lớp d của lớp ngoài cùng lớn hơn 6 sẽ không có khả năng tạo cacbit, ngay cả các kim loại chuyển tiếp như Ni, Co và các kim loại như Si, Al, Cu, Zn, chúng chỉ có thể tạo thành dung dịch rắn với sắt (hoặc các pha liên kim loại khi lượng của chúng đủ lớn).
Một số nguyên tố như Si, Co không những không tạo cacbit mà còn ngăn cản C kết hợp với Fe và các nguyên tố khác, thúc đẩy C ở dạng tự do (graphit) hoặc làm thoát C khi nung thép.
Ngược lại, các nguyên tố có số điện tử ở phân lớp d nhỏ hơn 6 và càng nhỏ thì khả năng tạo cacbit càng mạnh. Dựa vào lý thuyết này, người ta đã xác lập được dãy các nguyên tố tạo cabit mạnh dần theo thứ tự Fe, Mn, Cr, W, Mo, V, Zr, Ti, Nb.
Trong đó Mn (đôi khi cả Cr, W) không tạo ra cacbit độc lập, do ái lực với C chỉ mạnh hơn so với Fe chút ít, chúng thay thế Fe trong xementit, tạo ra xementit hợp kim dạng (Fe,Mn)3C. Còn Cr, W là các nguyên tố tạo cacbit trung bình hoặc là nằm trong xementit hợp kim như trên, hoặc là tạo ra cacbit dạng phức tạp như Cr23C6, Cr7C3, Fe3W3C6, có nhiệt độ phân hủy thấp, dễ hòa tan vào austenit khi nung nóng. Trái lại Mo, V, Zr, Ti, Nb là các nguyên tố tạo cacbit mạnh như MoC, VC, ZrC, TiC, NbC, chúng có cấu tạo mạng tinh thể đơn giản và chỉ phân hủy ở nhiệt độ rất cao, rất khó hòa tan vào trong austenit, nhưng có tác dụng giữ hạt nhỏ khi nung thép.
Nói chung, dù là xementit hay cacbit hợp kim, chúng đều có tác dụng nâng cao khả năng chống mài mòn và tính chịu nhiệt cho thép.
2.2.1.3. Tác dụng của các nguyên tố hợp kim
a. Mangan, khi hòa tan vào ferit có tác dụng hóa bền pha này. Với lượng cacbon thấp (≤0,2%C), Mn có tác dụng hạ thấp nhiệt độ chuyển biến dẻo giòn của thép, nhưng với hàm lượng cacbon cao (>0,5%C) nó lại làm tăng nhiệt độ chuyển biến này. Mangan có tác dụng tăng độ thấm tôi, với 1%Mn đường kính tới hạn lý thuyết lớn gấp 4 lần so với thép cacbon không có Mn (và do đó hệ số thấm tôi của Mn là bốn). Mn không tạo cacbit riêng biệt mà thay thế Fe trong Fe3C. Đối với chuyển biến khi ram tác dụng của Mn là không đáng kể. Người ta sử dụng Mn để cải thiện tính chất của thép có công dụng chung (không qua nhiệt luyện) và nâng cao độ thấm tôi cho thép phải qua nhiệt luyện. Mặc dù Mn khá rẻ nhưng hiếm khi nó đóng vai trò là một nguyên tố độc lập, bởi vì nó kéo theo một số nhược điểm sau: thúc đẩy hạt tinh thể lớn nhanh khi nung, tăng tính giòn ram, giảm độ dẻo và độ bền theo hương vuông góc với phương cán.
b. Niken, đây là nguyên tố không tạo thành cacbit, tác dụng chủ yếu là tăng độ bền và độ dai va đập cho ferit. Thép chứa trên 5%Ni giữ được độ dai tốt ngay cả khi ở nhiệt độ rất thấp. Thép có 9%Ni được dùng để chế tạo các bình chứa trong các hệ thống làm lạnh. Ni còn có tác dụng giữ hạt nhỏ cho thép thấm Cacbon. Hệ số tăng độ thấm tôi của Ni là 1,4 (loại trung bình).
