Trong phương án I tổ hợp các công trình gồm có: phân xưởng lắp ghép phân đoạn, thiết bị vận chuyển, phân xưởng đóng tàu, ụ nước 2 buồng, và bến trang trí. Phân xưởng
đóng tàu là 2 bệ hở kích thước 230 x 26 m, 7 cần trục cổng, 1 cái ở bến trang trí và 6 cái ở bệ (2 cái sức nâng 80T, 4 cái sức nâng 30T), 1 ụ nước, 2 vị trí đặt tàu dài 180 m, chiều rộng buồng trên là 64 m. Phương án này cũng có thể dùng để sửa chữa tàu. Nó có ưu điểm là bố trí 2 dây chuyền sản xuất nên thành phẩm nhiều, song có nhược điểm là phân xưởng đóng tàu (bệ) không có mái che, mặt khác ụ nước là công trình đắt và khó xây dựng.
b/- Phương án II: Phương án II cũng dùng bệ và ụ nước 2 buồng, nhưng bệ có mái
che.
Phương án II khác phương án I ở chỗ phân xưởng đóng tàu (bệ) có mái che. Điều
này tạo điều kiện sản xuất thích hợp hơn, có thể sử dụng cần trục cầu thay cho cần trục cổng.
Có thể bạn quan tâm!
-
 Cấu Tạo Dμn Nâng. Tuỳ Thuộc Vào Hình Thức Máy Nâng Ngang Hay Dọc Mà Dàn Nâng Có Thể Là Một Trong Hai Dạng Sau:
Cấu Tạo Dμn Nâng. Tuỳ Thuộc Vào Hình Thức Máy Nâng Ngang Hay Dọc Mà Dàn Nâng Có Thể Là Một Trong Hai Dạng Sau: -
 Việc Sử Dụng Các Công Trình Thuỷ Công Trong Đóng Mới Vμ Sửa Chữa Tμu.
Việc Sử Dụng Các Công Trình Thuỷ Công Trong Đóng Mới Vμ Sửa Chữa Tμu. -
 Ảnh Hưởng Của Giá Thμnh Xây Dựng Công Trình Thuỷ Công Đến Giá Thμnh Sản Phẩm.
Ảnh Hưởng Của Giá Thμnh Xây Dựng Công Trình Thuỷ Công Đến Giá Thμnh Sản Phẩm. -
 Cách Bố Trí Bệ Kết Hợp Với Công Trình Nâng Tàu.
Cách Bố Trí Bệ Kết Hợp Với Công Trình Nâng Tàu. -
 Nhà máy đóng mới và sửa chữa tàu thủy - 18
Nhà máy đóng mới và sửa chữa tàu thủy - 18 -
 Nhà máy đóng mới và sửa chữa tàu thủy - 19
Nhà máy đóng mới và sửa chữa tàu thủy - 19
Xem toàn bộ 232 trang tài liệu này.
khu bÕn trang trÝ
Q = 30T
n
Q=30T
2
Xe vận chuyể
Phân xưởng lắp ghép phân đoạn
Q=80T
1
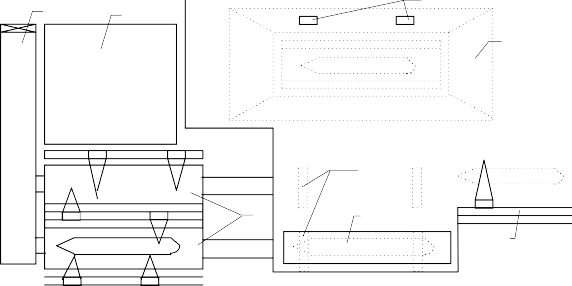
Hình (II-1). Phương án I. Tàu được đóng trên bệ, có hai dây chuyền sản suất, công trình thuỷ công là ụ nước.
1 - bệ đóng mới; 2 - ụ nước có hai buồng.
c/- Phương án III: Phương án III cho phép đóng tàu trên một bệ nằm ngang không có mái che chỉ có một dây chuyền công nghệ sản xuất, công trình thuỷ công là ụ nước một buồng, kích thước bệ 400 x 26 m, ụ nước một buồng dài 180 m, chiều rộng bậc trên 56 m. (Hình II-2).
d/- Phương án IV: Phương án IV tương tự phương án III chỉ khác là bệ đóng mới có mái che.
e/-Các phương án V-VIII: Tương tự các phương án I-IV chỉ khác là công trình hạ thuỷ là ụ nổi di động.
http://www.ebook.edu.vn 15
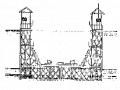
Phương án V: Đóng tàu trên bệ nằm ngang theo 2 dây chuyền sản xuất. Hạ thuỷ dùng ụ nổi, (xem H.II-3).
