với đường tâm phôi do đó đôi khi hông cần gia công lại mặt đầu. Tuy vậy độ cứng vững của lưỡi cưa thấp, lưỡi cưa dễ đứt, khó chế tạo.
Cắt đứt bằng đĩa mài:
Cắt đứt bằng đĩa mài cho độ chính xác và chất lượng mặt cắt cao, sau khi cắt không cần gia công lại, thường dùng để cắt các loại thép cứng và các loại thép đã qua nhiệt luyện, chất lương mạch cắt tốt, tiết kiệm vật liệu vì mạch cắt nhỏ do chiều dày đĩa mài nằm trong khoảng 3 mm nhưng năng suất cắt không cao.
Cắt đứt trên máy tiện:
Cắt đứt trên máy tiện thừơng kếy hợp với khỏa mặt đầu và khoan tâm. Nên mài dao có lưỡi cắt chính nghiêng một góc thích hợp để khi cắt không để lãi nhỏ trên mặt đầu . Khi cắt phôi có đường kính lớn phần côngxôn của dao lớn, độ cứng vững dao bé gây ra rung động làm giảm chất lượng bề mặt cắt. Người ta khắc phục hiện tượng này bằng cách dùng dao có kết cấu. Để tránh gãy dao khi cắt phải chú ý mở mạch.
Cắt đứt trên máy cắt chuyên dùng cho năng suất rất cao nhưng tiết diện cắt không chính xác .Máy cắt chuyên dùng thường được sử dụng ở phân xưởng gia công áp lực để cắt các loại thép có tiết diện tròn , thép hình và thép tấm
Cắt bằng hỗn hợp khí ôxy và axetylen C2H2 cho năng suất cao , với thiết bị điều khiển theo chương trình ngừơi ta có thể cắt được các phôi có hình dạng phức tạp từ thép tấm .Tuy nhiên cắt bằng hỗn hợp khí ôxy và axetylen C2H2 cho độ chính xác kích thước thấp „ chất lượng mặt cắt không tốt , thừơng phải gia công lại khi cắt.
Cắt bằng máy cắt dây cho độ chính xác cao nhưng năng suất thấp, dùng để cắt các loại thép hợp kim đă qua nhiệt luyện dùng trong công nghệ chế tạo khuông dập.
5.4. Ủ phôi
Có thể bạn quan tâm!
-
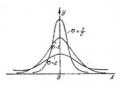
 Ảnh Hưởng Của Sai Lệch Bình Phương Trung Bình Tới Hình Dáng Của Đường Cong Phân Bố Chuẩn.
Ảnh Hưởng Của Sai Lệch Bình Phương Trung Bình Tới Hình Dáng Của Đường Cong Phân Bố Chuẩn. -
 Phôi Có Kích Thước Nhỏ Nhất Và Lớn Nhất
Phôi Có Kích Thước Nhỏ Nhất Và Lớn Nhất -
 Công nghệ chế tạo máy Nghề Cắt gọt kim loại - Cao đẳng nghề Phần 1 - Tổng cục Dạy nghề - 11
Công nghệ chế tạo máy Nghề Cắt gọt kim loại - Cao đẳng nghề Phần 1 - Tổng cục Dạy nghề - 11 -
 Công nghệ chế tạo máy Nghề Cắt gọt kim loại - Cao đẳng nghề Phần 1 - Tổng cục Dạy nghề - 13
Công nghệ chế tạo máy Nghề Cắt gọt kim loại - Cao đẳng nghề Phần 1 - Tổng cục Dạy nghề - 13
Xem toàn bộ 107 trang tài liệu này.
- Do nguội nhanh lớp bề mặt phôi đúc trong khuôn kim loại có độ cứng đạt 450 -T 600 HB
Đối với phôi gia công áp lực do xuất hiện hiện tượng biến cứng đồng thời với quá trình biến dạng dẻo nên tính dẻo của vật liệu giảm, độ cứng, nhất là độ cứng bề mặt tăng. Các loại phôi này cần được ủ nhằm độ cứng và phục hồi tính dẻo của vật liệu trước khi gia công cắt gọt.
