tự, các phím số để thực hiện việc nhập các câu lệnh. Nhấn EOB sau mỗi câu lệnh để kết thúc dòng lệnh, chuyển sang dòng lệnh mới. Các dữ liệu được nhập sẽ hiển thị trên màn hình.
3. Hướng dẫn tự học.
3.1. Yêu cầu.
Hãy nêu trình tự các bước gọi chương trình gia công trong bộ nhớ của máy phay Hass VF1.
3.2. Hướng dẫn tự học.
a, Ý nghĩa của chức năng vận hành máy bằng chức năng MDI.
Liên hệ với các thao tác trong chỉnh sửa, gọi chương trình, các chức năng thiết lập gốc chương trình, set chiều dài dao.
b, Các câu lệnh sử dụng khi chạy máy theo chế độ MDI
Liên hệ với các thao tác kiểm tra việc set dao, set gốc chương trình.
Có thể bạn quan tâm!
-
 Chọn Bộ Post Processor, Tạo Chương Trình Gia Công Bước 1: Thiết Lập Máy Gia Công.
Chọn Bộ Post Processor, Tạo Chương Trình Gia Công Bước 1: Thiết Lập Máy Gia Công. -
 Khởi Động Máy Và Về Điểm Tham Chiếu Bước 1 : Bật Nguồn Điện Vào Máy
Khởi Động Máy Và Về Điểm Tham Chiếu Bước 1 : Bật Nguồn Điện Vào Máy -
 Điều Khiển Dịch Chuyển Bằng Tay Quay Điện Tử Handle
Điều Khiển Dịch Chuyển Bằng Tay Quay Điện Tử Handle -
 Thực hành công nghệ CAD CAM CNC - 14
Thực hành công nghệ CAD CAM CNC - 14 -
 Thực hành công nghệ CAD CAM CNC - 15
Thực hành công nghệ CAD CAM CNC - 15
Xem toàn bộ 124 trang tài liệu này.
Bài 7: Gia công trên máy CNC Thời gian thực hiện: 6 tiết
Tên bài học trước: Vận hành máy CNC Thực hiện từ ngày........ đến ngày ..........
BÀI 7.3: Gia công trên máy phay Hass VF1
1. Mục tiêu bài học
Sau khi học xong bài này, HSSV có khả năng:
* Về kiến thức:
Nắm được trình tự thay dao, trình tự thiết lập gốc phôi.
* Về kỹ năng:
Vận hành được các chức năng thay dao, thiết lập gốc phôi.
* Về thái độ:
Nghiêm túc, tự giác trong quá trình học tập, rèn luyện tác phong sản xuất công nghiệp.
Đảm bảo an toàn lao động, vệ sinh môi trường.
2. Nội dung
2.1. Tháo lắp dao vào trục chính của máy
2.1.1 Tháo dao khỏi trục chính của máy
Để tháo một dao hiện hành đang trên trục chính của máy, tay trái giữ dao, tay phải nhấn nút Tool Release. Khí sẽ đẩy dao khỏi trục chính của máy.
Hình 7.3.1: Tháo dao khỏi trục chính của máy
Chú ý: Vì lực đẩy của khí tác động vào chuôi dao nhằm đẩy dao ra khỏi trục chính là lớn. Do vậy, khi tiến hành thay, tay cầm dao phải giữ chắc, tránh những va chạm giữa dao và Eto máy gây hỏng dao, gây tai nạn.
Quá trình lắp dao vào trục chính của máy hoàn toàn tương tự, người thao tác sẽ xoay cán dao sao cho phần ngàm trên trục chính sẽ ngàm vào rãnh chữ V trên phần cán dao.
Phần ngàm trên trục chính
Hình 7.3.2: Ngàm giữ dao
2.1.2. Gọi dao
Việc gọi dao là đưa dao đang ở ổ chứa dao vào vị trí dao hiện thời, tức dao nằm trong trục chính, phục vụ cho quá trình gia công sau đó.
Nhấn MDI liên tiếp đến khi xuất hiện màn hình VDC. Gọi dao vào trục chính:
VD: Nhấn T02 /nhấn ATC FW
2.2. Thiết lập thông số hình học của dụng cụ cắt
Có nhiều phương pháp để thiết lập thông số hình học của dụng cụ!
Trong phần này giới thiệu phương pháp xác định chiều dài dụng cụ cắt bằng cách sử dụng đồng hồ Tool length Setter có chiều cao là 50 mm
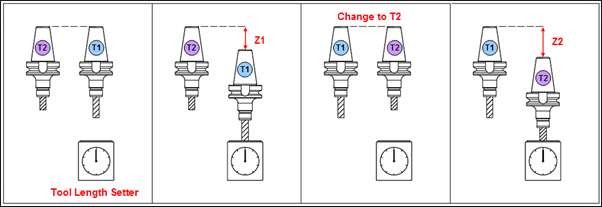
Hình 7.3.3: Thiết bị Tool length Setter Trình tự thiết lập chiều dài dao như sau:
Bước 1: Chọn chế độ MDI/Chế độ di chuyển dao Hand Jog


Bước 2: Gọi dao cần thiết lập chiều dài
Ví dụ: (Thiết lập chiều dài cho dao T1) Nhập T1, nhấn ATC FW
Bước 3: Di chuyển dao đến vị trí tiếp xúc với đồng hồ Tool length Setter đặt trên bề mặt chi tiết gia công ( chiều dài dao tính so với bề mặt chi tiết gia công)
Tiếp xúc
Hình 7.3.4: Set chiều dài dao
Sử dụng các phím –X/+X; -Y/+Y; -Z/+Z để di chuyển dao theo các hướng kết hợp với tốc độ di chuyển trên các phím Handjog