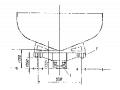
Phương án VI: Đóng tàu trên bệ nằm ngang, dùng triền 2 tầng xe để hạ thuỷ tàu. (xem H.II-4).
Phương án VII: Đóng tàu trong 2 ụ khô. (xem H.II-5).
f/- Các phương án VIII-XII: cũng lặp lại phương án I-IV nhưng khác là công trình hạ thuỷ là triền 2 tầng xe.
g/-Phương án XIII: Tổ hợp các công trình gồm có: phân xưởng lắp ghép phân đoạn, thiết bị vân chuyển, phân xưởng đóng tàu gồm 2 bệ hở mỗi bệ dài 190 m, rộng 28 m, độ sâu nước trong ụ 9m. Máy nâng thuỷ lực có sức nâng 1.500T. Ưu điểm chủ yếu của phương
án này là sự phối hợp của bệ với công trình hạ thuỷ và khả năng sử dụng ụ khô để sửa chữa tàu.
khu bÕn trang trÝ
n
Q = 30T
Q = 30T
2
1
Q = 80T
phân xưởng lắp ghép
phân đoạn
Xe vận chuyể
Hình (II - 2 ).Phương án III. Tàu được đóng trên một bệ không có mái che, bố trí một dây chuyền sản suất, công trình thuỷ công là ụ nước một buồng.
1- Bệ đóng tàu; 2- ụ nước một buồng.
Nhược điểm của phương án này là có máy nâng thuỷ lực phức tạp, giá thành của ụ tương đối lớn và tổ chức sản xuất phụ thuộc vào điều kiện khí hậu (điều này ở các nước sứ lạnh rất đáng lưu ý).
h/-Phương án XIV: Phương án này khác với phương án trên ở chỗ ụ khô có mái che và trang bị cần trục cầu.
Trên đây chúng ta đã nghiên cứu 13 phương án. Tất cả đều cho ta những dây chuyền
http://www.ebook.edu.vn 16
2 1 6
5
8
3 4
7
Hình ( II - 3 ). Phương án V - Tàu được đóng trên bệ với hai dây chuyền sản suất, công trình thuỷ công là ụ nổi. 1 - Phân xưởng lắp ghép phân đoạn; 2 - xe vận chuyển các phân đoạn; 3- Bệ đóng tàu; 4- ụ nổi; 5- Hố dìm ụ; 6- Giá dẫn hướng; 7- Bến trang trí; 8- Gối đỡ ụ.
Xe vận
chuyển
Phân xưởng lắp ghép phân đoạn.
TriÒn
BÕn
Nhà tời
Xe chở tàu
Hình ( II - 4): Phương án VI.
http://www.ebook.edu.vn 17
Q=30T
Q=30T
Q=80T
Phân xưởng lắp ráp phân
đoạn
Xe vận
chuyển
Hình ( II - 5 ): Phương án VII.
công nghệ sản xuất hợp lý. Bây giờ chúng ta hãy phân tích về giá thành xây dựng nhà máy, vì vốn đầu tư là một trong những chỉ tiêu cơ bản để chọn phương án mặt bằng. Vốn đầu tư của các bộ phận trong tổ hợp công trình của các phương án có thể tham khảo bảng (II-1) có tính chất phương hướng (với tất cả các phương án có cùng điều kiện tự nhiên). Bởi vậy giá thành này sẽ thay đổi tuỳ theo điều kiện tự nhiên của mặt bằng xây dựng.
Vốn đầu tư được nghiên cứu trên đây cũng chưa kể đến điều kiện thi công, đường giao thông bên ngoài và các chi phí khác.
Qua số liệu ở bảng (II-1) cho thấy rằng, nếu công trình nâng tàu là ụ khô thì vốn
đầu tư của nhà máy sẽ là lớn nhất, sau đó là ụ nước và sau cùng - rẻ nhất là dùng ụ nổi và triền. Sự tương tự về sơ đồ công nghệ sản xuất và các công trình chủ yếu của nhà máy chỉ ra rằng vốn đầu tư của các công trình và các phân xưởng riêng rẽ dao động trong phạm vi khá lớn. Bởi vậy khi chọn công trình nâng, hạ tàu và dây chuyền công nghệ sản xuất trong mặt bằng tổng thể của nhà máy cần phải lưu ý mấy điểm:
- Công trình nào đắt nhất thì sử dụng ít nhất vì rằng nếu cùng hoàn thành những nhiệm vụ tương tự thì rõ ràng là phương án nào ít dùng công trình đắt tiền, phương án ấy sẽ rẻ.
