1.2.2. Quá trình Fenton điện hóa
1.2.2.1. Định nghĩa và đặc điểm của quá trình EF
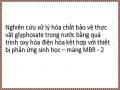
Quá trình EF là quá trình oxi hóa tiên tiến (AOP), gốc hydroxyl (•OH) được tạo thành từ phản ứng Fenton giữa Fe2+ và H2O2 theo phản ứng 1.1.
Đối với phản ứng Fenton chỉ thích hợp trong môi trường có pH thấp, do đó để xử lý có hiệu quả thì gốc •OH tạo thành nhiều hơn và trong quá trình này cần thêm một lượng lớn các chất tham gia phản ứng (Fe2+, H2O2) và điều này sẽ tạo ra một lượng lớn chất thải Fe3+.
e-
i
H+
H2O2Fe3+
O2 + 4H+
OH-Fe2+
•OH
2H2O
-4e-
i
•OH
Cực âm
Trong quá trình EF, ion Fe2+ và Fe3+ liên tục chuyển hóa cho nhau. Vì vậy, xúc tác đưa vào ban đầu có thể là Fe2+ hoặc Fe3+ với nồng độ thấp (dưới 1mM) thì phản ứng Fenton có thể thực hiện hiệu quả.
Cực dương
Hình 1.3. Quá trình tạo thành gốc •OH
Trong quá trình EF, điện cực ở catot là thủy ngân, dạng graphit, vải cacbon [51].
Điện cực anot thường sử dụng Pt, PbO2 [52].
Gốc •OH là một trong những chất oxi hóa mạnh nhất và là phản ứng khởi đầu của chuỗi phản ứng tiếp theo:
•OH + H2O2 → HO2• + H2O (1.17)
Fe3+ + HO2• → Fe2+ + H+ + O2 (1.18)
Fe2+ + HO2• → Fe3+ + HO2- (1.19)
Chất trung gian hoạt động •OH có thể phân hủy hiệu quả hầu hết các hợp chất hữu cơ thành các hợp chất không độc nhờ quá trình dehydro hóa hoặc hydroxyl hóa.
H2O2 được tạo thành liên tục bằng sự khử 2 electron của phân tử oxi trên điện cực catot theo phản ứng 1.20 và Fe2+ được tạo ra trên anot theo phản ứng 1.21 trong quá trình EF. Xúc tác có thể được đưa vào là Fe2+ hoặc Fe3+, với một lượng dưới 1 mM có thể tạo ra H2O2, và tham gia phản ứng tạo các gốc •OH.
0.69 V/ESH (1.20) | |
Fe3+ + e- → Fe2+ | (1.21) |
H2O →•OH+ H+ + e- | (1.22) |
Có thể bạn quan tâm!
-
 Nghiên cứu xử lý hóa chất bảo vệ thực vật glyphosate trong nước bằng quá trình oxy hóa điện hóa kết hợp với thiết bị phản ứng sinh học – màng MBR - 2
Nghiên cứu xử lý hóa chất bảo vệ thực vật glyphosate trong nước bằng quá trình oxy hóa điện hóa kết hợp với thiết bị phản ứng sinh học – màng MBR - 2 -
 Lượng Hóa Chất Bvtv Sử Dụng Tại Châu Phi Và Châu Âu Trong Những Năm 2010 Và 2014
Lượng Hóa Chất Bvtv Sử Dụng Tại Châu Phi Và Châu Âu Trong Những Năm 2010 Và 2014 -
 Ảnh Hưởng Của Hóa Chất Diệt Cỏ Glyphosate Đến Con Người Và Môi Trường
Ảnh Hưởng Của Hóa Chất Diệt Cỏ Glyphosate Đến Con Người Và Môi Trường -
 Tình Hình Nghiên Cứu Và Ứng Dụng Fenton Và Fenton Điện Hóa Tại Việt Nam
Tình Hình Nghiên Cứu Và Ứng Dụng Fenton Và Fenton Điện Hóa Tại Việt Nam -
 Nguyên Nhân Cơ Chế Ảnh Hưởng Gây Bít Tắc Màng Mbr
Nguyên Nhân Cơ Chế Ảnh Hưởng Gây Bít Tắc Màng Mbr -
 Hệ Ef Trong Phòng Thí Nghiệm Theo Đó, Hệ Ef Bao Gồm:
Hệ Ef Trong Phòng Thí Nghiệm Theo Đó, Hệ Ef Bao Gồm:
Xem toàn bộ 229 trang tài liệu này.