Chế độ ủ (bao gồm tốc độ nung, thời gian ủ, tốc độ nguội) phụ thuộc vào thành phần hóa học của vật liệu, hình dạng và kích thước của phôi.
5.5. Nắn phôi
Nắn phôi nhằm đảm bảo lượng dư phân bố đủ và đều . Với loại chi tiết có dạng trục nắn thẳng chẳng những được thực hiện ở nguyên công đầu tiên trước khi tạo chuẩn mà còn được thực hiện ngay cả ở sau nguyên công tiện và nhiệt luyện trước khi đem mài.
Các phương pháp nắn thẳng :
Nắn thẳng có thể thực hiện bằng búa tay , búa máy hoặc máy ép , kết hợp với ngắm bằng mắt thường . phương pháp này cho năng suất thấp, chất lượng phụ thuộc vào tay nghề của công nhân
Nắn thẳng bằng ép kết hợp với đồ gá đơn giản như nắn trên hai khối V hay trên hai mũi tâm .Không nên nắn thẳng các chi tiết lớn trực tiếp trên hai mũi tâm củaa máy tiện vì lực ép lớn sẽ làm giảm độ chính xác của máy .Chỉ nên nắn thẳng trên máy tiện đối với các chi tiết có đường kính nhỏ
Có thể nắn trên máy ép thủy lực, máy ép ma sát, máy ép kiểu vít.Dùng máy ép thủy lực hoặc khí nén có thể nắn được chi tiết có đường kính lớn .Các phương pháp nắn trên dây được sử dụng trong sản suất đơn chiếc hoặc loạt nhỏ đối với các phôi đã qua gia công thô hoặc bán thành phẩm đã qua nhiệt luyện.
Nắn thẳng trên máy nắn chuyên dùng
Máy nắn thẳng chuyên dùng bao gồm 1 hệ các cặp con lăn hình hepecbôlôit tròn xoay 1,2,3 được gá trên thùng quay. Các cặp con lăn vừa quay theo thùng quay vừa tự quay quanh tâm để nắn thẳng phôi 8 và đồng thời kéo phôi tịnh tiến nhờ phôi được đỡ bằng hai xe 5 và9 ở hai đầu. Sau khi nắn phôi thô có thể đạt độ thẳng 0,5- 0,9mm trên chiều dài 1m (0,5- 0,9mm/m). Nếu nắn
phôiđã qua gia công thô có thể đạt độ thẳng 0,1- 0,2mm/m. Phương pháp này cho năng suất cao (0,8- 1,6 m/phút) nhưng thiết bị cồng kềnh, chiếm diện tích lớn do đó chỉ dùng trong sản suất hàng loạt lớn và hàng khối
- Nắn thẳng trên máy cán ren phẳng
Có thể sử dụng máy cán ren phẳng để nắn thẳng các phôi tròn có chiều dài nhỏ bằng cách thay tấm cán ren bằng tấm phẳng. Phương pháp này cho độ thẳng cao và năng suất rất cao, do đó thường được sử dụng trong sản xuất hàng loạt và hàng khối.
5.6. Gia công phá
Gia công phá làm mất đi lớp mặt ngoài quá xấu do nguyên công tạo phôi để lại (như rỗ cát, rỗ xỉ,…) hoặc để giảm đi sự sai lệch quá lớn của phôi nhằm giảm sai số in dập, tăng độ chính xác gia công cho các nguyên công cắt gọt. Phôi thép đúc trước khi cán hoặc rèn cần thường được gia công bóc vỏ để lột bỏ lớp xù xì của mặt ngoài do đúc tạo ra nhằm đảm bảo chất lượng bề mặt của nguyên công cán hoặc rèn tiếp theo.