- Một công trình nâng, hạ tàu phục vụ càng nhiều bệ thì vốn đầu tư càng hạ. Điều này được giải thích bằng hiệu suất làm việc của nó. Công trình nâng, hạ tàu càng phục vụ nhiều bệ có nghĩa là hiệu suất làm việc của nó càng cao và ngược lại, phục vụ ít bệ thì hiệu suất làm việc thấp.
- Bệ có mái che rẻ hơn bệ không có mái che, vì cần trục cổng dùng trong bệ hở đắt hơn cần trục cầu trong bệ có mái che.
http://www.ebook.edu.vn 18
Bảng (II-1): Bảng tỷ số giá thành giữa các bộ phận trong các phương án đã nêu.
Tỷ số giá thành giữa các bộ phận trong phương án | ||||||||||
PX lắp ghép ph. đoạn | Đường và th.bị v/ch. phân đoạn | BƯ đóng tàu | Th. bị v/ch. tàu | Công trình hạ thuỷ tàu | BÕn trang trÝ | Th.bị kéo và v/ch. | Nhà sinh hoạt và phục vụ | Tỉng céng | Tỷ số giá thành so với pa II | |
ô n−íc | ||||||||||
I | 23.5 | 1.2 | 26.3 | 0.2 | 36.2 | 3.8 | 3.8 | 5.0 | 100. | 102. |
II | 23.9 | 1.2 | 24.9 | 0.2 | 37. | 3.9 | 3.9 | 5.0 | 100 | 100. |
III | 27.2 | 1.4 | 24.2 | 0.3 | 32.6 | 4.4 | 4.4 | 5.5 | 100 | 88. |
IV | 26.5 | 1.4 | 26.2 | 0.3 | 31.6 | 4.3 | 4.3 | 5.4 | 100 | 102. |
ô nỉi | ||||||||||
V | 29.9 | 1.5 | 31.1 | 0.3 | 24.4 | 4.5 | 4.5 | 5.9 | 100 | 86. |
VI | 28.4 | 1.5 | 29.7 | 0.3 | 24.9 | 4.6 | 4.6 | 6.0 | 100 | 84 |
VII | 29.8 | 1.5 | 26.7 | 0.3 | 25.7 | 4.8 | 4.8 | 6.4 | 100 | 80. |
VIII | 29.1 | 1.4 | 18.6 | 0.3 | 25. | 4.7 | 4.7 | 6.2 | 100 | 88. |
TriÒn | ||||||||||
IX | 27.2 | 1.4 | 30.4 | 0.3 | 26.4 | 4.4 | 4.4 | 5.5 | 100 | 89 |
X | 27.7 | 1.4 | 28.9 | 0.3 | 26.9 | 4.5 | 4.5 | 5.8 | 100 | 87 |
XI | 29.9 | 1.5 | 26.6 | 0.3 | 26.1 | 4.7 | 4.7 | 6.2 | 100 | 81 |
XII | 28.8 | 1.5 | 28.6 | 0.3 | 25.3 | 4.7 | 4.7 | 6.1 | 100 | 83. |
ô khô | ||||||||||
XIII | 18.3 | 0.9 | 5.9 | 12.1 | 53.5 | 3.0 | 2.4 | 3.9 | 100 | 131 |
XIV | 19.8 | 1.0 | - | 13. | 56.5 | 3.2 | 2.5 | 4.0 | 100 | 121. |
http://www.ebook.edu.vn 19
Trên đây chúng ta đã nghiên cứu một số phương án về dây chuyền công nghệ sản xuất. Bây giờ chúng ta xem xét tiếp một vài ví dụ về mặt bằng tổng thể của nhà máy đóng tàu đang được khai thác.
Mặt bằng chính của nhà máy đóng loại tàu có trọng tải lớn. (Trọng lượng hạ thuỷ trên 7.000 tấn).
Ví dụ thứ nhất - hình (II-6).
Các phân đoạn đã được chế tạo sẵn được chuyển tới vị trí đầu các bệ bằng các xe vận chuyển phân đoạn. Sau đó, các phân đoạn được cẩu xuống để lắp ráp thân tàu. Thân tàu
được lắp ở bệ sẽ được chuyển lên xe chở tàu và chuyển vào buồng ụ nước, ụ nổi hay công trình thuỷ công nào đó để hạ xuống nước. Loại nhà máy này thường được áp dụng cho công tác đóng tàu loại vừa và nhỏ.
Hình ( II - 6 ).Nhà máy đóng tàu vừa và nhỏ. 1- U nước; 2 - Xe lớn vận chuyển tàu; 3 - Bệ; 4 -Xe vận chuyển phân đoạn; 5 - Phân xưởng lắp ráp phân đoạn;
6 - Phân xưởng chế tạo; 7 - Bến trang trí.
Ví dụ thứ hai - hình (II-7).
