Để ngăn ngừa thiên tích nhánh cây trong các thỏi thép hợp kim, khi đúc phải làm nguội chậm để tạo điều kiện khuếch tán làm đều thành phần. Tuy nhiên biện pháp này không đem lại hiệu quả kinh tế kỹ thuật và các xưởng luyện thép đòi hỏi quay vòng khuôn đúc thỏi nhanh.
Để khắc phục thiên tích nhánh cây cần phải tiến hành ủ khuếch tán thỏi đúc trước khi đem cán, rèn. Nhiệt độ ủ là 1050-11000C với thời gian dài 8-10h. Ủ khuếch tán là nguyên công nhiệt luyện giá thành cao, vì vậy chỉ áp dụng khi thực sự cần thiết cho các thép hợp kim yêu cầu cao.
b. Đốm trắng
Đây là một dạng khuyết tật rất nguy hiểm của thép hợp kim đó là các vết nứt nhỏ có dạng lốm đốm trắng, thấy rò ở trên mặt gãy của vật, thỏi cán. Đốm trắng là nguồn gốc phát sinh các phá hủy giòn.
Dạng khuyết tật này chỉ xảy ra ở trong thỏi cán của các thép hợp kim có độ thấm tôi cao như các thép hợp kim Cr-Ni, Cr-Ni-W(Mo), không xẩy ra ở trong thỏi đúc của mọi loại thép và thỏi cán của các thép cacbon, thép hợp kim austenit và ferit.
Nguyên nhân xảy ra đốm trắng là hyđrô. Hyđrô trong khí quyển của lò luyện hòa tan vào thép lỏng và cố định lại trong thép rắn. Độ hòa tan của hyđrô ở trong thép rắn giảm dần khi hạ nhiệt độ, đặc biệt từ dưới 2000C, độ hòa tan của hyđrô bị giảm đột, do vậy hyđrô bắt buộc phải thoát ra. Trong thép cán, rèn với mật độ lớn (do không còn rỗ xốp), hyđrô không kịp thoát ra ngoài thép rắn, bị tích tụ lại dưới áp suất lớn tới mức phá hủy bộ phận, gây ra vế nứt dạng chân chim. Trong thép đúc không có đốm trắng vì còn rỗ xốp là nơi hyđrô có thể ẩn náu được.
Ngoài hyđrô ra sự chuyển biến pha (γ→α hoặc γ→M) không đồng đều về thời gian và nhiệt độ, giữa các vùng của tinh thể có thành phần hóa học (vùng nhánh cây và vùng giữa các nhánh cây) gây nên ứng suất bên trong, cũng góp phần tạo nên đốm trắng. Có thể vì vậy mà không thấy xuất hiện đốm trắng trong thép cacbon và thép hợp kim thấp.
Biện pháp tốt nhất là ngăn ngừa để không tạo thành đốm trắng, muốn vậy phải giảm bớt lượng hyđrô hòa tan vào thép lỏng bằng cách sấy khô toàn bộ mẻ liệu (sắt, thép vụn), nhiên liệu và chất trợ dung trước khi cho vào lò luyện. Đây là biện pháp ít tốn kém, mang lại hiệu quả tốt. Người ta cũng có thể dùng biện pháp khác, trong đó sau khi biến dạng nóng làm nguội thép xuống dưới nhiệt độ A1 khoảng 50-1000C rồi giữ nhiệt ở đó trong thời gian dài (từ vài đến hơn mười giờ tùy thuộc vào tiết diện
thỏi), tức dùng cách ủ đẳng nhiệt, hoặc làm nguội sau khi biến dạng với tốc độ chậm (10-15h) để hyđrô kịp khuếch tán ra khỏi ferit. Biện pháp ủ khử bỏ đốm trắng đòi hỏi thời gian dài, khá tốn kém. Các nhà máy luyện kim tiến hành việc khử bỏ đốm trắng ở trong thỏi thép trước khi cung cấp cho các nhà máy cơ khí.
c. Giòn ram
Có thể bạn quan tâm!
-
 Ảnh Hưởng Của Cacbon Đến Tổ Chức Và Tính Chất Của Thép Cacbon
Ảnh Hưởng Của Cacbon Đến Tổ Chức Và Tính Chất Của Thép Cacbon -
 S Ơ Đ Ồ Cấu Tạo Của Thỏi Đúc Thép Sôi (A) Và Thép Lặng (B).