c. Silic, cũng như Ni, Si không tạo cacbit. Khi không có mặt C, với khoảng 2% Si thì
chuyển biến α↔γ bị ức chế. Khi có mặt C, vùng γ sẽ được mở rộng (với 0,35% C vùng γ sẽ tồn tại cho tới 9%Si). Hệ số tăng độ thấm tôi của Si là 1,7 (loại trung bình). Si còn có tác dụng tăng khả năng chống oxy hóa cho thép ở nhiệt độ cao và tăng độ bền chống dão, bởi vậy Si ó mặt trong thép crôm. Cùng với Mn (1,5-2%Si và 0,5 - 0,9%Mn), Si có tác dụng tăng giới hạn đàn hồi, ứng dụng để sản xuất lò xo, nhíp các loại.
d. Crôm, giản đồ pha Fe-Cr cho thấy vùng γ bị hạn chế trong giới hạn 12,8%Cr. Khi có thêm cacbon vùng này được mở rộng, chẳng hạn với 0,5%C, pha γ có thể tồn tại cho tới 20%Cr. Crôm tạo cacbit phức tạp Cr7C3 và Cr23C6. Những cacbit này sẽ hòa
tan vào austenit khi nhiệt độ cao hơn 9000C, Cr tăng đáng kể độ thấm tôi (với hệ số là
3,2). Nó còn có tác dụng cải thiện tính chống ram và độ bền ở nhiệt độ cao, do nó tạo ra cacbit nhỏ mịn khi ram, có tác dụng hóa bền tiết pha, bù lại sự hóa mềm của mactenxit do giảm độ chính phương. Cuối cùng Cr đóng vai trò hàng đầu đối với độ bền chống mài mòn. Thép sau cùng tích (0,9-1,0%C) mà có 0,5-1,7%Cr được dùng rộng rãi để chế tạo bi và vòng bi các loại (kể cả trục lăn, trục cán…).
e. Môlipđen, thu hẹp vùng γ còn mạnh hơn cả Cr. Nếu như không có cacbon,
vùng γ chỉ tồn tại trong phạm vi ≤ 3%Mo. Khi có cacbon (0,3%C), vùng γ có th ể tồn tại tới 8% Mo ở nhiệt độ 12500C. Mo là nguyên tố tạo cacbit mạnh khó hòa tan vào γ khi nung, cho nên trong thép kết cấu, lượng Mo không vượt quá 1%, nhưng trong thép dụng cụ và thép không gỉ, lượng Mo có thể cao hơn nhiều. Cùng với Cr, Mo tăng mạnh độ thấm tôi (với hệ số là 3,8). Mo cải thiện tính chống ram do nó tạo ra độ cứng thứ hai khi ram (do hình thành pha Mo2C) và làm giảm sự nhạy cảm đối với giòn ram.
f. Vanadi, tác dụng của V gần giống như Mo. Nó thu hẹp vùng γ và khuynh
hướng tạo cacbit còn mạnh hơn cả Mo. Rất khó có thể hòa tan VC vào γ, nghĩa là gi ữ C ở dạng liên kết và do vậy làm giảm độ thấm tôi và độ cứng của thép. VC nhỏ mịn, nằm ở biên hạt, nó có tác dụng ngăn cản sự lớn lên của hạt γ khi nung, đó là tác dụng chủ yếu của V. Ngoài ra V cũng tăng tính chống ram và tăng khả năng chống mài mòn cho thép. Nó thường được sử dụng cùng với các nguyên tố khác (nhất là với Cr), hàm lượng của nó không vượt quá 0,2%.
g. Bo, với một lượng rất nhỏ (0,001%), B tăng độ thấm tôi cho thép C lên hai lần. Tác dụng này thể hiện rò ở thép cacbon thấp và trung bình. Với thép cacbon cao (>0,7%C), tác dụng trên lại không đáng kể. Đó có thể là do B được tiết ra ở biên hạt austenit, ngăn cản sự sinh mầm peclit. Ở mỹ, hệ thép chứa Bo khá phát triển, cho phép tiết kiệm được khá nhiều trong việc sử dụng các nguyên tố hợp kim.
h. Lưu huỳnh, một vài loại thép có lượng S cao (0,008-0,13%) nó kết hợp với Mn tạo ra MnS nằm lẫn trong thép, có tác dụng làm gẫy vụn phoi thép khi gia công cắt gọt. Đây chính là thép cắt nhanh.
