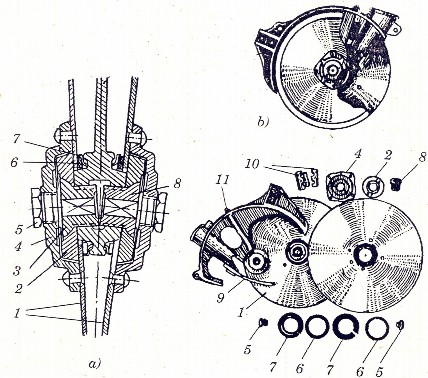
một bu-lông đặc biệt có bề mặt làm việc hình côn, bạc trong được vặn chặt vào trụ 12. Khe hở giữa bạc trong và bạc ngoài 2 được điều chỉnh bằng cách vặn bạc trong 3 vào trụ. Bôi trơn bề mặt làm việc của hai bạc này bằng mỡ, mỡ được bơm từ vú mỡ 11. Bu lông 5 đảm bảo kín sát cho ổ bạc khỏi bụi bẩn, ngoài ra còn có vòng bịt kín 6 được giữ bởi lò xo 7 để tránh đất bụi chui vào làm mòn ổ quay của đĩa. Mặt phẳng của hai đĩa được lắp chụm lại ở phía trước tạo thành góc từ 100 đến 230. Ở trụ có ống để lắp thông với ống dẫn hạt, phía dưới có thêm tấm dẫn hướng hạt 9. Ngoài ra còn có tấm gạt đất 10 không cho đất dính vào đĩa khi đĩa làm việc.
a - hình cắt;
b - dạng chung của lưỡi rạch;
1 - đĩa rạch; 2 - thân;
3,5 - bu lông; 4 - nắp;
5 - vòng bít kín; 6 - vòng bịt kín; 7 - vòng lò xo;
8 - bu lông phải;
9 - tấm hướng hạt; 10 - tấm gạt đất; 11 - vú mỡ
Có thể bạn quan tâm!
-

 Ngàm; 5 - Đầu Vuông; 6 – Thanhb Dọc Khung; 7 -Đĩa Dao; 8 - May Ơ; 9 - Nắp; 10 - Đai Ốc;
Ngàm; 5 - Đầu Vuông; 6 – Thanhb Dọc Khung; 7 -Đĩa Dao; 8 - May Ơ; 9 - Nắp; 10 - Đai Ốc; -
 Máy Bừa Có Bộ Phận Làm Việc Chuyển Động Tịnh Tiến
Máy Bừa Có Bộ Phận Làm Việc Chuyển Động Tịnh Tiến -
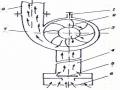
 Thùng Chứa; 2,3,7 - Các Khâu Truyền Dẫn; 4 - Máng Rung; 5 - Ống Dẫn Hạt; 6 - Lò Xo; 8 - Cam Gây Rung
Thùng Chứa; 2,3,7 - Các Khâu Truyền Dẫn; 4 - Máng Rung; 5 - Ống Dẫn Hạt; 6 - Lò Xo; 8 - Cam Gây Rung -
 Rèm Che Ở Thùng Mạ; 2 - Hàng Lông; 3 - Tấm Vuốt Mạ; 4 - Răng Chải;
Rèm Che Ở Thùng Mạ; 2 - Hàng Lông; 3 - Tấm Vuốt Mạ; 4 - Răng Chải; -
 Thùng Đựng Phân; 2 - Que Báo Mức Phân; 3 - Que Khuấy; 4 - Cánh Dẫn;
Thùng Đựng Phân; 2 - Que Báo Mức Phân; 3 - Que Khuấy; 4 - Cánh Dẫn; -
 Cánh Nắn; 4 - Ống Đẩy (Thân Bơm); 5 - Trục; 6 - Pu-Li
Cánh Nắn; 4 - Ống Đẩy (Thân Bơm); 5 - Trục; 6 - Pu-Li
Xem toàn bộ 109 trang tài liệu này.
