6. Chương trình Ladder mẫu:
Bài 3. Phân loại sản phẩm
1. Mô hình hoạt động:

2. Bảng khai báo thiết bị:
Địa chỉ | Tên thiết bị | Sự hoạt dộng |
Có thể bạn quan tâm!
-

 Các Bài Tập Dạng Cơ Bản: Bài 1. Đơn Vị Phục Vụ:
Các Bài Tập Dạng Cơ Bản: Bài 1. Đơn Vị Phục Vụ: -
 Hướng dẫn lập trình PLC Mitsubishi - 13
Hướng dẫn lập trình PLC Mitsubishi - 13 -
 Các Bài Tập Dạng Trung Bình Bài 1. Tín Hiệu Nút Nhấn
Các Bài Tập Dạng Trung Bình Bài 1. Tín Hiệu Nút Nhấn -
 Các Bài Tập Dạng Nâng Cao Bài 1. Vận Hành Cửa Tự Động
Các Bài Tập Dạng Nâng Cao Bài 1. Vận Hành Cửa Tự Động -
 Hướng dẫn lập trình PLC Mitsubishi - 17
Hướng dẫn lập trình PLC Mitsubishi - 17 -
 Hướng dẫn lập trình PLC Mitsubishi - 18
Hướng dẫn lập trình PLC Mitsubishi - 18
Xem toàn bộ 202 trang tài liệu này.
thiết bị | |||
Ngõ vào | X0 | Điểm bắt đầứu | ON khi Robot ở vị trí xuất phát. |
X1 | Sản phẩm trên bàn | ON khi sản phẩm đang nằm trên bàn. | |
X2 | Sự hoạt động của robot hoan tất. | ON khi sự hoạt động của robot hoan tất. | |
Ngõ ra | Y0 | Lệnh cung cấp. | Chỉ thị trên màn hình bật sáng khi Y0_ON. Lúc đó người vận hành cung cấp sản phẩm. |
Y1 | Băng tải chạy thuận. | Khi Y1_ON băng tải dy chuyển về phía trước. | |
Y2 | Lệnh gắp sản phẩm. | Robot gắp sản phẩm đến khay đựng khi Y2_ON. Một tiến trình bắt đầu. |
3. Mục đích điều khiển:
Truyền lệnh cho robot di chuyển sản phẩm đến vị trí mới
4. Những đặc tính điều khiển:
- Người vận hành cung cấp sản phẩm đến băng chuyền và bật sáng đèn chỉ thị (nguồn cung cấp cho phép). Nếu đèn chỉ thị luôn đươc bật sáng, người vận hành cung cấp sản phẩm liên tục.
- Băng tải luôn di chuyển về phía trướctrong khi PLC ở trạng thái RUN.
- Khi nút nhấn X20 trên bảng điều khiển được nhấn, lệnh cung cấp sản phẩm Y0 chuyển sang ON và đèn báo chỉ thị (nguồn cung cấp cho phép) bật sáng, Người vận hành cung cấp sản phẩm. Sau khi thả nút nhấn X20, đèn báo chỉ thị tắt. Tuy nhiên lệnh cung cấp sản phẩm Y0 sẽ không chuyển sang ON_đèn báo chỉ thị (nguồn cung cấp cho phép) không bật sáng nếu vẫn còn 1 sản phẩm trên bàn.
- Khi cảm biến sản phẩm trên bàn X1 trong robot chuyển sang ON, lệnh gắp sản phẩm Y2 được bật lên ON. Khi cảm biến sự hoạt động robot hoàn tất X2 chuyển sang ON (khi sản phẩm đã đượ dặt trên khay), lệnh gắp sản phẩm Y2 được chuyển về OFF. Lệnh gắp sản phẩm Y2 được bật lên ON chỉ nkhi nào robot ở vị trí bắt đầu.