Bước 4:Khi dao chạm đồng hồ, chọn các phím tốc độ di chuyển 0.0001/ 0. 001/0.01/1để dịch chuyển dao theo hướng –Z sao cho đồng hồ nhỏ của Tool Length Setter về vị trí 0
Lúc này, cả 2 kim của đồng hồ lớn và đồng hồ nhỏ đều chỉ giá trị 0
Nhấn Tool Offset Measure  )để máy ghi lại vị trí hiện thời của dao, ghi lại giá trị chiều dài dao theo trục Z hiển thị trên màn hình
)để máy ghi lại vị trí hiện thời của dao, ghi lại giá trị chiều dài dao theo trục Z hiển thị trên màn hình
Đồng hồ nhỏ trên Tool length Setter
Hình 7.3.5: Thiết bị Tool length setter
Dịch chuyển dao khỏi vị trí của đồng hồ, di chuyển thêm -50 theo phương –Z để bù chiều dài của đồng hồ.
Nhấn Tool Offset Measure thêm một lần nữa để xác nhận lại chiều dài dao.
Bước 5: Kiểm tra lại việc Set chiều dài dao đã chính xác hay chưa Để kiểm tra, có thể sử dụng dòng lệnh:
G90 G54 G43 H01G0 Z50.;
Khi đó dao sẽ di chuyển đến cách phôi một đoạn Z50
2.3. Thiết lập điểm 0 của chi tiết (cài đặt gốc phôi)
Khi thiết lập gốc cho chi tiết gia công trên máy CNC, người vận hành máy phải đảm bảo sao cho gốc 0 thiết lập đúng như gốc chương trình đã được lập trình trong chương trình gia công.
Trong quá trình khai báo chiều dài dao, mặt phôi là căn cứ để lấy Z = 0, do đó việc cài đặt điểm gốc cho chi tiết chi tiến hành với 2 trục là X và Y
Quá trình cài đặt gốc 0 của chi tiết được thực hiện theo các bước sau ( giả thiết rằng gốc chương trình là điểm W nằm ở phía dưới, bên trái, góc ngoài cùng phôi như hình vẽ)
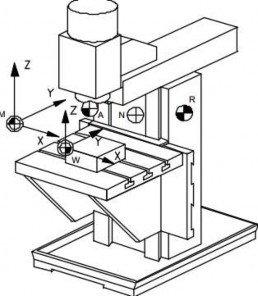
Hình 7.3.6: Các điểm chuẩn trên máy phay CNC
Bước 1: Gá phôi theo đúng hướng như đã lâp trình ( tránh phải quay gốc tọa độ).
Bước 2: Gọi một dao để sử dụng làm dụng cụ thiết lập gốc 0 của chi tiết ( chẳng hạn lấy dao T1 – ngón 10)
Nhấn MDI đến khi màn hình chuyển đến trang VDC. Nhập T1, nhấn ATC FWD.
Bước 3: Bật cho trục chính quay.
Nhấn MDI / Hand Jog
Nhập S500, nhấn CW ( chọn chiều quay, tốc độ quay của trục chính)
Chọn Rapid 5% ( mục đích là cho trục chính di chuyển với tốc độ chậm vì lý do an toàn, dễ quan sát)
Bước 4: Xét 0 cho trục X
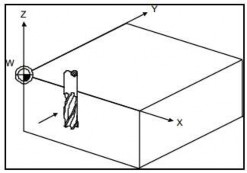
Hình 7.3.7: Thiết lập gốc chương trình gia công
Cho trục chính quay và dịch chuyển dọc theo cạnh của chi tiết ( mặt phẳng YZ), dịch chuyển dụng cụ theo phương Z cho đến khi dao chạm nhẹ tới bề mặt của chi tiết. Khi dao chạm nhẹ vào cạnh bên, nhấn 0 tại vị trí này.Nhấn phím Offset liên tục đến trang khai báo tọa độ điểm gốc (G54). Nhấn Posit / Orgin.
Nhấc dao lên theo trục Z+, di chuyển theo trục X+ một lượng đúng bằng bán kính dao ( 5mm), sau đó nhấn Offset để vào trang khai báo giá trị gốc chương trình, dịch chuyển con trỏ đến phần giá trị của X, nhấn Part Zero Offset để thiết lập X = 0.
Sử dụng các phím –X/+X; -Y/+Y; -Z/+Z để di chuyển dao theo các hướng kết hợp với tốc độ di chuyển trên các phím Handjog


Bước 5: Xét 0 cho trục Y
Quá trình thiết lập hoàn toàn tương tự như với trục X, nhưng trong lần này, dao dịch chuyển trong mặt phẳng XOZ.
Để kiểm tra gốc 0 chương trình vừa thiết lập trên máy, người vận hành có thể nhập và chạy dòng lệnh như sau ( Việc kiểm tra thực hiện với dao T1 – ngón 10)
G90 G54 G43 H01 G0 X0 Y0 Z10.;
Sau khi nhấn Cycle Start, nếu dao chạy đến vị trí cách phôi 50mm theo phương Z ở vị trí góc dưới, phía trái thì việc thiết lập gốc 0 cho chi tiết là chính xác.
Chú ý: việc đặt tên cho các gốc chương trình có thể đặt từ G54 đến G59
3. Hướng dẫn tự học
3.1. Yêu cầu
Cho chi tiết như bản vẽ số 4.1
Hãy: - Lập trình gia công, thiết lập gốc tọa độ gia công và gia công trên máy phay Hass VF1.
- Set gốc chương trình cho chi tiết, set chiều dài dao sử dụng để gia công chi tiết theo bản vẽ.
3.2. Hướng dẫn tự học
Trình tự các bước thiết lập gốc tọa độ, thiết lập chiều dài dao
Trình tự các bước chuyển chương trình NC và gia công trên máy phay Hass
VF1