Hình 4.7: Lưới rạch hàng loại hai đĩa
Quá trình làm việc của bộ phận rạch hàng như sau: khi được kéo, đĩa 1 cùng mâm 4 và bạc ngoài 2 quay tự do trên bạc trong 3, hai đĩa quay có tác dụng cắt đất từ trên xuống và đẩy đất ra hai bên mà tạo thành rãnh đất, khi đó hạt từ ống dẫn hạt rơi vào ống của trụ theo tấm dẫn hướng 9 và rơi xuống đáy rãnh đất. Do nguyên tắc chuyển động quay cắt đất từ trên xuống với góc chụm thích hợp, lại có tấm gạt không cho đất dính vào đĩa nên bộ phận rạch hàng loại đĩa đáp ứng tốt được những yêu cầu rạch hàng. Ưu điểm nổi bật của nó là làm việc được ở những loại đất có độ ẩm khá cao.
Ở một số bộ phận rạch hàng loại đĩa khác, người ta lắp ổ quay là vòng bi làm cho đĩa quay được nhẹ nhàng hơn.
- Bộ phận rạch hàng loại dao cong:
Bộ phận rạch hàng loại dao cong (hình 4.8) gồm lưỡi dao, cánh dao và ống dẫn hạt. Lưỡi dao và cánh dao được chế tạo bằng thép, phần lưỡi ở phía trước và phần cánh ở phía sau, cánh dao được tách ra làm 2 có tác dụng tách đất tạo rãnh. Ống dẫn hạt được lắp ở phía sau để cung cấp hạt giống ngay sau khi rãnh được tao thành.
Khi làm việc, dao chuyển động tịnh tiến, cạnh sắc của dao cắt đất từ trên xuống, hai tấm tách 3 ở phía sau tách đất ra hai bên tạo khoảng trống cho hạt rơi xuống đáy rãnh nhờ trọng lượng bản thân. Loại bộ phận rạch hàng dao cong chuyển động ổn định, không đưa đất ẩm lên trên, hoạt động tốt ở đất khô, cứng. Tuy nhiên lại bị hạn chế ở đất có độ ẩm cao và đất có cỏ rác.
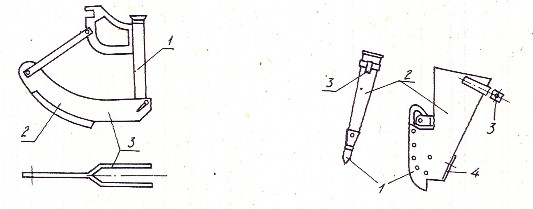
Hình 4.8: Bộ phận rạch hàng dao cong
1 - ống dẫn hạt; 2 - lưỡi cắt; 3 - cánh gạt
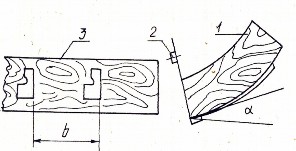
Hình 4.9: Bộ phận rạch hàng loại sống tàu
1 - sống tàu; 2 - ống dẫn hạt; 3 – vòng nối; 4 - tấm dẫn hạt
- Bộ phận rạch hàng loại sống tàu (thuyền):
Trên hình 4.9 trình bày bộ phận rạch hàng loại sống tàu gồm có lưỡi rạch 1, ống dẫn hạt 2, vòng nối 3, tấm dẫn hạt 4. Giống như tầu thuỷ chuyển động trong nước, lưỡi rạch chuyển động rạch đất từ trên xuống và tách ép đất sang hai bên tạo thành rãnh. Bộ phận rạch hàng loại này không gây mất ẩm. Nếu đất làm không kỹ, còn nhiều cục to, đất cứng thì chuyển động kém ổn định so với loại dao cong.
d. Bộ phận lấp hạt
Sau khi hạt đã được đặt vào đáy rãnh đất, việc lấp đất lên hạt có thể thực hiện bằng nhiều cách. Cách đơn giản là dùng những dải xích, mảng bừa răng, bừa trang kéo theo sau để lấp (ở các máy gieo lúa) hoặc dùng bánh xe hai vành để lấp và nén đất (ở các máy gieo ngô).