5.7. Gia công lỗ tâm.
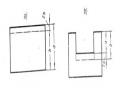
Phần côn 600 là bề mặt định vị tiếp xúc với mũi tâm, truờng hợp chi tiết lớn thì dùng góc côn 750 hoặc 900. phần lỗ có đường kính D để thoát đầu mũi tâm. Kiểu a có kết cấu đơn giản, kiểu b có thêm phần côn 1200 để bảo vệ bề mặt định vị( phần côn 600) không bị sứt và có thể gia công toàn bộ mặt đầu, kiểu c có thêm phần ren bên trong để lắp chi tiết bảo vệ bề mặt côn định vị sau khi gia công hoặc dùng để gá vam, lắp ổ bi.
Lỗ tâm cần đảm bảo diện tích bề mặt định vị ( phần côn 600) cũng như chiều sâu lỗ đủ lớn, góc côn định vị chính xác. Bề mặt côn định vị phải có độ nhẵn cao để giảm biến dạng tiếp xúc, tăng độ cứng vững. Hai lỗ tâm ở hai đầu phải đồng tâm nhằm đảm bảo các bề mặt định vị tiếp xúc đều với mũi tâm.
Việc chọn phương pháp gia công lỗ tâm phụ thuộc vào điều kiện thiết bị của cơ sở sản xuất và dạng sản xuất.
Trong sản xuất đơn chiếc thường gia công lỗ tâm trên máy tiện( kết hợp khỏa mặt đầu) hoặc trên máy khoan cần bằng mũi khoan tâm chuyên dùng.
Trước khi gia công trên máy khoan cần phải lấy dấu lỗ tâm trong trường hợp không có mũi khoan tâm chuyên dùng thì khoan lỗ bằng lỗ khoan nhỏ , sau đó dùng mũi khoan lớn để tạo mặt côn..
Nhược điểm của phương pháp trên làkhông đảm bảo độ đồng tâm giữa 2 lỗ tâm do khoan tâm được thực hiện ở 2 lần gá khác nhau và có sai cố hình dạng do mài mũi khoan không chính xác .
Trong sản xuất hàng loạt và hàng khối người ta thực hiện gia công lỗ tâm trên máy chuyên dùng. Chi tiết được gá trên 2 khối V tự định tâm. Ở vị trí thứ nhất chi tiết được khỏa phẳng mặt đầu sau đó bàn máy mang chi tiết dịch chuyển sang vị trí 2 để khoan tâm. Phương pháp này đảm bảo được độ đồng tâm giữa 2 lỗ tâm.
Sau khi nhiệt luyện chi tiết bị biến dạng, do đó trước khi gia công tinh cần nắn thẳng và sửa lại 2 lỗ tâm bằng mài hoặc nghiền.
Câu hỏi
Câu 1. Nêu các khái niệm về lượng dư gia công, lượng dư trung gian; lượng dư tổng cộng, lượng dư đối xứng?
Câu 2. Nêu phương pháp xác định lượng dư và kích thước phôi?
Câu 3. Nêu nội dung của các nguyên công gia công chuẩn bi phôi: (làm sạch, nắn thẳng, gia công phá. Cắt đứt. khoan lỗ tâm)?
Giới thiệu:
CHƯƠNG 5: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ.
Mã chương: MH 21 - 5
Giới thiệu tầm quan trọng của qui trình công nghệ và trình tự thiết kế qui trình công nghệ.
Mục tiêu:
- Trìmh bày được ý nghĩa của việc thiết kế quy trình công nghệ;
- Phân tích và chọn phương án hợp lý, sử dụng được các loại sổ tay công nghệ khi thiết kế;
- Rèn luyện tính kỷ luật, kiên trì, cẩn thận, nghiêm túc, chủ động và tích cực sáng tạo trong học tập.
1. Các thành phần của qui trình công nghệ ( xem chương 1)
2. Phương pháp thiết kế quá trình công nghệ gia công chi tiết máy
Mục tiêu:
- Hiểu ý nghĩa và trình tự thiết kế qui trình công nghệ;
- Các bước thực hiện một qui trình công nghệ trong nghành cắt gọt cơ khí.
2.1. Ý nghĩa của công việc thiết kế qui trình công nghệ.