Gốc hydroxyl (•OH) cũng có thể được tạo ra từ phản ứng (1.22), tốc độ phản ứng rất chậm với k =10-10 Ms-1 ở pH = 3. Vì vậy trong quá trình EF cần xác định điều kiện thích hợp để có thể hoạt động tốt nhất.
1.2.2.2. Các yếu tố ảnh hưởng đến hiệu quả của quá trình EF Ảnh hưởng nồng độ Fe2+:
Nồng độ ion Fe2+ phù hợp là một đại lượng quan trọng trong quá trình EF.
Hiệu quả của quá trình xử lý bằng EF tăng khi có mặt của ion Fe2+ vì nó ảnh hưởng lớn đến quá trình oxy hóa các phân tử chất hữu cơ trong nước thải.
Năm 2014, Babuponnusami và cộng sự tiếp tục công bố việc tạo ra muối sắt làm tăng nồng độ chất rắn lơ lửng trong nước thải [53]. Do đó, nồng độ tối ưu của các ion sắt hoặc sắt nên được đánh giá cụ thể trong các nghiên cứu quy mô phòng thí nghiệm để tối đa hóa hiệu suất EF trước khi ứng dụng vào quy mô công nghiệp.
Năm 2018, Yang báo cáo xử lý aspirin và các chất hữu cơ kết quả cho thấy hiệu quả xử lý tăng lên khi nồng độ của Fe2+ từ 0,1mM đạt hiệu suất 100% trong 30 phút [54].
Nồng độ H2O2
Nồng độ ban đầu H2O2 đóng một vai trò quan trọng trong quá trình EF. Khả năng xử lý tăng khi tăng nồng độ H2O2 do quá trình tạo thành gốc hydroxyl (•OH) tăng theo phản ứng 1.1.
Nồng độ H2O2 tối ưu sẽ ảnh hưởng rất lớn đến hiệu quả xử lý nước thải từ ngành công nghiệp. Hiệu quả xử lý tổng các chất hữu cơ với nồng độ 435 mg/L đạt hiệu suất là 84% khi tăng nồng độ H2O2 trong thời gian 10 phút.
Năm 2016, Gỹmỹş và cộng sự bỏo cỏo nồng độ H2O2 phụ thuộc rất nhiều vào thành phần loại chất thải xử lý, với nồng độ H2O2 là 37,2 mM có khả năng làm sạch phenol [55].
23
Do đó nồng độ H2O2 cần được đánh giá để tối đa hóa hiệu suất trong hệ thống EF đồng thời giảm thiểu các nhược điểm.
Nồng độ ban đầu của chất ô nhiễm:
Nồng độ ban đầu của các chất ô nhiễm là một thông số ảnh hưởng đến hiệu quả của quá trình EF. Liều lượng của thuốc thử EF cần được xác định dựa trên nồng độ ban đầu của chất ô nhiễm để xử lý. Thông thường, nồng độ ban đầu thấp được ưu tiên và pha loãng để đảm bào hiệu quả xử lý tốt.
Tuy nhiên, việc pha loãng làm tăng nhiều phí xử lý trong nước thải công nghiệp. Vì vậy các chất ô nhiễm cần phải được pha loãng đúng cách để cân bằng giữa lợi ích và chi phí để loại bỏ các chất ô nhiễm hữu cơ trong hệ thống EF một cách hiệu quả.
Giá trị pH:
Trong quá trình EF, một yếu tố quan trọng cần được đánh giá ảnh hưởng là pH. Giá trị pH tối ưu đã được báo cáo là khoảng pH = 3 trong các nghiên cứu với hầu hết chất ô nhiễm.
Một số nghiên cứu của Liu năm 2015 chỉ ra rằng việc tạo ra H2O2 là tối đa ở pH trung tính [56].
Sự mâu thuẫn giữa các nghiên cứu này có thể là do sự biến đổi của các loại chất ô nhiễm. Các nghiên cứu trước đây cho thấy quá trình EF diễn ra chậm khi phân hủy các chất gây ô nhiễm ở các giá trị pH cao do quá trình oxi hóa, thủy phân và kết tủa của các ion sắt.