4.1.6. Chuẩn bị máy gieo làm việc
Chuẩn bị máy gieo làm việc nhằm mục đích:
- Đảm bảo máy gieo làm việc đúng yêu cầu kỹ thuật nông học: mức gieo, khoảng cách hàng, độ sâu gieo…
- Đảm bảo máy làm việc liên tục, năng suất cao. Nội dung công việc chuẩn bị máy gieo:
a. Kiểm tra tình trạng kỹ thuật máy
Máy gieo phải hoàn chỉnh, tức là đầy đủ các chi tiết, các bộ phận, chất lượng lắp ghép được đảm bảo. Các chi tiết, các cụm máy và cơ cấu phải đúng tiêu chuẩn. Các mối nối, chi tiết phải đảm bảo độ bền, đúng vị trí làm việc… Nếu có hiện tượng hỏng hóc phải tiến hành điều chỉnh, sửa chữa hoặc thay thế
kịp thời. Sau đó, tiến hành bôi trơn, xiết chặt các mối nối để có được máy gieo ở tình trạng kỹ thuật tốt. Cuối cùng tiến hành các điều chỉnh để đáp ứng yêu cầu kỹ thuật gieo.
b. Điều chỉnh máy gieo
- Điều chỉnh khoảng cách hàng bằng cách điều chỉnh vị trí lắp các nhánh, bộ phận rạch hàng ở thanh khung chính.
- Điều chỉnh độ sâu gieo: Gọi độ sâu gieo là a cm, độ lún của bánh xe lấp hạt là L cm. Chuẩn bị một tấm kê có chiều cao là C = a - L, tiến hành:
Điều chỉnh ở nhà: Đưa liên hợp máy lên một bãi đất bằng phẳng, nới lỏng các ốc bắt cơ cấu điều chỉnh, kê các bánh xe lấp hạt lên C cm, điều chỉnh cho các lưỡi rạch hàng tỳ sát mặt sàn phẳng, sau đó xiết chặt các chi tiết nối ghép.
Điều chỉnh ngoài đồng: Đưa máy ra đồng, cho liên hợp máy gieo thử trên đồng một đoạn ngắn. Dừng máy và bới đất đến vị trí hạt đã được gieo, dùng thước đo độ sâu từ mặt đồng đến vị trí đó. So sánh với yêu cầu và điều chỉnh lại nếu cần thiết.
- Điều chỉnh bộ phận gieo: Mục đích của việc điều chỉnh độ sâu gieo nhằm đảm bảo máy gieo đều và đúng lượng gieo quy định. Những bộ phận gieo có cùng nguyên tắc cấu tạo và làm việc thì áp dụng chung những nguyên tắc điều chỉnh lượng gieo. Ở đây đề cập đến cách điều chỉnh ba loại bộ phận gieo phổ biến.
- Điều chỉnh bộ phận gieo loại trục cuốn: Ở bộ phận gieo loại này có hai thông số cần kiểm tra và điều chỉnh đó là độ đồng đều giữa các bộ phận gieo và lượng gieo theo quy định. Trước khi điều chỉnh để máy gieo đúng lượng gieo theo quy định, phải kiểm tra, điều chỉnh để các bộ phận gieo của máy phải gieo những lượng hạt đều nhau.
• Điều chỉnh độ gieo đều giữa các bộ phận gieo:
Để kiểm tra và điều chỉnh độ gieo đều giữa các bộ phận gieo ta cần kê khung máy gieo lên để có thể quay dễ dàng các bánh xe của máy gieo.
