Bảng 3.24 chứng tỏ rằng phần trăm chuyển hoá tăng mạnh cùng thời gian, thời gian chuyển hoá cực đại đạt được sau 200 phút. Tuy nhiên hiệu suất ghép và
% ghép tăng đều đặn sau 200 phút. Điều thú vị là sản phẩm khối polyme trở nên gel hoá khi phản ứng trùng hợp vượt quá 200 phút.
Bảng 3. 4. Ảnh hưởng của thời gian polyme hoá lên TC, GY, GE khi ghép acrylic lên tinh bột
TC (%) | GY (%) | GE (%) | ||||
TB | T oxy hoá | TB | T oxy hoá | TB | T oxy hoá | |
0 | 0 | 0 | 0 | 0 | 0 | 0 |
40 | 48,0 | 48,5 | 2,6 | 2,9 | 10,6 | 12,8 |
80 | 70,5 | 75,0 | 4,5 | 5,1 | 12,7 | 14,4 |
120 | 84,5 | 86,0 | 6,2 | 7,0 | 14,5 | 16,5 |
160 | 90,0 | 88,0 | 7,0 | 8,0 | 15,6 | 17,7 |
200 | 94,0 | 94,0 | 8,9 | 10,1 | 18,8 | 21,4 |
220 | 94,0 | 94,0 | 9,0 | 10,2 | 19,1 | 21,7 |
Có thể bạn quan tâm!
-
 Giản Đồ Phân Tích Nhiệt Của Tb Sắn Tự Nhiên (1) Và Tb Biến Tính Với Tỷ Lệ Axit/tinh Bột Lần Lượt Là: 0,04 ( ); 0,06 (3); 0,08 (4) Và 0,10 (5).
Giản Đồ Phân Tích Nhiệt Của Tb Sắn Tự Nhiên (1) Và Tb Biến Tính Với Tỷ Lệ Axit/tinh Bột Lần Lượt Là: 0,04 ( ); 0,06 (3); 0,08 (4) Và 0,10 (5). -
 Sự Phụ Thuộc Của Trọng Lượng Phân Tử Trung Bình Vào Thời Gian Phản Ứng Ở Các Nhiệt Độ Khác Nhau
Sự Phụ Thuộc Của Trọng Lượng Phân Tử Trung Bình Vào Thời Gian Phản Ứng Ở Các Nhiệt Độ Khác Nhau -
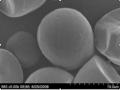
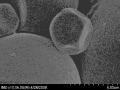
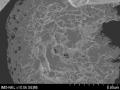 Ảnh Sem Của Tinh Bột Sắn (A,b) Và Tinh Bột Oxy Hoá Với Hàm Lượng Clo Hoạt Động 1% (C,d), % (E,f) Và 4% (G,h)
Ảnh Sem Của Tinh Bột Sắn (A,b) Và Tinh Bột Oxy Hoá Với Hàm Lượng Clo Hoạt Động 1% (C,d), % (E,f) Và 4% (G,h) -
 Ảnh Hưởng Của Tỷ Lệ Pha Lỏng/tinh Bột Tới Quá Trình Trùng Hợp Ghép
Ảnh Hưởng Của Tỷ Lệ Pha Lỏng/tinh Bột Tới Quá Trình Trùng Hợp Ghép -
 Ảnh Hưởng Của Hàm Lượng Copolyme Đến Quá Trình Keo Tụ.
Ảnh Hưởng Của Hàm Lượng Copolyme Đến Quá Trình Keo Tụ. -
 Nghiên cứu biến tính tinh bột bằng một số tác nhân hóa học và ứng dụng - 21
Nghiên cứu biến tính tinh bột bằng một số tác nhân hóa học và ứng dụng - 21
Xem toàn bộ 190 trang tài liệu này.
Điều kiện phản ứng: tinh bột 100g, tỷ lệ tinh bột : monome 65%; K2S2O8 0,35%, tỷ lệ lỏng rắn: 3, mức độ trung hoà 75%, nhiệt độ 60oC
Kết quả cho thấy rằng tinh bột không ảnh hưởng nhiều lên mức độ chuyển hoá nhưng loại tinh bột ảnh hưởng đến hiệu suất ghép và hiệu quả ghép. Tinh bột oxy hoá cho hiệu suất ghép và hiệu quả ghép cao hơn. Điều này có thể giải thích là do tinh bột oxy hoá phân cực hơn, trọng lượng phân tử thấp hơn làm quá trình ghép dễ dàng hơn.
3.4.1.2. Ảnh hư ng của nhiệt độ
- Trong nghiên cứu này phản ứng được tiến hành ở các nhiệt độ khác nhau từ 40-85C. Kết quả được trình bày trong bảng 3.25.