Hiệu suất quá trình EF có thể bị ảnh hưởng bởi các dung dịch đệm được sử dụng để duy trì pH ổn định trong các thí nghiệm. Trong nghiên cứu của Benitez và cộng sự năm 2001 khi xử lý p – hydroxy phenylaxetic bằng EF, đệm axit axetic dẫn đến hiệu suất oxy hóa tối ưu trong khi hiệu suất giảm khi sử dụng đệm axit photphoric hoặc axit sulfuric. Nguyên nhân do sự hình thành của sắt tạo phức với chất đệm làm khả năng phản ứng của Fe2+ giảm [57].
Vì vậy nghiên cứu ảnh hưởng của nồng độ Fe2+ rất quan trọng trong xử lý EF.
Chất điện phân:
Chất điện phân tham gia quá trình EF là cần thiết vì làm tăng độ dẫn của các dung dịch cho phản ứng EF, làm tăng khả năng xử lý. Natri sunfat (Na2SO4) là chất điện phân được sử dụng nhiều nhất trong quá trình EF vì độ bền ion cao và ít ảnh hưởng tới dung dịch nước. Các chất điện phân khác như KCl, NaCl, NaNO3 và
24
NaClO4, cũng được sử dụng. Trong báo cáo của Ghoneim, hiệu quả của KCl, NaCl và Na2SO4 ở cùng nồng độ 0,05M được so sánh SO42- và cho tốc độ mất màu tối đa của Sunset Yellow FCF [58].
Theo nghiên cứu của Shan năm 2016, khả năng tạo thành gốc hydroxyl (•OH) giảm khi tăng nồng độ NaCl. Nhận thấy rằng gốc hydroxyl (• OH) hoạt động tốt hơn so với Cl• và •Cl2- vì vậy nồng độ gốc •OH ở trạng thái ổn định thấp hơn nhiều Cl• và •Cl2- [59]. Trong trường hợp khác được báo cáo bởi Shan và cộng sự năm 2016 đã công bố kết quả xử lý của tetramethylbenzidine tăng 50% khi có nồng độ NaCl 0,1M. Gốc Cl• thay vì •OH có thể là tác nhân oxy hóa ưu thế để loại bỏ chất gây ô nhiễm.
Tuy nhiên, mối tương quan giữa chất điện phân và hiệu suất quá trình EF không phải lúc nào cũng rõ ràng. Vì vậy cần đánh giá sử dụng chất điện phân phù hợp cho quá trình EF.
Tỉ lệ tạo ra oxi:
Trong quá trình EF, tốc độ tạo ra oxi lớn hơn có thể nâng cao mức oxy hòa tan (DO) và khả năng khuếch tán trong hệ thống xử lý, và do đó thúc đẩy sản xuất H2O2. Năm 2010, Wang và cộng sự báo cáo rằng khi tăng quá trình cấp oxy từ 50 cm3/phỳt ữ 250 cm3/phút dẫn đến tỷ lệ phần trăm loại bỏ COD tăng khoảng 30% dưới mật độ dòng điện không đổi là 3,2 mA/cm2 [60]. Ngoài ra trong nghiên cứu Ozcan và cộng sự đã công bố lượng H2O2 sinh ra không tăng tuyến tính với tốc độ dòng oxi. Báo cáo của Brezonik và Arnold năm 2011 chỉ ra rằng sau khi DO bão hòa (8,26 mg/L ở 25oC) tốc độ tạo oxi tăng hơn nữa không làm tăng nồng độ DO trong hệ thống và xu hướng tạo H2O2 sẽ ổn định. Trên thực tế, lợi ích hơn nữa từ sự gia tăng quá mức của tốc độ tạo oxy bị hạn chế.
Mật độ dòng điện:
Mật độ dòng điện là một yếu tố để kích hoạt quá trình sản xuất H2O2 trên catot.
Sử dụng mật độ dòng cao có thể làm tăng quá trình tạo thành H2O2 dẫn đến làm tăng gốc hydroxyl (•OH). Ngoài việc tăng lượng gốc hydroxyl (•OH) thì việc sử dụng dòng điện cao cũng làm tăng khả năng tái tạo các ion sắt và làm tăng hiệu quả của quá trình EF.
