Sơ đồ kết nối giữa driver và PLC:
SERVO MOTOR DRIVER MR-J3-10A
XBM-DN32S
P24
P24 N24 P0025 P0026
Cable: C50MO-20S
N24
N24
P0006
N24
P24
T/B
Tên
PP
10
P0020
Xung
PG
11
NP
35
P0022
Hướng
NG
36
P0004
Gốc
LZ
8
P0005
HOME
LZR
9
OPC
12
EMG
42
SON
15
RES
19
PC
17
TL
18
LSP
43
LSN
44
DOCOM
47
OP
33
DICOM
21
RD
49
ALM
48
ZSP
23
TLC
25
INP
24
DOCOM
46
DICOM
20
Sơ đồ IN/OUT của PLC XBM-DN32S:
XBM-DN32S TG7-1H20S
TB | |
P0000 | B10 |
P0001 | B9 |
P0002 | B8 |
P0003 | B7 |
P0004 | B6 |
P0005 | B5 |
P0006 | B4 |
P0007 | B3 |
P0008 | A10 |
P0009 | A9 |
P000A | A8 |
P000B | A7 |
P000C | A6 |
P000D | A5 |
P000E | A4 |
P000F | A3 |
COM | B1/B2 |
COM | A1/A2 |
Có thể bạn quan tâm!
-

 Ứng dụng thực tiễn PLC máy bôi kem thiếc - 1
Ứng dụng thực tiễn PLC máy bôi kem thiếc - 1 -
 Ứng dụng thực tiễn PLC máy bôi kem thiếc - 2
Ứng dụng thực tiễn PLC máy bôi kem thiếc - 2 -
 Ứng dụng thực tiễn PLC máy bôi kem thiếc - 4
Ứng dụng thực tiễn PLC máy bôi kem thiếc - 4 -
 Ứng dụng thực tiễn PLC máy bôi kem thiếc - 5
Ứng dụng thực tiễn PLC máy bôi kem thiếc - 5 -
 Ứng dụng thực tiễn PLC máy bôi kem thiếc - 6
Ứng dụng thực tiễn PLC máy bôi kem thiếc - 6
Xem toàn bộ 78 trang tài liệu này.
Sensor gốc 8-LZ
Gốc P0 P1
N24
P24 P24
XBM-DN32S TG7-1H20S
TB | |
P0020 | B10 |
P0021 | B9 |
P0022 | B8 |
P0023 | B7 |
P0024 | B6 |
P0025 | B5 |
P0026 | B4 |
P0027 | B3 |
P0028 | A10 |
P0029 | A9 |
P002A | A8 |
P002B | A7 |
P002C | A6 |
P002D | A5 |
P002E | A4 |
P002F | A3 |
COM | B1/B2 |
COM | A1/A2 |
Xung-10 Hướng-35
SON-15 RES-19
P24 N24
4.4 Lập trình PLC
Do bài ví dụ đơn giản nên không lập bảng I/0 mà tiến hành lập trình PLC như sau:
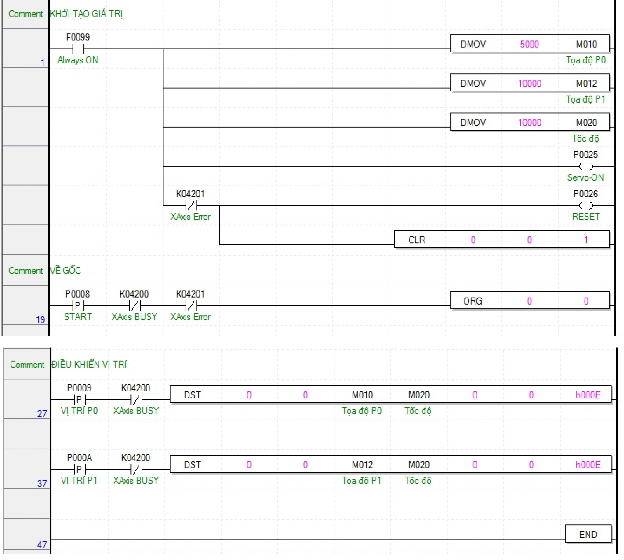
Cài đặt tham số điều khiển vị trí:
Cài đặt tham số trong driver MR-J3-10A:
0000 | PA11 | 100.0 | |
PA2 | 0000 | PA12 | 100.0 |
PA3 | 0000 | PA13 | 0010 |
PA4 | 0000 | PA14 | 0 |
PA5 | 3000 | PA15 | _4000 |
PA6 | _1 | PA16 | 0000 |
PA7 | _1 | PA17 | 0000 |
PA8 | 0003 | PA18 | 0000 |
PA9 | 12 | PA19 | 000B |
PA10 | 100 |
Đến đây có thể download PLC và chạy chương trình.
Chương 3. Dự án lập trình máy bôi kem thiếc tự động
1. Yêu cầu công nghệ
1.1 Yêu cầu công nghệ
Cho sản phẩm có kích thước sau:
20mm
25mm
Sản phẩm được đặt trên khay liệu có kích thước sau:
0 10 20 55 90 125 170 180
0
20
30
40
60
Khay liệu có 2 chốt định vị Ø4, trên khay đặt 4 sản phẩm, mỗi sản phẩm có 2 vị trí hàn như trên hình. Trước khi hàn cần bôi một lớp kem để mối hàn đạt chất lượng tốt. Yêu cầu thiết kế máy để tự động hóa quá trình bôi kem thiếc.
1.2. Phần cơ khí của máy
Máy có kết cấu cơ khí như sau:
Khối clean
Máy có thể được chia thành các phần như: trục X, trục Z, Khối clean, Bàn máy.
Khối clean: là 1 xilanh đầu gắn bình cồn, có tác dụng làm cho đầu kim bôi kem thiếc không bị khô khi nghỉ quá thời gian quy định.
Trục Z
Trụ
Bàn máy
c X
Trục X:
Băng tải
Stoper 2 Stoper 1
Locate Rãnh vít
Khay liệu vào

Băng tải: Có tác dụng đưa khay liệu vào locate. Băng tải được truyền động bằng 1 động cơ có thể điều chỉnh tốc độ.
Stoper 1: Là 1 xilanh, khi đang tiến hành bôi kem thiếc cho khay liệu trong locate thì Stoper 1 chặn không cho khay liệu từ bên ngoài tiến vào.
Stoper 2: Là 1 xilanh, khi băng tải đưa khay liệu vào locate thì Stoper 2 chặn lại để locate định vị khay liệu.
Locate: là một khối nằm trên rãnh vít, có 1 xilanh để định vị chính xác khay liệu.