắc phục
5.4.1. Mối hàn bị loét
a) Nguyên nhân
- Khoảng chồng lắp lên nhau không đủ
- Khoảng cách giữa các mối hàn quá gần nhau
- Lực ép quá lớn
b) Cách khắc phục
- Điều chỉnh khoảng chồng cho phù hợp
- Điều chỉnh khoảng cách mối hàn theo tiêu chuẩn
- Điều chỉnh chế độ hàn cho phù hợp
5.4.2. Bề măṭ mối hàn bị lòm
a) Nguyên nhân
- Do lực ép quá lớn
- Dòng hàn cao quá
b) Cách khắc phục
- Điều chỉnh lực ép cho đúng
- Điều chỉnh chế độ hàn cho phù hợp
5.4.3 Mối hàn bị bung
a) Nguyên nhân
- Bề mặt tiếp xúc giữa 2 tấm hàn không tốt
- Thời gian hàn chưa đủ, dòng hàn nhỏ
- Do thời gian chờ quá ngắn
b) Cách khắc phục
- Chuẩn bị bề mặt mối hàn cho tốt
- Thời gian đảm bảo, tăng dòng hàn
- Tăng thời gian chờ