Có thể tóm tắt tác dụng riêng lẻ của các nguyên tố hợp kim đến tính chất của
thép. Để tăng độ thấm tôi, người ta sử dụng Mn hoặc Cr và cả Ni. Tác dụng các nguyên tố cùng có mặt có tính chất hiệp đồng, cho nên người ta thường áp dụng nguyên tắc ‘nhiều loại ít lượng’ hơn là nhiều lượng của một nguyên tố đơn lẻ nào đó.
Để cải thiện tính chống ram (giữ được độ cứng ở nhiệt độ cao khi ram) người ta sử dụng Cr, Mo, V và W đó là những nguyên tố tạo cacbit trong quá trình ram.
Để nâng cao độ bền chống mài mòn, người ta sử dụng các nguyên tố tạo cacbit.
2.2.1.4. Ảnh hưởng của nguyên tố hợp kim đến quá trình nhiệt luyện
Các nguyên tố hợp kim ảnh hưởng lớn đến quá trình nhiệt luyện thép, đặc biệt là đến quá trình tôi và ram, do vậy có ảnh hưởng quan trọng đến cơ tính, đây là đặc tính nổi bật của thép hợp kim. Chúng ta xem xét lần lượt ảnh hưởng của các nguyên tố hợp kim tới từng mặt của quá trình tôi và ram thép.
Chuyển biến khi nung nóng, như đã biết, phần lớn các thép hợp kim thường gặp ở trạng thái cân bằng (ủ) có tổ chức hai pha ferit và cacbit với các nguyên tố hợp kim phân bố trong chúng. Khi nung nóng để tôi cứng cũng có chuyển biến từ hỗn hợp ferit- cacbit thành austenit và sự phát triển của hạt austenit. Tuy nhiên so với thép cacbon, chuyển biến này có những điểm khác biệt khá rò rệt.
Trừ Mn, các nguyên tố tạo cacbit hợp kim khác đều khó hòa tan vào austenit hơn so với xementit, do cacbit của chúng bền vững và ổn định hơn so với xementit do vậy muốn hòa tan chúng, đòi h ỏi nhiệt độ cao hơn và thời gian dài hơn. Các nguyên tố tạo cacbit càng mạnh thì càng khó hòa tan. TiC, VC rất khó hòa tan, các cacbit khác khó hòa tan so với xementit hợp kim và xementit hợp kim khó hòa tan hơn xementit.
Ví dụ, thép dụng cụ cacbon CD100 chứa 1,0%C với pha cacbit là xementit có nhiệt độ tôi khoảng 7800C, thép ổ lăn OL100Cr2 có lượng cacbon tương tự nhưng có thêm khoảng 2%Cr với pha xementit hợp kim (Fe,Cr)3C có nhiệt độ tôi khoảng 830-
8500C, còn thép 100Cr12V có lượng Cr cao tới 12% và thêm khoảng 1%V với pha
cacbit tạo thành Cr7C3 và Cr23C6, có nhiệt độ tôi vượt quá 10000C. Ngoài ra sự đồng đều hóa thành phần của austentit hợp kim cũng khó khăn hơn, do tốc độ khuếch tán của các nguyên tố hợp kim thấp hơn rất nhiều so với cacbon. Do vậy muốn đồng đều thành phần hóa học của austenit cần phải giữ nhiệt lâu hơn.
Nếu thép được hợp kim hóa bằng những nguyên tố tạo cacbit mạnh, đặc biệt là Ti, V, W, Mo thì do sự khó hòa tan của các cacbit đó nằm ở biên giới hạt làm cản trở sự sát nhập giữa các hạt mà giữ được hạt austenit nhỏ mịnh khi nung nóng, ở đây cần nhấn mạnh vai trò giữ hạt austenit nhỏ mịn của Ti, thép với lượng nhỏ Ti (0,1%) đủ tạo nên một lượng không lớn TiC nằm ở biên giới hạt, có thể nung thép đến nhiệt độ 950-9800C trong một thời gian dài (3-5h) mà không sợ hạt lớn. Ngoài cacbit ra một số
nguyên tố hợp kim đặc biệt như Al, V, Nb, Ti có thể tạo nên các pha oxyt, nitrit rất khó hòa tan, cũng có tác dụng giữ cho hạt austentit nhỏ mịn. Hai nguyên tố không tạo
thành cacbit là Ni và Si cũng được coi là các nguyên tố cản trở sự phát triển của hạt austenit, nhưng tác dụng này không rò. Mangan là nguyên tố tạo cacbit duy nh không nhất không những không cản trở mà còn thúc đẩy sự phát triển của hạt austenit. Cơ chế làm hạt thô austenit của Mn chưa giải thích được.
Tóm lại do tác dụng của các nguyên tố hợp kim như vậy nên khi tôi, nói chung các thép hợp kim phải được nung nóng đến nhiệt độ cao hơn và thời gian giữ nhiệt dài hơn, song vẫn giữ được hạt austenit nhỏ mịn.
Sự phân hóa đẳng nhiệt của austentit và độ thấm tôi
Khi hòa tan austenit các nguyên tố hợp kim (trừ Co) với mức độ khác nhau đều làm chậm tốc độ phần hóa đẳng nhiệt của austenit, tức là làm đường cong chữ ‘C’ dịch sang phải.
Nguyên nhân của ảnh hưởng này là do nguyên tố hợp kim làm chậm sự khuếch tán, làm cho chuyển biến khuếch tán austenit thành hỗn hợp ferit-cacbit cần thời gian dài hơn. Lượng nguyên tố hợp kim trong austenit càng nhiều, tính ổn định của austenit quá nguội càng cao.
Các nguyên tố không tạo thành cacbit như Ni, Si, Cu, Al và nguyên tố tạo cacbit yếu là Mn chỉ làm dịch chuyển vị trí của đường cong chữ ‘C’ sang phải mà không làm thay đổi hình dạng của đường cong ( hình 2.6a)
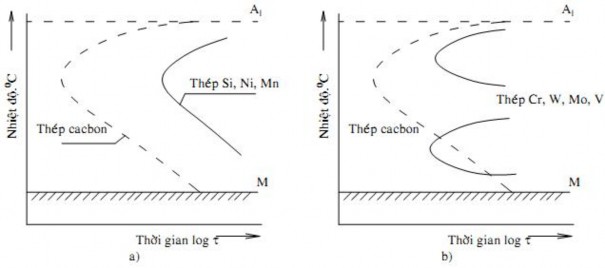
Hình 2.6. Sự chuyển dịch của đường cong chữ ‘C’ của nguyên tố hợp kim
a. thép cacbon và thép hợp kim hóa bằng Ni, Si, Mn;
b. thép cacbon và thép hợp kim hóa bằng Cr, W, Mo, V.
Các nguyên tố tạo cacbit mạnh như Cr, W, Mo, V không những làm dịch chuyển đường cong chữ ‘C’ sang phải mà còn làm thay đổi hình dạng của nó thành hai đường cong chữ ‘C’ trên và dưới (hình 2.6b). Đường cong chữ ‘C’ trên tương ứng với chuyển biến austenit thành peclit, xoocbit, trusit, còn đường cong chữ ‘C’ dưới ứng với chuyển biến austenit thành bainit. Khoảng nhiệt độ giữa hai đường cong chữ ‘C’ trên và dưới đó khoảng 400-5000C, austenit quá nguội có tính ổn định rất lớn, đến mức giữ
nhiệt rất lâu, có thể tới 104-105 giây (3-30h) cũng chưa thấy có chuyển biến.
Nếu tách riêng từng nguyên tố một thì tác dụng dịch chuyển chữ ‘C’ sang phải mạnh nhất là Mo rồi đến Mn, Cr, Ni. Với cùng lượng như thế, nhưng kết hợp nhiều nguyên tố hợp kim đồng thời thì tác dụng dịch chuyển đường cong chữ ‘C’ sang phải sẽ mạnh hơn. Trong thực tế thường áp dụng cách hợp kim hóa như vậy để đạt được hiệu quả của tôi và ram tốt hơn. Ngoài ra một lượng rất nhỏ B (0,002%) hòa tan trong austenit cũng làm dịch chuyển mạnh đường cong chữ ‘C’ sang phải.
Cần lưu ý rằng các nguyên tố hợp kim chỉ làm dịch chuyển đường cong chữ ‘C’ sang phải khi chúng hòa tan ở trong austenit, điều này chỉ có thể đạt được khi nung nóng và giữ nhiệt thép ở nhiệt độ cao và thời gian dài thích hợp để phần lớn cacbit hợp kim phân hóa và các nguyên tố hợp kim hòa tan vào trong austenit một lượng đáng kể. Thép tuy được hợp kim hóa cao, nhưng nhiệt độ nung nóng quá thấp (hoặc thời gian giữ nhiệt quá ngắn) phần lớn cacbit hợp kim vẫn chưa hòa tan vào austenit, cũng không đạt được đầy đủ tác dụng đó.
Độ thấm tôi
Do khi hòa tan vào austenit các nguyên tố hợp kim làm dịch chuyển đường cong chữ ‘C’ sang phải, nên làm giảm tốc độ tôi tới hạn và do đó độ thấm tôi tăng lên. Hình
2.7 trình bày ảnh hưởng này của các nguyên tố hợp kim.
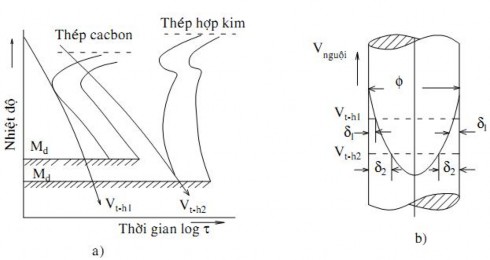
Hình 2.7. Sơ đồ biểu diễn sự giảm tốc độ tôi tới hạn (a) và sự tăng độ thấm tôi (b)của thép hợp kim so với thép cacbon (Vth1 và Vth2) là tốc độ tôi tới hạn, còn δ1 và δ2 là độ thấm tôi lần lượt của thép cacbon và thép hợp kim.
Thép hợp kim có tốc độ tôi tới hạn thấp, do vậy với điều kiện làm nguội như nhau, ứng với sự phân bố tốc độ nguội theo tiết diện giống nhau, thép hợp kim có độ thấm tôi cao hơp so với thép cacbon. Nhiều trường hợp chi tiết khá lớn bằng thép hợp kim, có tốc độ nguội của lòi cũng lớn hơn tốc độ tôi tới hạn, do vậy chi tiết được tôi thấu và cơ tính nhận được là đồng đều trên toàn tiết diện.
Do độ thấm tôi tăng lên, hiệu quả hóa bền của tôi và ram đối với thép hợp kim được
cải thiện rò rệt. Đây là một ưu điểm nổi bật của thép hợp kim so với thép cacbon. Để phát huy hết ưu việt này, thép hợp kim phải được sử dụng ở trạng thái sau nhiệt luyện (tôi và ram), chịu tải trọng cao và tiết diện chi tiết lớn. Sử dụng thép hợp kim không đúng sẽ không đem lại hiệu quả kinh tế, kỹ thuật cao. Vì vậy, việc chọn thép hợp kim cao hay thấp hoàn toàn phụ thuộc vào kích thước tiết diện chi tiết lớn hay nhỏ.
Do tốc độ tôi tới hạn giảm đi, khi tôi thép hợp kim thường dùng môi trường làm nguội chậm như dầu hoặc áp dụng cách tôi phân cấp, tôi đẳng nhiệt, do vậy có thể giảm được biến dạng và nứt. Một số thép hợp kim cao khi dùng cách làm nguội trong không khí (thường hóa) cũng có thể đạt được tổ chức mactenxit, các thép như vậy gọi là thép tự tôi và hiện tượng đó được gọi là hiện tượng tự tôi.
Các thép có tốc độ tôi tới hạn nhỏ và độ thấm tôi lớn là các loại thép hợp kim sau: Cr-Ni, Cr-Mn, Cr-Mo, Cr-Ni-Mo, Cr-Mn-Mo… đó là cơ sở của các thép hợp kim kết cấu hiện nay.
Cần lưu ý là các nguyên tố hợp kim chỉ làm tăng độ thấm tôi khi chúng hòa tan trong austenit. Nếu chúng còn nằm lại trong thép ở dạng cacbit chưa tan (ví dụ nung ở nhiệt độ chưa đủ cao hoặc thời gian chưa đủ dài), thì các pha này sẽ đóng vai trò các mầm kết tinh ra hỗn hợp ferit-cacbit (peclit, xocbit, trusit) do vậy làm giảm độ thấm tôi.
Chuyển biến mactenxit
Các nguyên tố hợp kim tuy không ảnh hưởng đến động học của chuyển biến mactenxit nhưng lại ảnh hưởng rò rệt đến nhiệt độ chuyển biến austenit thành mactenxit và do đó ảnh hưởng cả đến lượng austenit dư khi tôi.
Hai nguyên tố Al và Co làm tăng nhiệt độ bắt đầu chuyển biến mactenxit (Md) còn Si không ảnh hưởng gì. Tất cả các nguyên tố hợp kim thường dùng còn lại đều làm giảm điểm Md và do vậy làm tăng lượng austenit dư sau khi tôi. Nguyên tố hợp kim có tác tác dụng tới điểm Md mạnh nhất là Mn, tiếp đến Cr, Ni, Mo. Trong giới hạn nhỏ hơn 4-5% cứ thêm 1% nguyên tố hợp kim, điểm Md của thép thay đổi như sau:
Mn làm giảm 450C, Cr giảm 350C, Ni giảm 260C, Mo giảm 250C, Co làm tăng 120C,
Al tăng 180C.
Do ảnh hưởng này mà một số thép hợp kim cao có điểm Md quá thấp nên sau khi tôi có lượng austenit dư lớn, dẫn tới độ cứng không đạt giá trị mong muốn. Tuy vậy việc khử bỏ austenit dư có thể thực hiện bằng phương pháp gia công lạnh hoặc ram ở nhiệt độ thích hợp một vài lần để austenit dư chuyển biến tiếp tục thành mactenxit, lúc đó độ cứng sẽ đạt được giá trị cao nhất.
Chuyển biến khi ram.
Các nguyên tố hợp kim với mức độ khác nhau đều cản trở các chuyển biến xảy ra khi ram thép, mà cụ thể là đến ba quá trình phân hóa mactenxit tức là tiết ra cacbon từ mactenxit, chuyển biến austenit dư thành mactenxit ram, sự kết tụ cacbit.
Nhiệt độ cần thiết để xảy ra các quá trình trên đều cao hơn so với thép cacbon tương ứng. Ví dụ, để độ chính phương c/a của mactenxit giảm xuốc giá trị 1,005 thép có 1,4%C phải ram ở 2500C, nếu thêm 2%Si phải ram ở nhiệt độ 3000C, thêm 1,5%Cr phải ram ở 3500C. Do đó để đạt độ cứng như thép cacbon tương đương, thép hợp kim phải được ram ở nhiệt độ cao hơn. Cũng do nguyên nhân này, các thép hợp kim giữ được độ bền, độ cứng cao của trạng thái tôi ở nhiệt độ cao hơn so với thép cacbon hay nói khác đi thép hợp kim có tính chịu nhiệt cao hơn.
Sở dĩ có đặc tính này vì các nguyên tố hợp kim có tốc độ khuếch tán chậm làm cản trở sự chuyển dời của cacbon làm quá trình ram xảy ra chậm đi. Các nguyên tố tạo cacbit mạnh như W, Mo, Cr có khuynh hướng giữ cacbon ở lại trong dung dịch rắn mactenxit và sự tiết ra cacbit hợp kim khỏi mactexit xảy ra ở nhiệt độ cao hơn so với sắt cacbit, ví dụ sắt cacbit hợp kim khỏi mactenxit xảy ra ở nhiệt độ cao hơn so với sắt cacbit, ví dụ sắt cacbit tiết ra ở khoảng 2000C, Cr cacbit ở khoảng 4500C, volfram cacbit và môlipđen cacbit ở 550-6000C. Do khuếch tán khó khắn, cacbit hợp kim có kích thước nhỏ mịn góp phần làm tăng chút ít độ cứng, hiện tượng này gọi là hóa cứng phân tán, cùng với kết quả của sự chuyển biến austenit thành mactenxit ram làm tăng độ cứng của thép tôi khi ram. Độ cứng răng thêm này được gọi là độ cứng thứ hai, thường gặp trong thép crôm cao và volfram cao.
Titan và vanadi tuy là những nguyên tố tạo cacbit rất mạnh, ở trong thép chúng thường tồn tại ở dạng cacbit ổn định, khi nung nóng hầu như không hòa tan vào austenit và do đó cũng không có ở trong mactenxit nên thực tế hầu như không ảnh hưởng gì đến quá trình ram.
Mangan là nguyên tố tạo cacbit yếu nên tác dụng cản trở quá trình ram là không lớn. Hai nguyên tố không tạo thành cacbit thường gặp, Ni hầu như không ảnh hưởng,
còn Si chỉ có tác dụng cản trở yếu đến quá trình ram.
Tổng kết một cách hệ thống tác dụng tốt của nguyên tố hợp kim đến cơ tính của thép có thể đưa ra các nhận xét so với thép cacbon, nhiệt độ thường thép hợp kim có độ bền cao hơn là do ferit là pha chủ yếu của thép được hóa bền bởi sự hòa tan của các nguyên tố hợp kim. Nhưng hiệu quả của nguyên tố hợp kim chỉ được phát huy đầy đủ sau khi thép được nhiệt luyện (tôi và ram), do nguyên tố hợp kim không những làm tăng chiều dày của lớp hóa bền, do có độ thấm tôi lớn mà còn nâng cao cả độ bền của chính lớp hóa bền nữa. Ngoài ra thép hợp kim giữ được độ bền, độ cứng cao của trọng thái tôi ở nhiệt độ cao hơn do các nguyên tố hợp kim ở trong dung dịch rắn mactenxit cản trở sự phân hóa của pha này khi ram.
Bảng 2.2. Đặc tính tác dụng của một số nguyên tố hợp kim ở trong thép
Nâng cao độ thấm tôi | Hóa bền Ferit | Làm nhỏ hạt | Hình thành cacbit | Cản trở sự ram | Công dụng nổi bật | |
Cr | Mạnh | Trung bình | Yếu | Trung bình | Trung bình | Có trong mọi thép để nâng cao độ thấm tôi, chống ăn mòn và chịu nhiệt |
Mn | Mạnh | Mạnh | Làm hạt to nhanh | Yếu | Yếu | Dùng thay Ni để tạo thép austenit |
Si | Yếu | Mạnh | Không | Không thúc đẩy sự graphit hóa, thoát C | Trung bình, dưới 2500C mạnh | Chống oxy hóa, chế tạo thép kỹ thuật điện, thép đàn hồi |
Ni | Trung bình | Trung bình | Không | Không | Không | Nâng cao độ dai ak tạo thép austenit |
Mo | Rất mạnh | Yếu | Trung bình | Mạnh | Mạnh | Chống giòn ram loại II và nâng cao độ bền ở nhiệt độ cao |
W | Rất mạnh | Yếu | Trung bình | Mạnh | Mạnh | |
V | Mạnh nhưng VC khó hoàn tan vào γ | Yếu | Mạnh | Mạnh | Mạnh | Làm hạt nhỏ |
Ti | Không | Mạnh | Rất mạnh | Rất mạnh | Không | Làm nhỏ hạt mạnh hơn cả V |
Có thể bạn quan tâm!
-
 Chi Tiết Tôi, 2. Vòng Cảm Ứng, 3. Vòng Phun Nước, 4. Đường Sức Từ Trường
Chi Tiết Tôi, 2. Vòng Cảm Ứng, 3. Vòng Phun Nước, 4. Đường Sức Từ Trường -
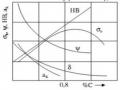 Ảnh Hưởng Của Cacbon Đến Tổ Chức Và Tính Chất Của Thép Cacbon
Ảnh Hưởng Của Cacbon Đến Tổ Chức Và Tính Chất Của Thép Cacbon -
 S Ơ Đ Ồ Cấu Tạo Của Thỏi Đúc Thép Sôi (A) Và Thép Lặng (B).
S Ơ Đ Ồ Cấu Tạo Của Thỏi Đúc Thép Sôi (A) Và Thép Lặng (B). -
 Khái Niệm, Đặc Điểm Và Phân Loại Thép Kết Cấu
Khái Niệm, Đặc Điểm Và Phân Loại Thép Kết Cấu -
 Tổ Chức Tế Vi Của Thép Gió: A. Trạng Thái Sau Khi Đúc, Có Lêđêburit, Cacbit Không Đồng Đều; B. Sau Khi Rèn Và Ủ, Cacbit Đồng Đều
Tổ Chức Tế Vi Của Thép Gió: A. Trạng Thái Sau Khi Đúc, Có Lêđêburit, Cacbit Không Đồng Đều; B. Sau Khi Rèn Và Ủ, Cacbit Đồng Đều -
 Mức Độ Hòa Tan Nguyên Tố Hợp Kim Vào Austenit Theo Nhiệt Độ Nung
Mức Độ Hòa Tan Nguyên Tố Hợp Kim Vào Austenit Theo Nhiệt Độ Nung
Xem toàn bộ 193 trang tài liệu này.
2.2.1.5. Các khuyết tật của thép hợp kim
Các thép hợp kim có cơ tính cao hơn hẳn thép cacbon, được sử dụng nhiều trong chế tạo cơ khí vào các công việc quan trọng. Tuy nhiên trong quá trình gia công và sử dụng chúng thường gặp một số khuyết tật ảnh hưởng xấu đến cơ tính nếu không có những biện pháp ngăn ngừa, khắc phục.
a. Thiên tích nhánh cây
Thép hợp kim cao chứa một lượng lớn các nguyên tố khác loại, khi làm nguội từ trạng thái lỏng, trước tiên sẽ kết tinh ra dung dịch rắn chứa ít cacbon và nguyên tố hợp kim (vì dung dịch rắn này có nhiệt độ nóng chảy cao nên kết tinh trước) tạo nên nhánh cây, sau đó mới kết tinh ra dung dịch rắn giàu cacbon và nguyên tố hợp kim (loại này có nhiệt độ nóng chảy thấp hơn nên kết tinh sau) tạp nên vùng giữa các nhánh cây. Do vậy có sự khác nhau về thành phần hóa học giữa các phần của nhánh cây, được gọi là thiên tích nhánh cây. Lượng nguyên tố hợp kim càng cao, thiên tích nhánh cây thể hiện càng rò.
Ảnh hưởng xấu của thiên tích nhánh cây là ở chỗ thỏi thép hợp kim khi đem cán sẽ tạo thành tổ chức thớ, làm cho cơ tính khác nhau theo các phương khác nhau. Ngoài ra thỏi thép hợp kim với tổ chức nhánh cây rất dễ nứt khi cán, rèn vì liên kết giữ các tinh thể nhánh cây kém và bản thân nhánh cây có tính dẻo thấp.