S Ơ Đ Ồ Cấu Tạo Của Thỏi Đúc Thép Sôi (A) Và Thép Lặng (B). -
 Ảnh Hưởng Của Nguyên Tố Hợp Kim Đến Quá Trình Nhiệt Luyện
Ảnh Hưởng Của Nguyên Tố Hợp Kim Đến Quá Trình Nhiệt Luyện -
 Tổ Chức Tế Vi Của Thép Gió: A. Trạng Thái Sau Khi Đúc, Có Lêđêburit, Cacbit Không Đồng Đều; B. Sau Khi Rèn Và Ủ, Cacbit Đồng Đều
Tổ Chức Tế Vi Của Thép Gió: A. Trạng Thái Sau Khi Đúc, Có Lêđêburit, Cacbit Không Đồng Đều; B. Sau Khi Rèn Và Ủ, Cacbit Đồng Đều -
 Mức Độ Hòa Tan Nguyên Tố Hợp Kim Vào Austenit Theo Nhiệt Độ Nung
Mức Độ Hòa Tan Nguyên Tố Hợp Kim Vào Austenit Theo Nhiệt Độ Nung -
 Thép Không Gỉ Hóa Cứng Tiết Pha (Thép Austenite- Mactenxit)
Thép Không Gỉ Hóa Cứng Tiết Pha (Thép Austenite- Mactenxit)
Xem toàn bộ 193 trang tài liệu này.
Với thép cacbon khi tăng nhiệt độ ram, độ dai va đập sẽ tăng và đạt giá trị lớn nhất ở khoảng nhiệt độ 600-6500C rồi giảm đi. Nhưng một số thép kết cấu hợp kim quan hệ giữa độ dai va đập và nhiệt độ ram có thể có hai giá trị cực tiểu ứng với hai khoảng nhiệt độ tại đó thép bị giòn hơn mức bình thường rất nhiều hiện tượng đó được gọi là giòn ram.
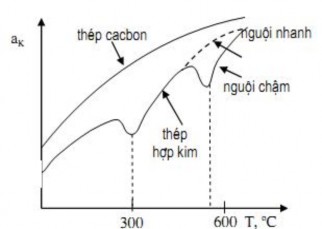
Hình 2.8. Quan hệ giữa độ dai va đập và nhiệt độ ram
Loại giòn xuất hiện khi ram ở khoảng 280-3500C, ứng với cực tiểu thứ nhất được gọi là giòn ram loại I, mà nguyên nhân của nó đến nay cũng chưa rò. Có th ể là do khi ram ở nhiệt độ này, cacbit dạng tấm tiết ra khỏi mactenxit ở biên giới pha dẫn tới phá hủy giòn, hoặc là do austenit dư chuyển thành mactenxit ở biên giới pha dẫn tới phá hủy giòn, hoặc là do austenit dư chuyển thành mactenxit ram là pha giòn hơn làm độ dai va đập giảm đi đột ngột. Hiện vẫn chưa có biện pháp có hiệu quả ngăn ngừa giòn ram loại I, do đó nó còn được gọi là giòn ram không thuận nghịch hay không chữa được. Cách tốt nhất là tránh không ram ở khoảng nhiệt độ có xuất hiện giòn ram loại I. Loại giòn xuất hiện khi ram ở khoảng 500-6000C, thường gặp ở thép hợp kim Cr, Mn, Cr-Ni, Cr-Mn, sau khi ram làm nguội chậm, ứng với cực tiểu thứ hai được gọi là giòn ram loại II. Nếu sau khi ram làm nguội nhanh (bằng cách nhúng vào nước hay dầu mà không để nguội ngoài không khí như cách ram thông thường) thì không xuất hiện cực tiểu thứ hai nói trên, tức không xảy ra giòn ram. Song nếu sau đó lại tiến hành ram lâu trong khoảng 500-6000C, tính giòn lại xuất hiện, vì vậy giòn ram này mang tính chất thuận nghịch. Cũng giống như giòn ram loại I, nguyên nhân của giòn ram loại II vẫn chưa được xác định rò ràng. Có thể là do khi làm nguội chậm từ nhiệt độ ram cao như vậy tạo điều kiện thuận lợi cho sự tiết ra các pha giòn có kích thước rất nhỏ ở biên giới hạt. Bản chất các pha đó là gì (nitrit, oxyt hay phôtphit) và cách phân bố chúng chưa được khẳng định. Biện pháp ngăn ngừa giòn ram loại II là làm nguội nhanh sau khi ram cao (bằng cách nhúng chi tiết vào dầu hay nước). Với chi tiết lớn khó làm nguội nhanh, phải dùng thép hợp kim hóa thêm bằng 1%W hay 0,5%Mo. Việc áp dụng cơ-
nhiệt luyện cũng có tác dụng ngăn cản giòn ram loại II.
2.2.2. Phân loại thép hợp kim
Có thể có các phương pháp phân loại thép hợp kim chủ yếu sau :
a. Phân loại theo tổ chức tế vi
Thường phân loại thép hợp kim theo tổ chức ở trạng thái cân bằng và sau khi
thường hóa.
Phân loại theo tổ chức ở trạng thái cân bằng sau khi ủ, thép có tổ chức cân bằng ổn định, với độ bền, độ cứng thấp nhất. Theo lượng cacbon tăng dần, có thể có các loại thép sau.
Thép trước cùng tích, với tổ chức ferit và peclit. Thép cùng tích, với tổ chức peclit.
Thép sau cùng tích với tổ chức ngoài peclit còn có cacbit thứ hai.
Thép lêđêburit với tổ chức có điểm cùng tinh lêđêburit.
Thép austenit với tổ chức thuần austenit (do được hợp kim hóa với lượng lớn nguyên tố mở rộng vùng γ, như Ni hoặc Mn).
Thép ferit với tổ chức thuần ferit (do được hợp kim hóa với lượng lớn nguyên tố mở rộng vùng α như Cr hoặc Si).
b. Phân loại theo tổ chức ở trạng thái thường hóa
Từ tổ chức sau khi austenit hóa rồi làm nguội ngoài không khí tĩnh (thường hóa) các mẫu nhỏ (đường kính 25mm) tùy mức độ hợp kim hóa có thể có các loại thép.
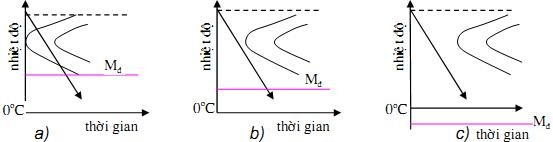
Hình 2.8. Đường cong chữ ‘C’ của các loại thép
Thép peclit là loại thép hợp kim thấp, tính ổn định của austenit quá nguội chưa
lớn lắm, vectơ nguội cắt chữ ‘C’ (hình 2.8a), nên tổ chức nhận được vẫn là peclit.
Thép mactenxit là loại thép hợp kim trung bình và cao có tính ổn định của austenit quá nguội lớn đến mức vectơ nguội ngoài không khí không cắt giản đồ chữ ‘C’ mà xuống thẳng vùng mactenxit (hình 2.8b) nên tổ chức nhận được là mactenxit.
Thép austenit là loại thép hợp kim cao bởi các nguyên tố như Ni, Mn mở rộng vùng γ xuống đến nhiệt độ thường (hình 2.8c), nên sau khi nguội ngoài không khí, thép vẫn ở trạng thái austenit.
c. Phân loại theo nguyên tố hợp kim
Cách phân loại này dựa vào tên các nguyên tố hợp kim chính của thép. Ví dụ
thép có chứa Cr được gọi là thép crôm, chứa Cr, Mn gọi là thép Cr-Mn, chứa Cr, Ni, Mo được gọi là thép Cr-Ni-Mo… Theo cách phân loại này biêt được tính chất của thép do nguyên tố hợp kim chính quyết định, ví dụ thép Ni có tính dẻo, dai cao, thép Cr-Ni-
Mo có độ thấm tôi cao và không nhạy cảm với giòn ram loại II…
d. Phân loại theo tổng lượng nguyên tố hợp kim
Theo tổng lượng nguyên tố hợp kim có các loại sau.
Thép hợp kim thấp là loại mà tổng lượng các nguyên tố hợp kim nhỏ hơn 2,5% (thường là loại peclit).
Thép hợp kim trung bình là loại mà tổng lượng các nguyên tố hợp kim từ 2,5 đến 10% (là loại peclit-mactenxit).
Thép hợp kim cao là loại mà tổng lượng các nguyên tố hợp kim cao hơn 10% (có
thể là thép mactenxit hay austenit).
Cách phân loại này cho biết giá trị của thép.
e. Phân loại theo công dụng
Đây là cách phân loại thường dùng nhất, cũng như thép cacbon, theo công dụng, thép hợp kim được phân ra các nhóm chính sau.