Mật độ dòng điện cao hơn cũng đòi hỏi tiêu thụ nhiều năng lượng hơn. Do đó, sự gia tăng mật độ dòng điện mang lại lợi ích của tỷ lệ suy giảm được nâng cao và thời gian loại bỏ ít hơn và hạn chế của việc tăng tiêu thụ năng lượng và giảm hiệu suất
25
dòng điện. Cần phải điều chỉnh mật độ dòng điện áp dụng phù hợp để có sự cân bằng giữa hiệu quả mong muốn và chi phí năng lượng.
Nhiệt độ phản ứng:
Nhiệt độ của hệ phản ứng là một thông số quan trọng vì nó có tương quan đáng kể với tốc độ phản ứng. Theo báo cáo của Deng và cộng sự năm 2006, nhiệt độ thấp hơn 18,3oC có thể làm chậm động học ban đầu, ảnh hưởng tiêu cực đến thời gian phản ứng và khả năng phân hủy chất ô nhiễm [61]. Trong quá trình EF, khi thời gian xử lý tăng lên kèm theo sự tích lũy nhiệt làm tăng nhiệt độ quá trình. Khi nhiệt độ tăng lên, có thể làm tăng tốc độ phản ứng giữa H2O2 và Fe2+, do đó tạo ra gốc hydroxyl tự do (•OH) nhiều hơn giúp khả năng xử lý hiệu quả hơn. Thời gian kéo dài quá trình tích lũy nhiệt vẫn diễn ra tuy nhiên hiệu quả xử lý tăng không đáng kể. Điều này có thể giải thích: hiệu suất quá trình EF có thể do khả năng hòa tan oxi trong nước giảm và tốc độ phân hủy của H2O2 thành dạng không hoạt động dưới nhiệt độ cao. Trên thực tế nhiệt độ khi tăng 10oC làm tăng khả năng phân hủy của H2O2 là 2, 3 lần và nhiệt độ trên 50oC làm giảm đáng kể hiệu quả xử lý COD.
2H2O2→ 2H2O + O2 (1.23)
Mặt khác, trong quá trình EF khi kéo dài thời gian điện phân thì các sản phẩm phụ của quá trình phân hủy chất ô nhiễm sẽ tăng lên dẫn tới cạnh tranh trực tiếp với đối tượng cần xử lý (trong luận án là glyphosate) vì vậy hiệu quả của quá trình xử lý giảm.
Luận án thực hiện các thí nghiệm trong quá trình EF theo điều kiện nhiệt độ thường của môi trường trong khoảng nhiệt độ từ 20oC ữ 35oC. Vì vậy khoảng nhiệt độ trên là thích hợp cho quá trình xử lý EF.
Vật liệu làm điện cực:
Điện cực sử dụng trong quy trình EF là bước cơ bản. Vật liệu anot thích hợp có thể ngăn ngừa sự suy giảm của điện cực, tạo điều kiện tốt để sản sinh ra các gốc hydroxyl (•OH) theo phản ứng 1.1 một cách hiệu quả, nâng cao hiệu quả quá trình..
Pt có khả năng hoạt động như một cực dương với tính dẫn điện tốt và độ ổn định cao. Cực dương Pt được sử dụng trước đây bao gồm: dây Pt, tấm Pt, lưới Pt. Tuy nhiên, chi phí của Pt cao. Để giải quyết vấn đề này, cực dương platin hóa là kỹ thuật phủ hoặc mạ một lượng Pt nhất định lên các kim loại thích hợp, đã được sử dụng trong nhiều quy trình EF và có thể đạt được kết quả tương đương như cực dương sử dụng Pt.
26
Ví dụ, các điện cực bằng Ti/Pt khi sử dụng trong các thử nghiệm ban đầu. Các kim loại quý khác, chẳng hạn như vàng (Au) và bạc (Ag), cũng có thể hoạt động như điện cực anot, tuy nhiên giá thành cao khiến chúng không phù hợp cho các ứng dụng thực tế.