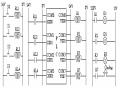
5. Sơ đồ nguyên lý:
6. Chương trình Ladder mẫu:
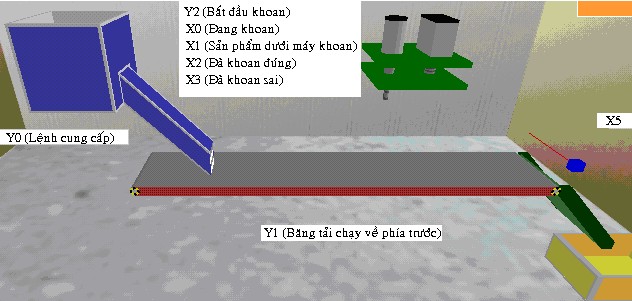
Bài 4. Điều khiển máy khoan
1. Mô hình hoạt động:
2. Bảng khai báo thiết bị:
Địa chỉ thiết bị | Tên thiết bị | Sự hoạt dộng | |
Ngõ vào | X0 | Ñang khoan | ON trong khi đang khoan. |
X1 | Sản phẩm dưới máy khoan | ON Khi sản phẩm dưới máy khoan. | |
X2 | Đã khoan đúng. | ON Khi sản phẩm được khoan đúng. Khi việc khoan bắt đầu thì kết quả trước đó sẽ bị xoá. | |
X3 | Đã khoan sai. | ON Khi sản phẩm không được khoan đúng. Khi việc khoan bắt đầu thì kết quả trước đó sẽ bị xoá. | |
X5 | Cảm biến. | ON khi phát hiện có sản phẩm ở cuối băng chuyền phải. | |
Ngõ ra | Y0 | Lệnh cung cấp. | Khi Y0_ON, một sản phẩm được cung cấp. Một tiến trình bắt đầu: khối kim loại lớn. |
Y1 | Băng tải chạy về phía trước. | Khi Y1_ON, băng tải dy chuyển về phía trước. | |
Y2 | Bắt đầu khoan. | Khi Y1_ON, bắt đầu khoan (Một tiến trình không thể bị dừng giữa chừng). |
3. Mục đích điều khiển:
Điều khiển máy khoan và các thiết bị khác
4. Những đặc tính điều khiển:
- Khi nút nhấn X20 trên bảng điều khiển được nhấn, lệnh cung cấp Y0 cho phễu chuyển sang ON. Khi thả nút nhấn X20, lệnh cung cấp Y0 chuyển sang OFF. Khi lệnh cung cấp Y0 được chuyển sang ON, phễu cung cấp sản phẩm.
- Khi công tắc X24 trên bảng điều khiển đươcï chuyển lên ON, băng tải di chuyển về phía trước. Khi X24 trên bảng điều khiển đươcï chuyển sang OFF, băng tải ngừng.
* Điều khiển các quả cam :
- Khi cảm biến có sản phẩm dưới máy khoan X1 đặt trong máy khoan chuyển sang ON, băng tải ngừng.
- Khi bắt đầu khoan Y2 được chuyển sang ON, bắt đầu khoan. Khi cảm biến đang khoan X0 bật On thì Y2 được chuyển sang OFF.
- Khi bắt đầu khoan Y2 được chuyển sang ON, cảm biến đã khoan đúng X2 lẫn đã khoan sai X3 đều được bật lên ON sau khi máy khoan đã vận hành một chu kỳ hoàn tất (Máy khoan không thể bị dừng giữa lúc vận hành).
- Sau khi cảm biến đã khoan đúng X2 lẫn đã khoan sai X3 đươc xác định, sản phẩm sẽ được mang đi và đặt trên khay ở bên phải. Khi tên các sản phẩm bị khoan nhiều lỗ, cảm biến đã khoan sai X3 được bật lên ON. Trong bài tập này không có cách điều khiển đặc biệt cho sản phẩm bị lỗi.
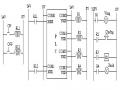
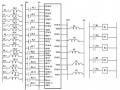
5. Sơ đồ nguyên lý:
6. Chương trình Ladder mẫu: