2.5. Hướng dẫn thực hiện
2.5.1. Bàn điều khiển máy Hass
a. Sơ đồ khối các chức năng vận hành
Bàn điều khiển máy Hass
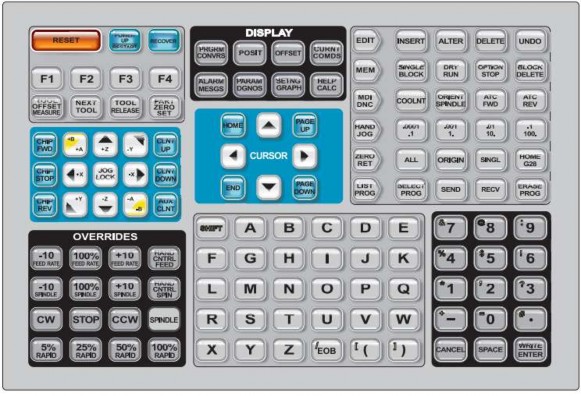
Hình 7.1.6: Bàn điều khiển máy Hass
b. Mô tả bàn phím, công tắc và nút bấm trên bảng điều khiển
*Bàn phím
Có thể bạn quan tâm!
-
 Các Lỗi Thường Gặp Khi Lập Trình Gia Công Thô, Nguyên Nhân Và Cách Phòng Ngừa
Các Lỗi Thường Gặp Khi Lập Trình Gia Công Thô, Nguyên Nhân Và Cách Phòng Ngừa -
 Chọn Bộ Post Processor, Tạo Chương Trình Gia Công Bước 1: Thiết Lập Máy Gia Công.
Chọn Bộ Post Processor, Tạo Chương Trình Gia Công Bước 1: Thiết Lập Máy Gia Công. -
 Khởi Động Máy Và Về Điểm Tham Chiếu Bước 1 : Bật Nguồn Điện Vào Máy
Khởi Động Máy Và Về Điểm Tham Chiếu Bước 1 : Bật Nguồn Điện Vào Máy -
 Thiết Lập Thông Số Hình Học Của Dụng Cụ Cắt
Thiết Lập Thông Số Hình Học Của Dụng Cụ Cắt -
 Thực hành công nghệ CAD CAM CNC - 14
Thực hành công nghệ CAD CAM CNC - 14 -
 Thực hành công nghệ CAD CAM CNC - 15
Thực hành công nghệ CAD CAM CNC - 15
Xem toàn bộ 124 trang tài liệu này.
Tên Giải thích
![]()
Bấm phím này để thiết lập lại một hoạt
Phím RESET
động nào đó hoặc hủy một hoạt động hay cảnh báo nào đó.
POWER ON Nút mở máy
Power off Nút tắt máy

Nút dừng khẩn cấp
Emergency stop
Jog handle Dùng để di chuyển các trục bằng tay
 Cycle start
Cycle start  Feed hold
Feed hold  Power up/ Restart
Power up/ Restart  Recover
Recover
Bắt đầu chạy chương trình gia công, nút này cũng được dùng để chạy chương trình trong chế độ đồ họa.
Dừng sự di chuyển theo các trục, trục chính vẫn quay.
Khi nhấn phím này, tất cả các trục sẽ về Zero máy và thực hiện thay dao.
Giúp người vận hành khôi phục lại dao cụ khi máy dừng đột ngột.

Các phím chức năng
F1- F4
 Tool Offset Measure
Tool Offset Measure  Next Tool
Next Tool  Tool Release
Tool Release  Part Zero Set
Part Zero Set
Các phím này có những chức năng khác biệt, tùy thuộc vào chế độ vận hành.
Dùng để khi bù giá trị chiều dài dao khi cài đặt.
Dùng để chọn dao kế tiếp, được dùng khi cài đặt phôi.
Thay dao bằng tay trong chế độ MDI, Zero return, Hand Jog
Dùng để ghi lại gốc tọa độ phôi khi cài đặt.
Vùng Jog Keys
 Chip FWD
Chip FWD  Chip Stop
Chip Stop
Khởi động vít đẩy phoi theo chiều thuận để đẩy phoi ra ngoài.
Dừng vít đẩy phoi

Chip REV


X/-X; Y/-Y; Z/-Z; A/-A; B/-B
Jog lock
 CLNT Up;
CLNT Up;
 CLNT Down
CLNT Down  AUX CLNT
AUX CLNT
Khởi động vít đẩy phoi theo chiều nghịch để làm sạch phoi kẹt bên trong cơ cấu.
Cho phép người vận hành di chuyển các trục bằng tay.
Ấn nút này rồi ấn nút điều khiển trục, trục sẽ di chuyển đến hành trình lớn nhất hoặc cho đến khi nút này được ấn lại.
Di chuyển đầu phun của hệ thống làm nguội lập trình được lên hoặc xuống.
Ấn phím này trong chế độ MDI sẽ mở hệ thống làm nguội xuyên trục chính, ấn lần 2 sẽ tắt chế độ này.
Vùng OVERRIDE KEYS
Các phím này giúp điều chỉnh tốc độ chạy nhanh, tốc độ ăn dao và tốc độ trục chính theo % tốc độ lập trình.

Hand Cntrl Feed ( Handle Control Feed)

Hand Cntrl Spin( Handle Control
Ấn phím này cho phép bộ điều khiển Jog được sử dụng để điều khiển tốc độ cắt tăng thêm ± 1%
Ấn phím này cho phép bộ điều khiển Jog được sử dụng để điều khiển tốc độ trục chính tăng thêm ± 1%

Spindle)


CW
CCW
Stop
Trục chính quay theo chiều kim đồng hồ.
Trục chính quay theo chiều ngược chiều kim đồng hồ.
Dừng trục chính
Vùng Display keys
Cho phép hiển thị máy, thông tin vận hành và menu trợ giúp, chúng thường dùng để chuyển đổi, kích hoạt các khung màn hình trong một chức năng.

chọn active program pane trong tất cả
các chế độ. Trong chế độ MDI/DNC,
Prgrm/Convrs
 Posit (Position)
Posit (Position)
 Offset
Offset

Curnt Comds (Current Commands)

Alarm/Mesgs (Alarm Messages)

Param/Diagnos
(Parameters/Diagnotics)
ấn vào VQC và IPS.
Chọn của sổ hiển thị vị trí của tất cả các trục. Di chuyển giữa những vị trí tương đối dùng phím Posit.
Ấn phím này để vào 2 bảng Offset là Tool Offset và Work Offset.
Ấn Page Up/Page Down để vào Maintenace, Tool life, Tool load, Advanced Tool Management
Hiển thị các thông báo và cảnh báo
Ấn lần đầu sẽ hiển thị các thông số định nghĩa hoạt động của máy. Ấn lần hai vào phím này sẽ hiển thị trang chuẩn đoán (diagnotics), các thông tin trong trang này chỉ dùng cho người chữa máy.

Setng/Graph(Settings/Graphics)

Help/Calc (Help/Cacualator)
Ấn phím này lần 1 sẽ cho phép cài đặt các thông số. Ấn 2 lần cho phép vào chế độ đồ họa để xem chế độ chạy dao.
Ấn một lần cho phép vào trang trợ giúp, ấn lần hai cho phép vào trang tính toán.

Vùng Cursor keys
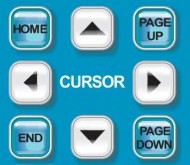
Home
Các mũi tên
Di chuyển con trỏ về vị trí Home (vị trí trên cùng màn hình)
Di chuyển con trỏ lên, xuống, trái, phải
Page Up/Page Down Di chuyển trang lên, xuống
 End Di chuyển con trỏ xuống dưới cùng màn hình.
End Di chuyển con trỏ xuống dưới cùng màn hình.
Vùng phím ký tự - Anpha keys
Các phím này để nhập các ký tự vào trong chương trình.

Kết thúc một dòng lệnh
EOB
 ( )
( )
Dùng để tạo ghi chú trong chương trình
[ ] Sử dụng trong chức năng Macro
/ Dấu này đặt trước dòng nào, dòng lệnh đó sẽ được bỏ qua.