Thép cán nóng thông dụng, được dùng với khối lượng lớn, chủ yếu dùng trong xây dựng và các công việc thông thường tương tự, không cần qua nhiệt luyện khi sử dụng.
Thép kết cấu là nhóm thép chủ yếu để làm chi tiết máy, thường phải qua nhiệt luyện. Thép dụng cụ là nhóm thép chủ yếu để làm dụng cụ, nhất thiết phải qua nhiệt luyện.
Thép hợp kim đặc biệt là nhóm thép có các tính chất đặc biệt (cơ, lý, hóa) ví dụ thép không gỉ, thép có tính chống mài mòn cao, thép chịu nhiệt, thép có tính giãn nở và thép đàn hồi đặc biệt, thép không từ tính…
2.2.3. Ký hiệu thép hợp kim
Thép hợp kim được ký hiệu theo hệ thống chữ và số, chữ ký hiệu các nguyên tố hợp kim bằng chính ký hiệu hóa học của nó, số đầu chỉ lượng cacbon trung bình theo phần vạn, số phía sau nguyên tố nào chỉ lượng trung bình của nguyên tố đó theo phần trăm, nếu lượng nguyên tố hợp kim nào nhỏ hơn 1% thì không ghi con số sau nó.
Ví dụ mác thép 18CrMnTi, chứa 0,18%C, nhỏ hơn hoặc bằng 1% mỗi nguyên tố Cr, Mn, Ti (thép thấm cacbon) hoặc mác thép 60Si2 có 0,6%C, 2%Si (thép đàn hồi). Do nước ta chưa sản xuất được nhiều thép, thép là thép hợp kim, nên chủ yếu dùng thép nhập khẩu. Mỗi nước có cách phân loại và ký hiệu riêng của nó. Để tiện cho việc tra cứu, so sánh hoặc chuyển đổi tương đương.
2.3. Thép cán nóng thông dụng
2.3.1. Thành phần và tính chất
a. Thành phần hóa học
Đại đa số thép cán nóng thông dụng có lượng cacbon không vượt quá 0,2%C. Để
cải thiện một số tính chất như: độ bền cơ học và độ bền chống ăn mòn trong khí quyển… người ta có thể cho thêm một số nguyên tố hợp kim ở mức độ vi lượng hoặc thấp với tổng lượng các nguyên tố hợp kim nhỏ hơn hoặc bằng 2%. Nếu tăng lượng cacbon và lượng nguyên tố hợp kim hơn nữa thì có thể cải thiện rò rệt các tính chất này, nhưng sẽ làm xấu tính dẻo dai và nhất là tính hàn của thép, mà các tính chất này là những yêu cầu hàng đầu đối với thép xây dựng, lĩnh vực sử dụng chủ yếu củ nhóm thép này. Ngoài ra còn do lý do giá thành, với thép thông dụng, thường sản xuất với khối lượng lớn, không thể hợp kim hóa một cách tùy tiện.
b. Tính chất
Độ bền đặc biệt là giới hạn chảy của thép càng cao, các kết cấu càng bền và càng gọn nhẹ. Người ta thấy rằng nếu tăng giới hạn chảy từ 240MPa-260MPa (thép CT38) lên 340MPa-360MPa, khối lượng kết cấu kim loại có thể giảm bớt 20-25%. Điều này đem lại hiệu quả kinh tế lớn tiết kiệm thép dùng, giảm nhẹ khối lượng xây dựng, tăng được khả năng chịu tải của kết cấu như cầu, toa xe, ô tô… Bằng cách hợp kim hóa vi lượng hoặc bằng cách gia công thích hợp sau khi cán, có thể tăng giới hạn chảy lên trên 300MPa, thậm chí có thể lên trên 500MPa.
Tính dẻo phải đảm bảo, do các kết cấu kim loại khi chế tạo thường phải qua uốn dập, nên nó phải đủ dẻo, bình thường δ=18-20%, với những loại thép tấm mỏng (uốn dập mui ô tô) thì δ ≥ 25-30%.