Trước tiên, kiểm tra các cửa ở đáy hộp gieo xem đã để ở các vị trí như nhau chưa (đã cùng độ mở chưa). Tuỳ theo loại hạt gieo mà cửa mở ở vị trí trên, giữa hay dưới. Lắp hệ thống truyền động từ bánh xe máy gieo đến bộ phận gieo cho phù hợp với sơ đồ gieo trên (dùng để gieo loại hạt to và dễ chảy) hay gieo dưới (với những hạt có kích thước nhỏ như lúa mỳ, lúa mạch…). Đặt các bộ phận gieo ở các vị trí để gieo lượng hạt theo yêu cầu (làm theo tài liệu chỉ dẫn về máy). Đưa các bao chứa vào đầu ra của ống dẫn hạt, đổ hạt vào thùng hạt, đổ khoảng 1/3 đến 2/3 thùng. Gài cơ cấu truyền động cho bộ phận gieo và bắt đầu quay các bánh xe máy gieo 3 đến 5 vòng để hạt giống đi vào đầy hộp gieo, hạt gieo sẽ qua ống dẫn để vào bao dẫn, lúc này máy ở tình trạng đang gieo hạt. Đổ hết hạt ở các bao chứa ra và lại đưa bao chứa vào cửa ra của các ống dẫn, đánh số tương ứng giữa các bao và các bộ phận gieo, bằng cách quay đều bánh xe (như tốc độ làm việc trên đồng ruộng) một số vòng (khoảng 30 vòng). Dừng máy, lấy hạt ở các bao chứa đã đánh số, đem cân lượng hạt gieo ra của từng bộ phận gieo.
Để đánh giá độ đồng đều của các bộ phận gieo ta tính toán sai số của mỗi bộ phận gieo, công thức tính như sau:
i = (Qi – QTB)100% (4.1)
QTB
Trong đó: i - sai số của bộ phận gieo thứ i
Qi - lượng hạt ra của bộ phận gieo thứ i
QTB - lượng hạt ra trung bình của các bộ phận gieo
Sau khi tính toán nếu bộ phận gieo nào có sai số vượt quá 3% thì điều chỉnh lại bộ phận gieo đó.
• Điều chỉnh theo lượng gieo yêu cầu:
Đây mới là việc điều chỉnh chính thức máy gieo. Các bước tiến hành như sau: tính toán lượng hạt mà máy gieo được sau n vòng quay của bánh xe theo công thức:
Qt = .D.n.B.Q (kg) (4.2)
10000
Trong đó: Qt - lượng hạt máy gieo được sau n vòng, kg
Q - lượng hạt gieo theo yêu cầu, kg/ha
D - đường kính bánh xe máy gieo, m
n - số vòng quay bánh xe máy gieo (n ≥ 15 vòng)
B - bề rộng làm việc của máy gieo, m.
Ở những máy gieo mà mỗi bánh chỉ chuyển động cho một nửa số bộ phận gieo thì khi điều chỉnh chỉ cần tính toán và kiểm tra điều chỉnh cho một nửa, nửa còn lại sẽ đặt đúng như nửa đã điều chỉnh, khi đó thì:
.D.n.B.Q
Qt =
2.10000
(kg) (4.3)
Đổ hạt vào thùng đầy từ 1/3 đến 2/3 thể tích thùng. Dùng bao tải hứng hạt ở những bộ phận gieo cần kiểm tra. Gài cơ cấu chuyển động cho bộ phận gieo, quay bánh xe một số vòng cho hạt ra chảy xuống bao tải, dừng máy lấy tất cả hạt ở các bao tải ra, rồi lại hứng bao tải trở lại. Quay bánh xe n vòng với tốc độ đều và phù hợp với tốc độ làm việc trên đồng của liên hợp máy gieo. Đổ hạt ra cân ta được khối lượng hạt gieo Qt. So sánh Qt với Q, nếu sai khác quá 2% thì tiến hành điều chỉnh lại đồng thời tất cả các bộ phận gieo bằng cơ cấu điều khiển. Công việc lặp lại cho đến khi nào đạt được điều kiện:
Qt – 0,02Qt ≤ Q ≤ Qt - 0,02Qt (kg) (4.4)