1.2.2.3. Ưu điểm, nhược điểm của quá trình EF Ưu điểm:
Quá trình EF là quá trình tiêu biểu có nhiều ưu điểm nhất, áp dụng với COD từ
1.000 mg/L ÷ 50.000 mg/L. Quá trình EF không chỉ tăng hiệu quả xử lý mà còn làm giảm hơn 50% lượng bùn được sản sinh bởi quy trình Fenton truyền thống, giảm chi phí vận hành.
Để làm tăng hiệu suất xử lý, quá trình EF có thể kết hợp với các quá trình AOP khác hoặc với quá trình xử lý sinh học. Mặt khác, trong nước có hàm lượng ion sắt nhất định vì vậy ion Fe2+ đưa.vào ban đầu ít và có thể khi xử lý nước tự nhiên bị ô nhiễm sẽ không cần phải đưa ion sắt vào ban đầu và đưa ra ngoài môi trường tự nhiên không cần xử lý cation kim loại. Hơn thế nữa, H2O2 và Fe2+ được tạo thành ngay trong các phản ứng nên lượng hóa chất sử dụng giảm so. Trong quá trình phản ứng có thể kiểm soát phản ứng.Fenton, tránh tích tụ Fe3+ trong dung dịch, do đó tránh tạo kết tủa Fe(OH)3.
Quá trình photo-Fenton là sự phân hủy H2O2 khi thực hiện chiếu sáng trong điều kiện bước sóng phù hợp cùng với tác dụng của xúc tác của Fe2+. Bản chất của quá trình là ở pH < 4, thường ở dạng phức [Fe3+(OH)]2+ và sẽ hấp thụ ánh sáng UV rất mạnh trong vùng 250 nm < λ < 400 nm. Quá trình photo-Fenton có nhiều nhược điểm như sử dụng ít ánh sáng nhìn thấy, năng lượng UV cần thiết trong thời gian dài, tiêu thụ năng lượng cao và chi phí. Do đó khó đưa quá trình này vào ứng dụng trong công nghiệp, nhà máy [62].
Nhược điểm:
Tuy nhiên, nhược điểm quá trình EF là không xử lý được triệt để các hóa chất BVTV thành CO2 và nước mà bẻ gãy mạch C của các phân tử hóa chất BVTV thành các chất hữu cơ mạch ngắn hơn và một số chất vô cơ. Vì vậy để xử lý hóa chất BVTV và glyphosate nói riêng cần kết hợp quá trình EF (tiền xử lý) với một quá trình công nghệ khác (xử lý thứ cấp).
Quá trình EF tiêu tốn điện năng, khó mở rộng quy mô xử lý lớn, nhất là quy mô công suất lớn hàng nghìn m3/ngày bởi khi đó các điện cực có diện tích rất lớn, khó kiểm soát quá trình và vấn đề an toàn.
1.2.2.4. Tình hình nghiên cứu và ứng dụng Fenton điện hóa trên thế giới
Trong những năm gần đây, các nhà khoa học rất quan tâm các phương pháp điện hóa để xử lý ô nhiễm các hóa chất hữu cơ độc hại. Trong đó quá trình EF được sử dụng rộng rãi để xử lý các chất khó phân hủy sinh học với chi phí năng lượng vừa phải. Các ứng dụng của quá trình EF được công bố:
Thuốc nhuộm
Thuốc nhuộm được sử dụng trong ngành công nghiệp dệt nhuộm và in ấn không chỉ gây ra ô nhiễm màu cho nguồn nước mà còn có thể gây hại đến môi trường đối với các sinh vật sống bằng cách ngăn chặn khả năng tái tạo oxy hòa tan. Do đó tác động đến môi trường sinh trưởng tự nhiên của các thủy sinh vật. Một số thuốc nhuộm cũng có bản chất độc hại và gây ung thư. Sự có mặt của một lượng nhỏ thuốc nhuộm trong nước (<1 ppm) có thể ảnh hưởng không tốt đối đến nguồn nước. Thuốc nhuộm tổng hợp được sử dụng trong nhiều ngành công nghiệp bao gồm dệt nhuộm (60%), giấy (10%) và chất dẻo (10%) và ước tính rằng 10% ÷ 15% thuốc nhuộm bị mất trong nước thải đầu ra trong quá trình nhuộm. Hiện tại có khoảng hơn 10.000 loại thuốc nhuộm thương mại và chất màu khác nhau và hơn 7.105 tấn mỗi năm được sản suất trên toàn thế giới.