Sơ đồ công nghệ đóng tàu theo phương pháp lắp ghép các phân đoạn, mỗi phân
đoạn có trọng lượng 600T, tàu được đóng trong ụ khô có chiều dài 240m, chiều rộng 38m, tiếp giáp với ụ là hai phân xưởng hàn lắp ghép. Nguyên vật liệu được vận chuyển từ phân xưởng hàn phân đoạn tới ụ bằng hai tuyến vận tải song song. Cần cẩu phục vụ lắp ráp phân
đoạn có thể ra vào phân xưởng để cẩu những khối có trọng lượng 120T và chuyển ra bãi (12), ở bãi có trang bị hai cần trục con dê có sức nâng 120T để ghép khối có trọng lượng
đến 240T rồi chuyển qua bãi (13) để ghép khối có trọng lượng 600T, vì ở đây có hai cần trục 300T.
http://www.ebook.edu.vn 20

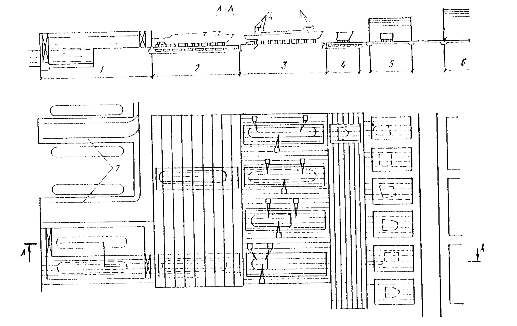
Hình (II-7). Mặt bằng tổng thể của nhà máy đóng tàu ở Kôpenhaghen -Đan mạch.
1- ụ nổi; 2 - ụ khô; 3 - triền; 4 - ụ khô cũ; 5 - xưởng gia công thân tàu cũ;
6 - bệ; 7 - phân xưởng hàn phân đoạn cũ; 8- phân xưởng hàn phân đoạn số 1; 9 - phân xưởng hàn phân đoạn số 2; 10 - xe vận chuyển; 11 - cần trục 120T; 12 - bãi trung gian cho khối 240T ; 13 - bãi cho khối 600T; 14 - cân trục trọng tải 300T; 15 - bãi trung gian; 16 - ụ đóng tàu có chiều dài 240m, rộng 38m; 17 - phân xưởng lắp khoang đáy;18 - kho.
Ví dụ thứ ba - Hình (II-8).
http://www.ebook.edu.vn 21
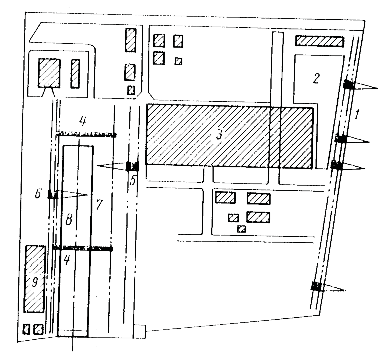
Hình ( II - 8 ). Mặt bằng tổng thể của nhà máy đóng tàu ở Sacai - Nhật bản. 1- bến để dỡ thép; 2- kho thép; 3- khu phân xưởng vỏ tàu; 4- cần trục 120T; 5- cần trục cảng 200T; 6- cần trục cảng 15T; 7- bãi; 8- ụ khô;
9- phân xưởng ghép phân đoạn.
VÝ dô bèn - Hình ( II - 9 ).
Qua các ví dụ về việc bố trí mặt bằng của nhà máy ta có mấy nhận xét sau: 1/- Giao thông trong xưởng chủ yếu dùng đường sắt và xe vận chuyển;
2/- Khi đóng tàu lớn thường dùng ụ khô, còn đối với tàu vừa và nhỏ thường dùng ụ nước hay triền. Bởi vì trong hệ thống ụ nước và triền có thiết bị chở cả con tàu (phần vỏ) mà sức chở của chúng bị hạn chế, mặt khác, ụ khô hạ thuỷ tàu an toàn hơn hai loại kia.
3/- Cả bốn ví dụ đều có dây chuyền công nghệ sản xuất hợp lý, chiều dài bến trang trí tuỳ theo khối lượng công việc được tính toán, nếu chiều dài bờ không đủ thì bố trí loại bến nhô. Trừ bệ (hoặc ụ) còn hầu hết các phân xưởng khác đều có mái che.
4/- Cả bốn ví dụ đều phải dùng xe vận chuyển, nhưng với ụ khô chỉ dùng để chở các phân
đoạn, còn hai loại công trình kia thêm xe chở tàu (phần vỏ) nên trong hai ví dụ sau phải dùng cả hai loại xe vận chuyển (lớn và nhỏ).
5/- Mặt bằng nhà máy gọn, vuông vắn, thu hẹp trong khu đất qui định.
http://www.ebook.edu.vn 22