Những máy gieo đã được kiểm tra và điều chỉnh theo phương pháp trên đây khi ra đồng làm việc buộc phải kiểm tra lần nữa ở trên đồng. Khi cần thiết phải điều chỉnh lại bộ phận gieo. Việc kiểm tra trên đồng tiến hành như sau:
Tính toán lượng gieo lý thuyết cần gieo ở đoạn đường S1 của máy theo công thức:
Q1’ =
S1.B.Q 2.10000
(kg) (4.5)
Đưa máy gieo đến dừng trước vạch bắt đầu của vạt đất thử, dùng một tấm ván vuông vắn và phẳng, làm phẳng lớp hạt ở trong thùng máy, dùng phấn hoặc bút màu đánh dấu mức hạt đó vào thành đựng hạt. Tiếp theo, đổ lượng hạt Q1 lên trên, cho máy làm việc trên đoạn S1đó, khi máy chạy hết đoạn S1thì dừng. San phẳng lớp hạt trong thùng và xác định độ chính xác của lượng hạt gieo. Nếu mức hạt còn lại trùng với đường vạch mức trước đó thì quá trình điều chỉnh là chính xác. Nếu mức hạt còn lại trong thùng cao hơn hoặc thấp hơn mức đã đánh dấu thì phải tiến hành điều chỉnh lại các bộ phận gieo. Bằng cơ cấu điều chỉnh tiến hành điều chỉnh toàn bộ hoặc một nửa bộ phận gieo, sao đó lặp lại cách làm trên cho đến khi gieo đúng mức gieo quy định thì dừng, cố định vị trí cơ cấu điều chỉnh và cho liên hợp máy làm việc chính thức trên đồng.
- Điều chỉnh bộ phận gieo loại đĩa
Ở bộ phận gieo loại đĩa, lượng hạt gieo phụ thuộc vào số lỗ ở đĩa gieo và tốc độ quay của đĩa.
Đối với máy gieo loại đĩa, đĩa gieo quay được là nhờ truyền động từ bánh xe lấp thông qua hệ thống truyền động.
Tính toán số hạt phải gieo sau một vòng quay của đĩa gieo
Gọi tỷ số truyền từ bánh xe lấp hạt đến đĩa gieo là i, khoảng cách giữa các hốc hay khoảng cách giữa các hạt là c (cm), đường kính bánh xe lấp hạt là D (cm), số lỗ trên đĩa gieo là m. Khi đó:
• Nếu gieo hàng thì số hạt phải gieo sau một vòng quay của đĩa gieo là:
m .D
i.c
(hạt) (4.6)
• Nếu gieo hốc thì số hạt phải gieo được tính như sau:
Tính số hốc phải gieo sau một vòng quay của bánh xe lấp hạt theo công thức:
n .D
1 c
(hốc) (4.7)
Tính số hốc phải gieo sau một vòng quay của đĩa gieo theo công thức:
n .Dn1
(hốc) (4.8)
2 i.c i
Suy ra, số hạt phải gieo sau một vòng quay của đĩa gieo (M) là:
M a.n2
a .D
i.c
(hạt), với a là số hạt trong một hốc (4.9)
Nếu đã chọn được đĩa có số lỗ và kích thước lỗ phù hợp với hạt giống thì ta thay đôi đĩa xích hoặc bánh răng của cơ cấu truyền động để có tỷ số truyền i phù hợp. Hoặc nếu đã có tỷ số truyền i thích hợp thì ta có thể chọn đĩa có số lỗ phù hợp, sao cho lượng gieo đạt yêu cầu.
- Điều chỉnh cần rạch tiêu
Để khoảng cách giữa các hàng tiếp giáp của các đường gieo liền nhau bằng khoảng cách giữa các hàng trong một đường gieo và những hàng đó song song nhau, người ta dùng cần rạch tiêu. Cần rạch tiêu rạch thành vết rãnh. Người lái máy ở đường chạy tiếp theo sẽ lái cho bánh xe bên phải phía trước hoặc mép của dải xích bên phải đi đúng vết đó. Cũng có thể lái cho điểm giữa của liên hợp máy gieo đi theo vết đó (đối với máy gieo liên hợp với máy kéo 3 bánh). Trên hình 4.10 là sơ đồ 3 đường gieo liên tiếp. Ở đường thứ nhất cần rạch tiêu bên phải tạo ra vết với chiều dài cần là lp.