Tính hàn tốt, tính hàn phải được xem như yếu tố quan trọng hàng đầu bởi vì phần lớn các trường hợp sử dụng thép thông dụng phải qua hàn. Hàn bảo gồm việc làm chảy bộ phận chi tiết phải hàn, rồi làm nguội nó. Vùng kim loại bị chảy lỏng và vùng kế cận (vùng chuyển tiếp) trên kim loại nền, tuy luôn ở trạng rắn, nhưng phải trải qua một chu trình nhiệt nung nóng lên trên nhiệt độ chuyển biến pha rồi bị làm nguội. Nguy cơ xuất hiện các vết nứt ở vùng ảnh hưởng nhiệt càng lớn nếu như sau khi bị nguội nhanh và trong mối hàn xuất hiện các pha cứng và giòn (cacbit hợp kim). Bởi lẽ đó người ta luôn tìm cách hạn chế lượng cacbon và các nguyên tố hợp kim đối với các loại thép chuyên dùng để hàn. Nguồi ta cũng xác định khả năng hàn của thép bằng cách tính giá trị lượng cacbon quy đổi (tương đương). Một trong những công thức thường được dùng để tính phần trăm C tương đương, do viện quốc tế (IIS/IIW) đưa ra như sau:
%Ctđ = %C + Mn/6 + (Cr+Mo+V)/5+ (Ni+Cu)/15
Trong đó thành phần của các nguyên tố hợp kim được tính theo % khối lượng. Rò ràng %Ctđ càng cao thì thép càng khó hàn (càng dễ bị tôi). Khi đó phải tìm cách hạn chế sự xuất hiện các khuyết tật hàn bằng cách nung nóng trước chỗ cần hàn, khống chế chặt chẽ năng lượng sử dụng khi hàn (cho phù hợp với kích thước, chiều dày và hình dáng,…của chi tiết hàn), làm nguội chậm đến mức có thể được sau khi hàn…
Tính chống ăn mòn khí quyển, như đã biết thép cacbon bị ăn mòn (gỉ) trong khí
quyển, nhất là trong không khí ẩm, bị ăn mòn mạnh trong khí quyển công nghiệp có nhiều CO2, CO, H2S, vùng biển có nhiều ion Cl-. Có thể hạn chế gỉ bằng cách sơn phủ. Cũng có thể tăng khả năng chống ăn mòn trong khí quyển bằng cách đưa thêm vào thép một lượng nhỏ các nguyên tố như Cr, Ni và đặc biệt là Cu và P…
2.3.2. Nhóm thép Cacbon
Ở nước ta, đó là nhóm thép CT. Trong thực tế thường gặp các loại CT33, CT34, CT38 và CT51, trong đó CT51 thường được cán thành các thanh thép vằn dùng làm cốt cho bê tông.
Đặc tính của nhóm thép này có giới hạn đàn hồi và giới hạn chảy thấp (<300MPa), nhưng có độ dẻo cao (δ=15-30%). Để nâng cao độ bền của cốt thép cho bê tông, người ta tiến hành kéo giãn các thanh thép đó dài thêm 6-8%, nhờ vậy không những tăng được sức chịu tải cho bê tông mà còn tiết kiệm được lượng thép dư ra và đỡ công làm sạch do kéo giãn gỉ bị bong ra.
Nước ta chưa có quy định cho thép làm cốt bê tông, song theo các quy định của tiêu chuẩn GOST thì các mác thép làm cốt bê tông được chia thành 5 cấp. A-I (cho thép tròn trơn), A-II, A-III, A-IV, A-V (cho thép vằn). Các mác CT38s và CCT38 được dùng để sản xuất thép tròn trơn. Mác thép CCT51n và 18Mn2Si được dùng để sản xuất thép vằn, cấp thấp nhất là A-II, còn các cấp cao hơn (A-III, A-IV, A-V) phải dùng nhóm thép hợp kim thấp độ bền cao.
2.3.3. Nhóm thép hợp kim vi lượng
Những phát triển gần đây trong lĩnh vực sản xuất thép cho phép đưa vào sử dụng một số loại thép mới, một trong số đó là thép hợp kim vi lượng. Về thành phần hóa học, nó chỉ khác nhóm thép cacsbon chút ít. Cụ thể là lượng Mn≤1,5%, ngoài ra nó còn chứa nhỏ hơn 0,1% các nguyên tố tạo cacbit mạnh như V, Ti, Nb (ví dụ 0,06%Nb). Điểm nổi bật của loại thép này là có cơ tính rất cao, giới hạn đàn hồi từ 400 đến 650MPa, độ bền kéo trong khoảng 500-850MPa và độ giãn dài cũng khá lớn (14-17%).