- Bảng 3.25 cho thấy rằng nhiệt độ đã ảnh hưởng lên mức độ chuyển hoá.
Phần trăm chuyển hoá tăng mạnh từ 32- 4% cùng với việc tăng nhiệt độ từ 40- 70C. Khi nhiệt độ tăng lên tiếp thì hiệu suất tăng đến 8% và không đổi.
Bảng 3. 5. Ảnh hưởng của nhiệt độ lên TC%, GY%, GE% khi ghép axit acrylic lên tinh bột
% TC | % GY | % GE | ||||
TB | T oxy hoá | TB | T oxy hoá | TB | T oxy hóa | |
40 | 32 | 34 | 3,9 | 4,48 | 24,6 | 28 |
50 | 58 | 60 | 6,6 | 7,5 | 22 | 25 |
60 | 94,0 | 94 | 8,9 | 10,1 | 18,8 | 21,4 |
70 | 98,0 | 98 | 8,5 | 9,7 | 17,3 | 19,7 |
75 | 98,0 | 98,5 | 7,5 | 7,9 | 16,1 | 17,9 |
80 | 98,0 | 98,5 | 7,0 | 7,6 | 15,3 | 17,0 |
85 | 98,5 | 98,5 | 6,6 | 7,1 | 14,0 | 15,6 |
Điều kiện phản ứng: tinh bột oxy hoá: 100g, tỷ lệ tinh bột: monome: 65%, K2S2O8 0,35% tỷ lệ lỏng rắn: 3, mức độ trung hoà 75%.
Quan sát ở bảng 3.25 cho thấy ảnh hưởng c a nhiệt độ lên hiệu suất ghép. Khi nhiệt độ tăng thì hiệu suất ghép tăng và vượt quá 60C thì hiệu suất lại giảm. Mặt khác hiệu quả ghép giảm khi nhiệt độ tăng, điều này có thể là do cùng với sự tăng nhiệt độ càng nhiều gốc tự do, chúng làm tăng sự ghép, tuy nhiên việc tăng nhiệt độ vượt quá một giới hạn nhất định sẽ gây ra sự tăng mức độ ngắt mạch, dĩ nhiên làm giảm mức độ ghép.
3.4.1.3. Ảnh hư ng của tỷ lệ tinh bột: n e
Trong nghiên cứu này phản ứng được tiến hành ở điều kiện tinh bột 100g; K2S2O8: 0,35%, tỷ lệ lỏng rắn: 3; nhiệt độ: 60C, mức độ trung hoà 75%. Kết quả được chỉ ra trong bảng 3.26.
Bảng 3. 6. Ảnh hưởng của nồng độ axit acrylic lên hiệu suất ghép và hiệu quả ghép.
% GY | % GE | |||
TB | T oxy hoá | TB | T oxy hoá | |
85 | 3,2 | 3,6 | 26,2 | 29,8 |
75 | 5,8 | 6,6 | 24,2 | 27,5 |
65 | 8,9 | 10,1 | 18,8 | 21,4 |
50 | 13,3 | 15,5 | 10,5 | 11,8 |
40 | 18,3 | 20,1 | 8,6 | 9,74 |
30 | 21,2 | 24,2 | 6,3 | 7,14 |
20 | 24,3 | 27,6 | 3,4 | 6,1 |
10 | 29,7 | 33,8 | 3,1 | 3,5 |
Điều kiện phản ứng: Tinh bột oxy hoá 100g; K2S2O8: 0,35%, tỷ lệ lỏng rắn: 3, nhiệt độ: 60C, mức độ trung hoà 75%.
Bảng 3.26 chứng tỏ rằng hiệu quả ghép liên quan trực tiếp đến nồng độ axit acrylic trong khoảng nghiên cứu. Có thể đó là sự kết hợp lớn hơn c a các phân tử có nồng độ cao hơn c a axit acrylic khi nồng độ tinh bột không đổi. Mặt khác kết quả cho thấy rằng hiệu quả ghép giảm đi không giống nhưng đối với hiệu suất ghép, điều này được giải thích là do bên cạnh hiệu quả thuận lợi c a phản ứng ghép, nồng độ axit acrylic cũng làm tăng ảnh hưởng lên phản ứng homopolyme hoá vì phản ứng ghép cạnh tranh cùng phản ứng homopolyme hoá và nồng độ c a axit acrylic thuận lợi hơn cho phản ứng sau. Do vậy ta có thể giải thích sự giảm c a hiệu suất ghép khi tăng nồng độ axit acrylic. Như vậy trong vật liệu polyme sẽ tồn tại cả phần tinh bột được ghép và phần polyacrylic được tạo lưới với phần ghép c a tinh bột.
