Với đường tâm phôi do đó đôi khi hông cần gia công lại mặt đầu. Tuy vậy độ cứng vững của lưỡi cưa thấp, lưỡi cưa dễ đứt, khó chế tạo. Cắt đứt bằng đĩa mài: Cắt đứt bằng đĩa mài cho độ chính xác và chất lượng mặt ...
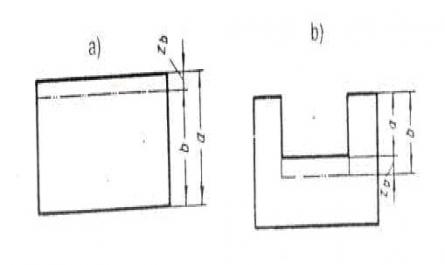
- Tính sai lệch còn lại sau các nguyên công. Sau tiện thô: P 1 = 0,06 P p = 0,06.1820 = 109p.m. Sau tiên tinh: P 2 = 0,05 P p = 0,05.1820 = 91p.m. Sau mài thô: P 3 = 0,04 P p = 0,04.1820 = 73p.m. - Tính lượng dư nhỏ nhất: 2Zbmin = 2(Rza + Ta +P a ) Bảng 4-6. Tính lượng ...
3.2. Phân loại lượng dư gia công 3.2.1. Lượng dư trung gian Lượng dư trung gian là lớp kim loại được hớt đi ở mỗi bước hay mỗi nguyên công. Lượng dư trung gian là hiệu số kích thước do bước (hay nguyên công) sát trước để lại và ...
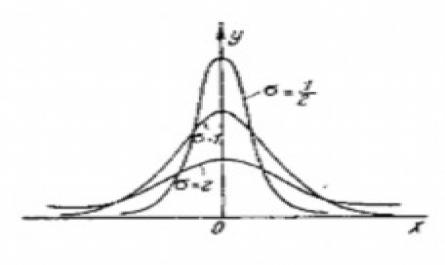
Hình 3-17. Ảnh hưởng của sai lệch bình phương trung bình tới hình dáng của đường cong phân bố chuẩn . Trong phạm vi ± 3 diện tích chiếm khoảng 99,73% toàn bộ diện tích giới hạn của đường cong. Như vậy, thực tế (với sai số ...
+ Kết cấu của máy phải đảm bảo điều kiện toà nhiệt tốt. + Các bộ phận như động cơ, hệ thống thuỷ lực phải được bố trí sao cho nhiệt độ của chúng ít ảnh hưởng đến máy đồng thời có khả năng giảm rung động cho máy. + ...
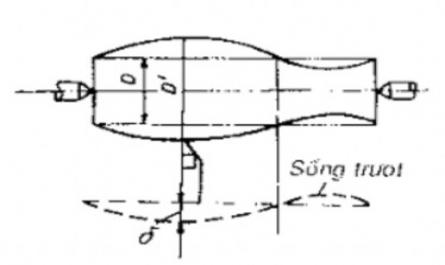
Phẳng đứng thì chi tiết gia công sẽ có hình hypecboloit với đường kính lớn nhất Dmax là. Ở đây: b - độ không song song trong bề mặt đứng trên chiều dài L. Nếu sống trượt không thẳng trên mặt phẳng nằm ngang thì quỹ đạo chuyển ...
Độ chính xác của quá trình xản xuất đóng vai trò quan trọng nhất . Nâng cao độ chính xác cuả phôi cho phép giảm khối lượng gia công cơ , giảm khối lượng thi công và tiết kiệm nguyên vật liệu . Các phôi có độ chính xác như nhau ở ...
- Sai số đồ gá: Sai số đồ gá sinh ra do chế tạo đổ gá không chính xác. Do độ mòn của nó và do gá đặt đồ gá trên máy không chính xác. Sai sô' đồ gá được tính theo công Ihức sau: đg = ct + m + lđ Trong đó : ct Sai ...
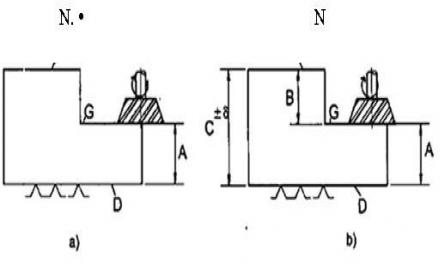
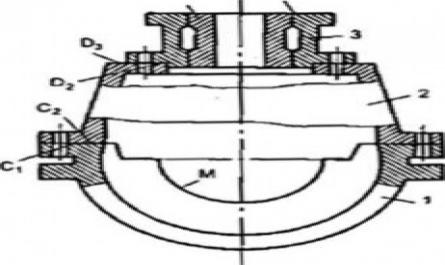
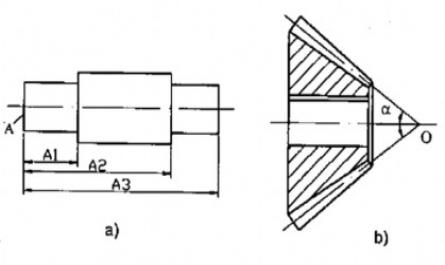
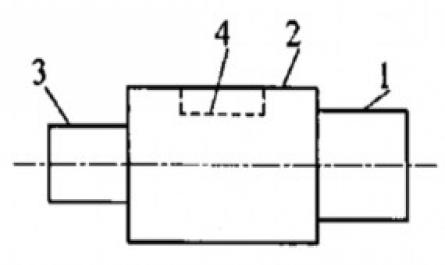
Hình 2-5 Lắp ráp động cơ. Chuẩn kiểm tra. ( hình 2-6) a) b) Chuẩn kiểm tra là chuẩn căn cứ vào đó để tiến hành đo hay kiểm tra kích thước về vị trí giữa các yếu tố hình học của chi tiết máy. Trên hình 2-6a, bề mặt A vừa là chuẩn ...
(70^80% sản phẩm của ngành chế tạo máy được chế tạo theo từng loạt). Sản xuất hàng loạt có những đặc điểm sau đây: - Tại các chỗ làm việc được thực hiện một số nguyên công có chu kỳ lặp lại ổn định. - Gia công cơ và ...
V VI VII VII I IX X XI XII 4. Phương pháp xác định lượng dư. 5. Gia công chuẩn bị phôi. Nguyên tắc thiết kế quy trình công nghệ 1. Các thành phần của quá trình công nghệ. 2. Phương pháp thiết kế quá trình công nghệ. Gia công mặt phẳng 1. Khái ...
« Bộ Lao Động -Thương Binh Và Xã Hội T Ổng Cục Dạy Nghề Giáo Trình Tên Môn Học: Công Nghệ Chế Tạo Máy Nghề: Cắt Gọt Kim Loại Trình Độ: Cao Đẳng Nghề (Ban Hành Kèm Theo Quyết Định Số:120 /qđ-Tcdn Ngày 25 Tháng 02 Năm 2013 Của Tổng ...
Trang 2057, Trang 2058, Trang 2059, Trang 2060, Trang 2061, Trang 2062, Trang 2063, Trang 2064, Trang 2065, Trang 2066,