Điều này có thể giải thích là sự giảm kích thước hạt và sự có mặt của pha thứ hai tiết ra đã cải thiện đáng kể cơ tính của thép. Bằng cách cho them một lượng nhỏ các nguyên tố nêu trên và qua gia công cơ – nhiệt thích hợp, cụ thể là kiểm tra và khống chế nhiệt độ trong quá trình cán và lúc kết thúc cán, cũng như tốc độ làm nguội sau khi cán, người ta có thể nhận được các hạt cacbit VC, TiC, NbC rất nhỏ mịn và phân tán đều trong thép nền. Tác dụng của các hạt cacbit thể hiện ở hai mặt, thứ nhất chúng cản trở sự lớn lên của hạt austenite trong quá trình cán nóng, thứ hai vì chúng rất nhỏ mịn và phân tán đều nên tạo điều kiện cho hiện tượng hóa bền cấu trúc.
Cuối cùng do kích thước hạt nhỏ, các thép này có nhiệt độ chuyển biến từ dẻo sang giòn rất thấp. Chúng được sử dụng để làm các chi tiết đòi hỏi có giới hạn đàn hồi cao, độ dai va đập ở nhiệt độ thấp đảm bảo, đó là những tính chất cần thiết để chế tạo
các ống dẫn khí, dẫn dầu hoặc các kết cấu ở vùng băng giá hay khi người ta muốn giảm nhẹ trọng lượng của chi tiết, nhất là trong công nghiệp ô tô.
2.3.4. Nhóm thép hai pha đối nghịch (ferit-Mactenxit)
Nếu nhóm thép hợp kim vi lượng kể trên được sử dụng chủ yếu nhờ có giới hạn đàn hồi cao, thì nó sẽ gây khó khăn cho quá trình tạo hình bằng biến dạng dẻo nguội. Cũng với mục đích giảm nhẹ trọng lượng xe cộ các nhà nghiên cứu trong công nghiệp ô tô của Mỹ đã đưa vào sử dụng một nhóm thép mới mà giới hạn đài hồi của chúng ở mức trung bình từ 300-350MPa, nhưng độ bền kéo của chúng sau khi biến dạng dẻo đáng kể, có thể tăng lên xấp xỉ với độ bền của nhóm thép hợp kim vi lượng (650- 700MPa). Hơn nữa độ dẻo cũng rất cao δ=25-30% và có ưu điểm là đường cong biến dạng của chúng liên tục, không có điểm gãy khúc hay đoạn nằm ngang sau khi biến dạng đàn hồi. Điều đó có nghĩa là đ ộ bền tăng liên tục theo mức độ tăng biến dạng (tất nhiên là khi chưa vượt quá giới hạn bền của chúng). Sau khi tạo hình bằng rèn dập, giới hạn đàng hồi của chúng không thấp hơn 500MPa.
Nhóm thép này được đặt tên là thép hai pha đối nghịch (ngược nhau) vì tổ chức tế vi của chúng gồm nền ferit không chứa xementi (nên rất dẻo) và các hạt mactenxit với tỷ lệ 10-20%.
Về thành phần của chúng, chúng thuộc loại thép cacbon thấp (0,08-0,15%C), nhưng mangan khá cao (1-1,5%Mn). Để đạt được tổ chức như trên, người ta sử dụng nhiệt luyện và cơ-nhiệt luyện để chế tạo, trước khi cung cấp cho người dùng.
Cách thứ nhất, nung nóng thép lên đến nhiệt độ nằm giữa Ac1 và Ac3, ở khoảng nhiệt độ này pha ferit hầu như chưa có thay đổi, chỉ có các hạt peclit chuyển thành austenite chứa nhiều cacbon. Sau khi tôi sẽ chuyển biến thành mactenxit.
Cách thứ hai, tôi trực tiếp sau khi cán nóng sẽ nhận được ngay tổ chức hỗn hợp ferit và mactenxit. Trường hợp này, phải kiểm tra chặt chẽ nhiệt độ kết thúc khi cán để đảm bảo tổ chức trước khi tôi ferit và austenit.
Với nhóm thép này, để cải thiện khả năng tôi (độ thấm tôi) người ta có thể cho thêm một lượng nhỏ Cr (0,5%) và Mo (0,4%).