Thiết kế quá trình công nghệ gia công chi tiết máy là một nội dung cơ bản của giai đoạn chuẩn bị sản xuất.
Quá trình công nghệ được thiết kế nhằm mục đích hướng dẫn công nghệ, lập các chỉ tiêu kinh tế kỹ thuật, kế hoạch sản xuất và điều hành sản xuất của sản phẩm:
Trong điều kiện hiện nay do nhu cầu xã hội về đa dạng hóa sản phẩm, yêu cầu sử dụng khác nhau, nên tính chất và hình dang của sản phẩm cũng luôn có những điểm khác nhau. Để sản xuất có thể đáp ứng nhu cầu này người ta thiết kế các quá trình công nghệ linh hoạt, (quá trinh công nghệ mềm). Quá trình công nghệ linh hoạt không những đáp ứng’ được nhu cầu sử dụng khác nhau mà còn có ý nghỉa lớn trong việc sản xuất các phụ tùng thay thế.
Một quá trình công nghệ được xác lập phải có một 'độ tin cậy theo
yêu cầu nhất định. Độ tin cậy này chịu ảnh hưởng của nhiều yếu tố khách quan và chủ quan.
Có 2 trường hợp thiết kế quá trình công nghệ. Một là khi thiết kế một nhà máy mới, hai là trong những điều kiện của một nhà máy đang hoạt động
* Tài liệu thiết kế qui trinh công nghệ
Muốn thiết kế quy trình công nghệ phải có các tài lỉệu ban đầu sau :
- Bản vẽ chế cạo của chi tiết với đầy đủ mặt cắt. hình chiếu (ghi đầy đủ kích thước, dung sai và các điều kiện kỹ thuật khác, ghi rõ những chỗ cần gia công đặc biệt, vật liệu, phương pháp nhiệt luyện, độ cứng yêu cầu).
- Sản lượng chi tiết kể cả thành phần dự trữ cùng những điều kiện hạn chế khác của sản phẩm.
- Hình vẽ bộ phận của sản phẩm, trong đó có chi tiết gia công.
- Những tài liệu và thiết bị. máy công cụ, dụng cụ, đồ gá.
- Các sổ tay công nghệ chế tạo máy.
2.2. Trình tự thiết kế QTCN
Khi tiến hành thiết kế quá trình công nghệ gia công cơ của một chi tiết hay một sản phẩm cần thực hiện những bước sau đây:
- Tìm hiểu tinh năng sử dụng, điều kiện làm việc của chi tiết hay sản phấm, tính ổn định của sản phầm trong nhu cầu sử dụng của xã hội.
- Nghiên cứu về yêu cầu kỹ thuật, kết cấu của chi tiết, sản phẩm;
- Xác định quy mô sản xuất và điều kiện sản xuất.
- Xác định thứ tự các nguyên công. Cách gá đặt chi tiết, lập sơ đồ các nguyên công.
- Chọn phôi và phương pháp chế tạo phôi.
- Chọn máy cho mỗi nguyên công.
- Xác định lượng dư và dung sai cho các nguyên công. (căn cứ vào đó xác định kích thước cần thiết của phôi.
- Xác đinh dụng cụ cắt và dụng cụ kiếm tra. Thiết kế những dụng cụ đặc biệt.
- Xác định các thông số công nghệ (chế độ cắt, v.v...)
- Xác định các đồ gá; thiết kế những đồ gá khi cần.
- Xác định bậc thợ.
- Định mức thời gian và năng suất, so sánh với phương án kinh tế.
- Lập phiếu công nghệ.
Tùy theo điều kiện, khả năng công nghệ của từng nơi, từng lúc việc thiết kế một quá trình công nghệ có thể được tiến hành theo nhiều cách khác nhau.
2.3. Một số bước thiết kế cơ bản
- Xác định kích thước phôi;
- Xác định thứ tự gia công;
- Thiết kế nguyên công: Xác định phương pháp gia công. Chọn máy công cụ. Xác định các bước công nghệ. Xác định chế độ cắt. Định mức thời gian gia công. Xác định số lượng máy và thợ cần thiết.