3.4.1.4. Ảnh hư ng của ch t kh i đầu
Trong nghiên cứu này ảnh hưởng c a nồng độ chất khởi đầu lên hiệu suất ghép cũng được nghiên cứu và được chỉ ra trong bảng 3.27
Bảng 3. 7. Ảnh hưởng của nồng độ chất khởi đầu lên khả năng ghép
Tinh bột thường | Tinh bột oxy hoá | |
0,15 | 7,6 | 8,6 |
0,25 | 8,2 | 9,3 |
0,35 | 8,9 | 10,1 |
0,45 | 7,7 | 8,8 |
0,55 | 6,7 | 7,6 |
Điều kiện phản ứng: tinh bột 100g; tỷ lệ tinh bột : monome: 65%; tỷ lệ lỏng rắn: 3; nhiệt độ: 60C, mức độ trung hoà 75%.
Bảng 3.27 cho thấy ảnh hưởng c a nồng độ K2S2O8 lên hiệu suất ghép. Có thể thấy rằng hiệu suất ghép tăng một cách rõ rệt khi tăng nồng độ K2S2O8 đến 0,35%. Việc tăng ban đầu phần trăm ghép cùng với việc tăng nồng độ xúc tác có thể là do sự sử dụng hết xúc tác hoặc sự tăng tốc độ ghép ở nồng độ thấp. Sự giảm % ghép có thể do sự tăng tốc độ polyme hoá tạo polyme đồng nhất. Từ kết quả trên cho thấy tinh bột oxy hoá đạt hiệu quả ghép cao hơn tinh bột thường.
3.4.1.5. Ảnh hư ng của tỷ lệ l ng/rắn
Trong nghiên cứu này ảnh hưởng c a tỷ lệ lỏng/rắn lên hiệu suất ghép, hiệu quả ghép cũng được nghiên cứu và chỉ ra trong bảng 3.28
Bảng 3. 8. Ảnh hưởng của tỷ lệ lỏng/rắn tới hiệu suất ghép
%GY | %GE | |||
TB | T oxy hoá | TB | T oxy hoá | |
1 | 3,8 | 4,3 | 7,6 | 8,6 |
2 | 7,5 | 8,5 | 14,7 | 16,7 |
3 | 8,9 | 10,1 | 18,8 | 21,4 |
6 | 6,2 | 7,1 | 12,6 | 14,3 |
12 | 3,1 | 3,5 | 6,2 | 7,1 |
Điều kiện phản ứng: tinh bột 100g; Tỷ lệ tinh bột : monome: 65%, K2S2O8: 0,35%; nhiệt độ: 60C, mức độ trung hoà 75%.
Bảng 3.28 chứng tỏ ảnh hưởng c a tỷ lệ lỏng/rắn lên hiệu suất ghép và hiệu quả phản ứng ghép. Nó chứng tỏ rằng hiệu suất ghép và hiệu quả phản ứng ghép tăng lên khi tỷ lệ lỏng/rắn tăng lên đến và giảm đi khi tỷ lệ lỏng/rắn tiếp tục tăng do dẫn đến sự ghép cao hơn. Quá trình ghép tăng lên ở tỷ lệ cao hơn là sự đóng góp nhiều hơn c a môi trường polyme hoá. Cũng tương tự hiệu suất ghép giảm do nồng độ ban đầu trong môi trường phản ứng giảm xuống khi tỷ lệ lỏng/rắn tăng lên quá cao.
3.4.2. Biến tính bằng acrylamit
Quá trình trùng hợp ghép AM lên tinh bột sắn đã được nghiên cứu chi tiết với hệ khơi mào KPS. Chúng tôi đã khảo sát ảnh hưởng c a các yếu tố khác nhau như thời gian, nhiệt độ, nồng độ chất khơi mào, nồng độ monome, nồng độ tinh bột tới các thông số ghép là hiệu suất ghép và phần trăm chuyển hoá tổng số.
3.4.2.1. Ảnh hư ng của th i gian phản ứng
Ảnh hưởng c a thời gian phản ứng tới quá trình trùng hợp AM lên tinh bột sắn được trình bày trên hình .27.
100
Thông số ghép (%)
80
%GY
%TC
60
40
20
0
0 15 30 45 60 75
Thời gian (phút)
Điều kiện phản ứng: nhiệt độ 70C, [KPS] 0,016M, [AM] 2,4M, tỷ lệ pha lỏng/tinh bột 8ml/g
Hình 3. 7. Ảnh hưởng của thời gian phản ứng tới quá trình trùng hợp ghép
Có thể thấy rằng cả 2 thông số ghép là hiệu suất ghép và phần trăm chuyển hoá tổng số đều tăng khi kéo dài thời gian phản ứng và đạt cực đại sau khoảng 45 phút. Nếu tiếp tục kéo dài thời gian phản ứng, hiệu ứng gel sẽ cản trở quá trình khuếch tán c a monome gây cản trở quá trình ghép.