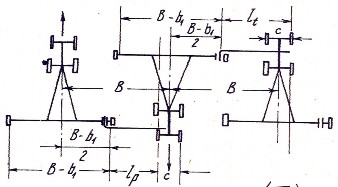
Ở đường gieo thứ hai, cần rạch tiêu bên trái tạo vết với chiều dài là lt. Chiều dài cần rạch tiêu tính bằng khoảng cách từ mũi rạch ở đầu cần (đĩa chỏm cầu) đến lưỡi rạch ngoài cùng của máy gieo, tính theo mặt phẳng ngang, theo sơ đồ ta có:
Lp = 0,5.(B - b1 – C) (4.10)
l = 0,5.(B - b1 - C) (4.11)
(a) (b) (c)
Hình 4.10: Xác định chiều dài cần rạch tiêu
Trong đó: B là bề rộng làm việc của máy gieo; b1 là khoảng cách hai hàng biên của hai đường gieo liên tiếp (ta có thể lấy b1 bằng khoảng cách giữa các hang gieo b của một đường gieo), C là khoảng cách giữa hai bánh trước của máy kéo bánh hơi hoặc khoảng cách giữa hai mép trong của hai dải xích của máy kéo xích. Trong trường hợp máy gieo liên hợp với máy kéo ba bánh (hai bánh sau, một bánh trước) hoặc người lái máy lấy đích ngắm là điểm giữa của máy kéo thì lúc đó C = 0 và công thức tính chiều dài cần rạch tiêu sẽ là:
lp = lt = l = 0,5.(B - b1) (4.12)
Sau khi đã tính được lp, lt ta hạ cần rạch tiêu xuống cho đĩa rạch tỳ xuống mặt ruộng và điều chỉnh theo các số liệu đã được tính toán. Cố định các chiều dài đã điều chỉnh, dựng đứng cần rạch tiêu lên, khi làm việc sẽ hạ xuống.
4.2. MÁY CẤY LÚA
4.2.1. Yêu cầu kỹ thuật và phân loại máy cấy
a. Yêu cầu kỹ thuật
- Mật độ cấy đều và đúng qui định
- Cấy đúng độ sâu
- Khả năng di chuyển trên ruộng bùn tốt
- Dễ sử dụng, năng suất cao
b. Phân loại máy cấy
- Theo nguyên lý làm việc của máy cấy, ta có: máy cấy loại kẹp cây và máy cấy loại chải cây.
- Theo nguồn động lực, ta có: máy cấy người kéo và máy cấy có động cơ.
- Theo loại mạ, ta có: máy cấy mạ dài cây và máy cấy mạ non.
4.2.2. Cấu tạo và nguyên lý làm việc
Thông thường một máy cấy lúa gồm một số bộ phận sau: bộ phận chứa và cung cấp mạ; bộ phận cấy, hệ thống truyền lực và di động, cơ cấu điều khiển, điều chỉnh, hướng dẫn.
a. Bộ phận chứa và cung cấp mạ
a) b)
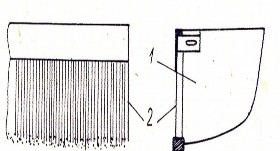
Hình 4.11: Một số kiểu thùng chứa mạ
a - thùng chứa ở máy cấy kẹp
1 - thùng chứa; 2 - thanh khung ngang; 3 - tấm ván cửa ra mạ
b - thùng chứa ở máy cấy chải 1 - thùng chứa; 2 - hàng rèm; 3 - hàng lông
Thùng chứa mạ chứa một lượng mạ cần thiết phù hợp với loại mạ và công suất máy cấy: với mạ dài thùng chứa mạ có thành cao, với mạ ngắn (mạ non, mạ gieo trên sàn cứng, mạ gieo trên khay) thùng chứa có thành thấp. Thùng chứa mạ có hai loại: loại chứa mạ chung cho tất cả các bộ phận cấy và loại chứa riêng cho từng bộ phận cấy. Đặc điểm cấu tạo đáng chú ý của thùng chứa là đáy thùng phải có độ cong thích hợp và được bố trí nghiêng so với phương ngang một góc α nào đó để thuận tiện cho việc cung cấp mạ.