Quá trình EF được sử dụng hiệu quả để loại bỏ thuốc nhuộm khỏi nước thải. Qua nghiên cứu Lahkimi [63] đã nghiên cứu loại bỏ các thành phần độc hại trong nước thải nhuộm tổng hợp có màu vàng drimaren, đỏ Congo và xanh metylen bằng quá trình EF. Kết quả đã được khoáng hóa thành công với hiệu suất đạt 89%.
Quá trình xử lý rhodamine B trong dung dịch nước được đánh giá bởi Ai và cộng sự [64] bằng quá trình EF đã cho thấy sự phân hủy rhodamine B đạt 89,3% trong 120 phút ở pH = 3.
Hiệu quả loại bỏ COD từ nước thải nhuộm được thực hiện khi sử dụng Fe2+ với H2O2, sử dụng điện cực catot là vải sợi C hoạt tính đã được Wang và cộng sự nghiên cứu [65]. Trong nghiên cứu này, hiệu quả loại bỏ COD đạt cao nhất là 75,2% ở mật độ dòng là 3,2 mA/cm2.
Hóa chất BVTV
Quá trình EF có nhiều nghiên cứu xử lý hóa chất BVTV, tiêu biểu như các công trình nghiên cứu sau:
Năm 2003, Edelahi nghiên cứu xử lý 125 mL diuron 0,17mM tại các điều kiện pH = 3; nồng độ Fe3+ = 0,5mM, cường độ dòng điện I = 100mA. Kết quả xử lý mức độ khoáng hóa đạt 93% [66].
Năm 2004, Kaichouh nghiên cứu xử lý 125 mL imazapyr 0,1mM, pH = 3, nồng độ Fe2+= 0,5mM. Kết quả hiệu suất xử lý COD được loại bỏ trong quá trình thí nghiệm đạt 95%.
Năm 2008, nhóm nghiên cứu của Losito xử lý hóa chất isoproturon (3–(4– isopropylphenyl–1,1–dimethylurea, chlortoluron, chloroxuron (N– [4– (4– chlorophenoxyl) phenyl] – N, N – dimethylurea) trong điều kiện pH = 3, Fe3+: 0,017mM ÷ 0,024mM đã loại bỏ được hoàn toàn isoproturon sau thời gian 60 phút và hai chất hóa chất clo hữu cơ được loại bỏ sau 180 phút [67].
Yatmaz và Uzman cho rằng phản ứng EF bằng cách sử dụng cả hai điện cực Fe với nguồn cung cấp H2O2 là phương pháp hiệu quả nhất để phân hủy monocrotophos trong môi trường axit. Hiệu quả xử lý diễn ra nhanh trong vòng 5 phút và mức năng lượng tiêu thụ để loại bỏ hoàn toàn là 0,834 kWh/kg [68].
Nước rỉ rác
Vấn để quản lý thích hợp các tác động môi trường tiềm ẩn của các bãi chôn lấp rất được quan tâm hiện nay. Trong thành phần của nước rỉ rác có thể chứa nhiều thành phần, trong đó các lượng lớn thành phần hữu cơ, amoniac, kim loại nặng và các muối vô cơ, ... Việc loại bỏ chất hữu cơ dựa trên các thông số COD, BOD, NH4+ từ nước rỉ rác là điều kiện tiên quyết trước khi xả nước rỉ rác vào nước tự nhiên.
Trong nghiên cứu Atmaca, đã khảo sát và lựa chọn các điều kiện thích hợp tại pH = 3, thời gian 20 phút, I = 3A. Kết quả xử lý được 87% PO4–P và 28% NH4–N, 72% COD và 90% độ màu [69].
Năm 2010, bao cáo nghiên của Mohajeri khi xử lý nước rỉ rác bằng quá trình EF trong điều kiện pH = 3, tỷ lệ mol H2O2/Fe2+ là 1, mật độ dòng là 49 mA/cm2. Kết quả công bố 94,07% COD và 95,83% độ màu được loại bỏ [70].
Các nghiên cứu khác
Năm 2016, để xử lý nước thải chế biến dầu oliu ở Tunisia với COD đầu vào là
92.000 mg/L COD bằng quá trình EF nhóm nghiên của của Bellakhal đã tiến hành xử