3.4.2.2. Ảnh hư ng của nhiệt độ phản ứng
Ảnh hưởng c a nhiệt độ phản ứng tới các thông số ghép được trình bày trên hình .28.
Kết quả hình .28 cho thấy hiệu suất ghép tăng khi nhiệt độ tăng đến 70C và sau đó giảm khi tiếp tục tăng nhiệt độ. Độ chuyển hoá cũng tăng nhanh đến nhiệt độ này và có xu hướng không đổi khi tiếp tục tăng nhiệt độ. Hiệu suất ghép tăng theo nhiệt độ là do tăng tính linh động c a monome và chất khơi mào, tăng tốc độ khuếch tán c a monome và chất khơi mào từ pha lỏng lên polyme mạch chính, tăng tốc độ khơi mào và phát triển mạch. Tinh bột là một polyme tự nhiên kết tinh một phần và có khả năng trương hạn chế ở nhiệt độ thấp. Tăng nhiệt độ làm tăng khả năng trương và độ tan c a tinh bột, thuận lợi cho quá trình ghép.
100
Thông số ghép (%)
80
%GY
%TC
60
![]()
40
20
0
55 60 65 70 75 80 85
Nhiệt độ (độ C)
Điều kiện phản ứng: thời gian 45 phút, [KPS] 0,016M, [AM] 2,4M, tỷ lệ pha lỏng/tinh bột 8ml/g
Hình 3. 8. Ảnh hưởng của nhiệt độ phản ứng tới quá trình trùng hợp ghép
3.4.2.3. Ảnh hư ng của nồng độ n e AM
Ảnh hưởng c a nồng độ monome AM tới các thông số ghép được trình bày trên hình .29.
100
Thông số ghép (%)
80
%GY
%TC
60
40
20
0
1.2 1.6 2 2.4 2.8 3.2 3.6
Nồng độ AM (M)
Điều kiện phản ứng: thời gian 45 phút, nhiệt độ 70C, [KPS] 0,016M, tỷ lệ pha lỏng/tinh bột 8ml/g
Hình 3. 9. Ảnh hưởng của nồng độ monome AM tới quá trình trùng hợp ghép
Một yếu tố quan trọng góp phần ảnh hưởng c a nồng độ monome tới quá trình ghép là hiệu ứng gel, xuất hiện do độ tan c a homopolyme trong bản thân monome. Hiệu ứng gel giúp làm trương tinh bột, tạo thuận lợi cho quá trình khuếch tán c a monome lên các vị trí hoạt động trên bộ khung tinh bột làm tăng quá trình ghép. Luôn có một giới hạn nồng độ, vượt qua đó quá trình ghép không thuận lợi. Nồng độ monome quá cao khiến cho độ nhớt c a môi trường phản ứng tăng, cản trở quá trình khuếch tán c a monome và chất khơi mào dẫn đến tăng tốc độ ngắt mạch. Nồng độ monome cao cũng thúc đẩy phản ứng tự trùng hợp tạo homopolyme.
3.4.2.4. Ảnh hư ng của nồng độ ch t khơi à PS
Ảnh hưởng c a nồng độ KPS tới các thông số ghép được trình bày trên hình .30.
100
Thông số ghép (%)
80
%GY
%TC
60
40
20
0
0.006 0.01 0.014 0.018 0.022 0.026
Nồng độ KPS (M)
Điều kiện phản ứng: thời gian 45 phút, nhiệt độ 70C, [AM] 2,4M, tỷ lệ pha lỏng/tinh bột 8ml/g
Hình 3.30. Ảnh hưởng của nồng độ KPS tới quá trình trùng hợp ghép
Cả 2 thông số ghép đều tăng khi tăng nồng độ KPS tới 0,016M và sau đó giảm nếu tiếp tục tăng nồng độ chất khơi mào. Điều này là do khi tăng nồng độ KPS sẽ làm tăng quá trình tạo gốc tự do khơi mào quá trình ghép. Tuy nhiên, khi nồng độ KPS quá cao, hiệu suất ghép giảm.
3.4.2.5. Ảnh hư ng của tỷ lệ pha l ng/tinh bột
Ảnh hưởng c a tỷ lệ pha lỏng/tinh bột tới các thông số ghép được trình bày trên hình . 1.