Tùy theo khả năng và mức độ tận dụng các quá trình công nghệ điển hình, các quá trình công nghệ đang áp dụng đạt hiệu quả tốt mà tính chất và khối lượng thiết kế quá trình công nghệ ứng với nhiệm vụ gia công khác nhau. Nghĩa là một quá trình công nghệ có thể được thiết kế hoàn toàn mới, hoặc có thể được xây trên cơ sở điều chỉnh và bổ sung quy trình công nghệ sẵn có trong thực tế. Sau đây là nội dung các bước thiết kế cơ bản.
Tính công nghệ trong kết cấu là một tính chất quan trọng của sản phẩm hoặc chi tiết cơ khí nhằm đảm lượng tiêu hao kim loại ít nhất, khối lượng gia công lắp ráp ít nhất, giá thành chế tạo thấp nhất trong điều kiện và quy mồ sản xuất nhất định. Khi nghiên cứu nâng cao tỉnh công nghệ trong kết cấu cơ khí cần phải hiểu những cơ sở sau đây:
- Tính công nghệ của kết cấu cơ khí phụ thuộc nhiều vào quy mô sản xuất cũng như tính chất hàng loạt của sản phẩm.
- Tính công nghệ của kết cấu phải được nghiên cứu đồng bộ đối với kết cấu tổng thể của sản phẩm, không tách riêng từng phần tử kết cấu, trên cơ sở đảm bảo chức năng và điều kiện làm việc của nó.
- Tính công nghệ của kết cấu phải được chú trọng triệt để trong từng giai đoạn của quá trình chế tạo sản phẩm cơ khí.
- Tính công nghệ của kết cấu cần được nghiên cứu theo điều kiện sản xuất cụ
thể.
Vì khối lượng lao động và vật liệu tiêu hao chỉ có thể được xác
định chính xác nếu quá trình công nghệ đã được thiết kế hoàn chinh, nên tính công nghệ trong kết cấu cơ khí thường được đánh giá gần đúng theo những chỉ tiêu sau:
Trọng lượng kết cấu nhỏ nhất.
Sử dụng vật liệu thống nhất, tiêu chuẩn, dễ kiếm và rẻ; Quy định kích thước, dung sai và độ nhám bề mặt hợp lý.
Sự dụng chi tiết máy và bề mặt trên chi tiết máy. Thống nhất, tiêu chuẩn
Kết cấu hợp lý để gia công cơ khí, lắp ráp thuận tiện (ít mối lắp ghép, chuỗi kích thước hơp lý tính lắp lẫn thích hợp, tạo khả năng lắp ráp năng suất cao.
Đế đảm bảo hiệu quả chung của quá trình chế tạo sản phẩm thì tính công nghệ trong kết cấu sản phẩm phải được chú trọng nghiên cứu, phê phán từ khi bắt đầu thiết kế kết cấu sản phẩm. Trước khi tiến hành thiết kế quá trình công nghệ cho sản phẩm phải kiểm tra hệ thống tính công nghệ trong kết cấu của các chi tiết, cụm, bộ phận trong kết cấu tổng thể của sản phẩm. Trên cơ sở các bản vẽ chế tạo. Cần đặc biệt quan tâm đến mối liên hệ giữa chức năng, điều kiện làm việc và tính công nghệ trong kết cấu cơ khí, tránh đề ra các yêu cầu kỹ thuật quá cao không cần thiết, hạn chế chi phí sản xuất nói chung. Đối với quá trình cắt gọt chi tiết máy thì tính công nghệ trong kết cấu chi tiết máy đều xét trên cơ sở các yêu cầu cụ thể như sau:
- Giảm lượng vật liệu cắt gọt bằng cách thiết kế phôi và các bề mặt gia công hợp lý, xác định chính xác lương dư gia công, giới hạn khối lượng cắt gọt chỉ ở những bề mặt quan trọng.
- Giảm quãng đường chạy dao khi cắt.