Bộ phận cung cấp mạ có nhiệm vụ cung cấp (theo hướng ngang và dọc) mạ cho bộ phận cấy, lượng mạ cung cấp đúng bằng lượng mạ bộ phận cấy đã lấy đưa xuống ruộng. Việc cung cấp mạ phải được tiến hành đồng bộ với hoạt động của bộ phận cấy, tức là sau mỗi lần bộ phận cấy lấy mạ đi thì bộ phận cung cấp phải bù vào chỗ trống đó.
Cung cấp mạ theo hướng ngang được thực hiện bằng cách di chuyển thùng chứa mạ theo chiều ngang (vuông góc với hướng chuyển động của máy, hình 4.12).
a)
b)
c)
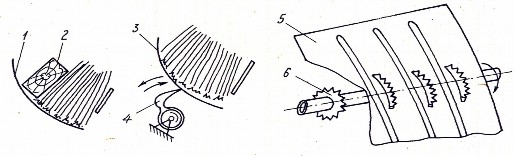
Hình 4.12: Sơ đồ các kiểu cung cấp mạ theo hướng ngang
a - loại chốt - rãnh trục xoắn hai chiều; b - loại cung răng - thanh vít đảo chiều; c - loại thanh răng - ngón đấy
1 - thùng mạ; 2 - chốt; 3 - trục răng xoắn; 4 - thanh răng; 5 - cung vít; 6 - ngón đẩy; 7 - thanh răng
Mạ còn được cung cấp theo hướng dọc (hướng chuyển động của máy cấy). Cung cấp dọc được thực hiện về phía cửa ra của thùng chứa mạ.
Sơ đồ nguyên tắc cấu tạo và làm việc của các loại bộ phận cung cấp dọc được trình bày ở hình 4.13. Ở những máy cấy đơn giản (loại người kéo), người ta áp dụng những bộ phận cung cấp dọc đơn giản như là dùng vật nặng đè lên trên (hình 4.13a) để ép dồn mạ theo hướng dọc, có cơ cấu kiểu búa tác động lên vật nặng sau mỗi lần bộ phận cấy lấy mạ. Có thể dùng cần đẩy trực tiếp tác động vào gốc khối mạ qua tấm rèm ở đáy thùng chứa mạ theo kiểu ngón đẩy (hình 4.13b). Với mạ non mà được đưa vào máy cấy ở những dạng thảm mạ, việc cung cấp mạ được thực hiện bởi những đĩa răng được lắp vào trục quay đặt dưới đáy thùng chứa thảm mạ, tiếp xúc với thảm mạ qua những khe hở ở đáy thùng (hình 4.13c).
a) b) c)
Hình 4.13: Sơ đồ các kiểu cung cấp mạ theo hướng dọc
a - loại vật đè; b - loại ngón đẩy; c - loại bánh sao
1,3,5 - các bộ phận chứa mạ; 2,4,6 - các bộ phận cung cấp mạ
b. Bộ phận cấy
Bộ phận cấy có nhiệm vụ lấy đúng số cây mạ từ thùng chứa, đưa xuống bùn, để lại đó với đúng độ sâu, đứng cây, gọn khóm, an toàn cho mạ. Có hai loại bộ phận cấy là loại kẹp cấy và loại chải cấy.
Bộ phận cấy loại kẹp hoạt động như thao tác của hai ngón tay người khi cấy lúa (hình 4.14). Mỗi bộ phận cấy gồm có răng cố định 1 và răng di động 3 được lắp trên các thanh 2 và 4. Việc cấy mạ trải qua hai động tác chính: động tác kẹp mạ và động tác nhả mạ. Kẹp được mở ở độ mở cần thiết, được đưa vào