Vùng Mode keys
Edit
Chế độ soạn thảo chương trình
Dùng để chèn dữ liệu vào chương trình

Insert  Alter
Alter
Dùng để thay đổi dữ liệu trong chương trình.
Xóa 1 dữ liệu hay một dòng lệnh

Delete  Undo
Undo
 MEM
MEM
 Single block on/off
Single block on/off  Dry run
Dry run  Opt stop
Opt stop
 MDI/DNC
MDI/DNC
Hủy lệnh hiện hành và khôi phục lệnh trước đó.
Chế độ Memory, hiển thị chương trình hiện thời chọn từ bộ nhớ
Nút này ở chế độ ON, máy sẽ gia công từng dòng lệnh, khi gia công dòng lệnh kế tiếp, nhấn Cycle start
Dùng để kiểm tra chuyển động của máy theo chương trình mà không cắt phôi
Khi nút này ở chế độ ON, máy sẽ dừng khi gặp lệnh M01, muốn gia công tiếp, nhấn Cycle start
Ở chế độ MDI, chương trình soạn thảo sẽ không lưu vào bộ nhớ
DNC: chế độ kết nối trực tiếp với máy tính.
Bật, tắt bơm làm mát

Coolnt  Orient Spindle
Orient Spindle
Quay trục chính đến vị trí đã chọn sẵn sàng và sau đó khóa trục chính.

ATC FRD/REV
 Zero Ret
Zero Ret  All
All  Orgin
Orgin  Singl
Singl  Home28
Home28  List Programs
List Programs
Quay ổ dao theo chiều thuận hoặc chiều nghịch. Để load dao vào trục chính, vào MDI hoặc Jog, gò tên dao cần Load rồi nhấn phím này.
Hiển thị vị trí các trục
Di chuyển tất cả các trục về Zero máy
Cài timer về 0
Di chuyển 1 trục về Zero máy
Di chuyển tất cả các trục về Zero máy với tốc độ nhanh.
Hiển thị tất cả các chương trình trong bộ nhớ.


Select Prog Chọn chương trình trong list
Erase PROG Xóa chương trình
2.6. Vận hành máy với chế độ JOG/RAPID
Dùng cách này khi khoảng cách di chuyển các trục là tương đối xa. Nếu khoảng cách di chuyển gần và không yêu cầu chính xác thì ta không dùng chế độ này.
Chú ý: - Khi dùng chế độ này, ta kiểm tra % RAPID và % FEED RATE ( nên chọn % FEED RATE < 50%) để tốc độ di chuyển đảm bảo an toàn.
- Xác định đúng hướng di chuyển của bàn máy.
- Mắt luôn quan sát chuyển động của bàn máy.
2.6.1. Vận hành ở chế độ chạy chậm JOG
Chọn % FEED RATE
Nhấn và giữ nút di chuyển theo chiều mong muốn ( buông tay thì dừng di chuyển), tốc độ di chuyển phụ thuộc vào FEED RATE đã chọn.
2.6.2. Vận hành ở chế độ chạy nhanh RAPID
Chọn % RAPID
Nhấn và giữ nút RAPID sau đó nhấp phím di chuyển, tốc độ di chuyển phụ thuộc vào % RAPID đã chọn.
2.7. Điều khiển dịch chuyển bằng tay quay điện tử HANDLE
Khi cần di chuyển một khoảng cách ngắn và yêu cầu chính xác thì chọn chế độ
này.
Đưa về chế độ HANDLE
Đưa về 2
Chọn bước nhảy

Chọn trục di chuyển, tốc độ dịch chuyển theo mỗi trục


Quay hoặc vặn tay quay theo chiều cần di chuyển
Chú ý: chắc chắn chiều dịch chuyển rồi mới quay hoặc vặn nhằm tránh nguy cơ dụng cụ cắt va chạm vào phôi gây ra hư hỏng.
2.8. Vận hành chế độ MDI
Chế độ MDI (Manual Data Input) hay còn gọi là nhập dữ liệu thủ công cho phép người lập trình nhập các dữ liệu từ bàn phím, người dùng sử dụng các phím ký