2.3.5. Nhóm thép hợp kim thấp
Thép hợp kim thấp thỏa mãn tốt các yêu cầu xây dựng hiện đại do có giới hạn chảy cao, tính chống ăn mòn tốt trong khí quyển và tương đối rẻ, trong nhiều trường hợp, tỷ lệ tăng giới hạn chảy vượt quá tỷ lệ tăng của giá thành sản xuất, do vậy có hiệu quả kinh tế hơn.
Các mác thép mangan 19Mn, 09Mn2, 14Mn2 có tính hàn cao (dễ hàn). Trong đó 19Mn dùng làm các đường ống dẫn dầu và khí đốt dưới áp lực cao, có đường kính tới 820mm; 14Mn2 dùng làm vỏ lò cao, thiết bị hút bụi. Các thép hợp kim hóa phức tạp như 17MnSi, 14CrMnSi có cơ tính cao hơn, được dùng làm các kết cấu chịu lực trong
vận tải như: làm dầm ô tô, đóng toa xe,… Các số hiệu 35CrSi, 25Mn2Si được dùng làm cốt cho bê tông cường độ cao.
Có một số nguyên tố, đặc biệt là Cu, chỉ cần cho vào thép một lượng nhỏ (0,02- 0,55%) cũng cải thiện đáng kể khả năng chống ăn mòn cho thép trong khí quyển (độ bền chóng ăn mòn tăng khoảng bốn lần), do nó tạo ra một lớp bảo vệ kiểu oxyt, nhưng có cấu tạo sít chặt, bao gồm các sắt oxyt và đồng oxyt xen kẽ nhau. Đôi khi người ta còn cho thêm Ni và Cr, mỗi nguyên tố khoảng 0,5% và cả P (≤0,15%), chúng góp phần tăng cường tác dụng của Cu. Ngoài ra do có thêm các nguyên tố hợp kim này mà
cơ tính của thép (độ bền kéo) cũng được cải thiện. Đó chính là trường hợp số hiệu hợp
kim hóa phức tạp 15CrSiNiCu của Nga và nhóm thép với tên Corten ở các nước phương Tây và Nhật Bản. Loại thép này được dùng làm các kết cấu kim loại ở các khu công nghiệp, các công trình xây dựng dân dụng, giao thông vận tải (cầu, dầm ô tô,…) và vùng khí hậu biển.
2.4. Thép kết cấu
2.4.1. Khái niệm, đặc điểm và phân loại thép kết cấu
a. Khái niệm về thép kết cấu
Thép kết cấu là loại thép chủ yếu dùng để chế tạo các chi tiết máy (các loại trục, bánh răng, thanh truyền lực, lò xo, vòng bi,…). So với loại thép thong dụng ở mục nêu trên, chúng được sử dụng với khối lượng ít hơn, nhưng thuộc loại chất lượng cao hơn và có nhiều chủng loại hơn và thường phải tiến hành nhiệt luyện để phát huy hết khả năng làm việc của chúng. Do vậy việc lựa chọn, sử dụng hợp lý thép kết cấu trong chế tạo cơ khí sẽ đưa lại hiệu quả kinh tế-kỹ thuật lớn.
b. Đặc điểm của thép kết cấu
Về tính chất, do được sử dụng chủ yếu để làm chi tiết máy, thép kết cấu phải đạt được hai yêu cầu cơ bản có tính công nghệ tốt ở trạng thái gia công (gia công áp lực và gia công cắt gọt) và có cơ tính tổng hợp tốt ở trạng thái làm việc (chủ yếu là độ dai va đập cao của phần lòi và độ cứng bề mặt cao để chống mài mòn, chịu tải tốt trong quá trình làm việc.
Về thành phần cacbon, để đảm bảo được các tính chất nêu trên, thép kết cấu thường là loại thép có thành phần cacbon thấp và trung bình, thường trong giới hạn 0,1-0,6%, cao nhất cũng không quá 0,65% (trừ các thép chuyên dùng, chịu mài mòn như thép vòng bi).
Về nguyên tố hợp kim, các nguyên tố hợp kim cho vào thép kết cấu chủ yếu để nâng cao độ thấm tôi (đường kính tôi thấu có thể từ 25-200mm) và nâng cao cơ tính ở trạng thái cung cấp (hóa bền ferit), nhưng nếu quá nhiều sẽ làm xấu tính công nghệ và nâng cao giá thành. Do vậy các nguyên tố hợp kim trong thép kết cấu được dùng với số lượng lớn ít, thường chỉ 1-3%, cá biệt cũng chỉ 6-7%. Ví dụ, Cr, Mn, Si với lượng