- Dự trữ đầu kỳ;
- Số liệu dự báo;
- Đơn đặt hàng của khách hàng.
Kết quả của quá trình lập lịch trình sản xuất là những số liệu cụ thể về thời gian, khối lượng đưa vào sản xuất và dự trữ sẵn sàng bán. Để có được kết quả đó, trong quá trình lập lịch trình sản xuất, cần lần lượt tính các yếu tố chủ yếu sau:
- Dự trữ kế hoạch trong tuần;
- Khối lượng và thời điểm sẽ sản xuất;
- Dự trữ sẵn sàng bán
Quá trình lập lịch trình sản xuất bắt đầu từ việc tính lượng dự trữ kế hoạch trong từng tuần theo công thức sau:
Dự trữ kế hoạch = {Dđk - max (Đh, Db)}
Trong đó:
Dđk : Dự trữ đầu kỳ;
Đh : Khối lượng theo đơn đặt hàng; Db : Khối lượng theo dự báo.
Lượng dự trữ kế hoạch được dùng làm cơ sở để xác định thời điểm đưa vào sản xuất. Về nguyên tắc, cứ khi lượng dự trữ không đáp ứng được số lượng nhu cầu sản phẩm dự báo hoặc số lượng sản phẩm theo đơn đặt hàng thì đưa vào sản xuất để có lượng dự trữ thay thế thỏa mãn nhu cầu trong bất kỳ tuần nào. Quá trình này tiếp diễn cho đến hết thời kỳ điều độ và xác định được thời điểm cần sản xuất.
Lượng dự trữ sẵn sàng bán giúp cho bộ phận tiêu thụ của doanh nghiệp tin tưởng chắc chắn rằng doanh nghiệp có khả năng đáp ứng được nhu cầu các đơn hàng của khách hàng. Theo phương pháp “nhìn về phía trước”, lượng dự trữ sẵn sàng bán chỉ tính cho tuần đầu tiên khi lập lịch trình và tại các tuần bắt đầu đưa vào sản xuất.
Tại tuần đầu tiên, lượng dự trữ sẵn sàng bán được tính bằng hiệu số giữa dự trữ đầu kỳ và tổng khối lượng theo các đơn đặt hàng từ tuần đó đến tuần sản xuất.
Đối với tuần đưa vào sản xuất, lượng dự trữ sẵn sàng bán được tính bằng hiệu số giữa số lượng đưa vào sản xuất trong tuần và tổng khối lượng giữa các đơn đặt hàng từ tuần đó đến tuần tiếp theo.
Sau khi tính toán theo quy trình trên, ta lập được lịch trình sản xuất, trong đó nêu rò khi nào sản xuất, mỗi loạt sản xuất bao nhiêu và lượng dự trữ sẵn sàng bán như trong biểu sau:
Bảng 6.1: Lịch trình sản xuất
Tháng 1 | Tháng 2 | |||||||
Tuần 1 | Tuần 2 | Tuần 3 | Tuần 4 | Tuần 5 | Tuần 6 | Tuần 7 | Tuần 8 | |
Dự trữ đầu kỳ | ||||||||
Dự báo | ||||||||
Đơn hàng | ||||||||
Dự trữ kế hoạch | ||||||||
Khối lượng và thời điểm sản xuất | ||||||||
Dự trữ sẵn sàng bán |
Có thể bạn quan tâm!
-

 Thực Chất Và Nhiệm Vụ Của Hoạch Định Tổng Hợp
Thực Chất Và Nhiệm Vụ Của Hoạch Định Tổng Hợp -
 Mức Dự Trữ Qua Các Tháng Theo Chiến Lược Duy Trì Kế Hoạch Sản Xuất Cố Định Trong 6 Tháng
Mức Dự Trữ Qua Các Tháng Theo Chiến Lược Duy Trì Kế Hoạch Sản Xuất Cố Định Trong 6 Tháng -
 Thực Chất Của Điều Độ Sản Xuất Trong Doanh Nghiệp
Thực Chất Của Điều Độ Sản Xuất Trong Doanh Nghiệp -
 Sắp Xếp Thứ Tự Công Việc Theo Phương Pháp Johnson Mở Rộng
Sắp Xếp Thứ Tự Công Việc Theo Phương Pháp Johnson Mở Rộng -
 Thực Chất Và Yêu Cầu Của Hoạch Định Nhu Cầu Nguyên Vật Liệu (Mrp)
Thực Chất Và Yêu Cầu Của Hoạch Định Nhu Cầu Nguyên Vật Liệu (Mrp) -
 Những Yêu Cầu Trong Ứng Dụng Hoạch Định Nhu Cầu Nguyên Vật Liệu
Những Yêu Cầu Trong Ứng Dụng Hoạch Định Nhu Cầu Nguyên Vật Liệu
Xem toàn bộ 215 trang tài liệu này.
Ví dụ: Doanh nghiệp X sản xuất sản phẩm A có số lượng dự báo nhu cầu tháng 1 là 120 sản phẩm, tháng 2 là 160 sản phẩm. Số lượng sản phẩm dự báo này được phân đều cho các tuần trong tháng. Doanh nghiệp còn nhận được các đơn đặt hàng ở các tuần thứ nhất là 33 sản phẩm, tuần thứ 2 là 20 sản phẩm, tuần 3 là 30 sản phẩm, tuần 4 là 4 sản phẩm và tuần thứ 5 là 2 sản phẩm. Mỗi loạt sản xuất của doanh nghiệp là 70 sản phẩm. Hãy lập lịch trình sản xuất trong hai tháng 1 và 2.
Với những thông tin trên, ta có các chỉ tiêu đầu vào trong lịch trình sản xuất như sau:
Bảng 6.2: Các chỉ tiêu đầu vào trong lịch trình sản xuất của doanh nghiệp X
Đơn vị: sản phẩm
Tháng 1 | Tháng 2 | |||||||
Tuần 1 | Tuần 2 | Tuần 3 | Tuần 4 | Tuần 5 | Tuần 6 | Tuần 7 | Tuần 8 | |
Dự trữ đầu kỳ: 64 | ||||||||
Dự báo | 30 | 30 | 30 | 30 | 40 | 40 | 40 | 40 |
Đơn hàng | 33 | 20 | 10 | 4 | 2 |
Dựa vào công thức và các nguyên tắc đã nêu, ta lần lượt xác định được các chỉ tiêu dự trữ kế hoạch, thời điểm sản xuất và dự trữ sẵn sàng bán như sau:
Bảng 6.3: Lịch trình sản xuất cho doanh nghiệp X
Đơn vị: sản phẩm
Tháng 1 | Tháng 2 | |||||||
Tuần 1 | Tuần 2 | Tuần 3 | Tuần 4 | Tuần 5 | Tuần 6 | Tuần 7 | Tuần 8 | |
Dự trữ đầu kỳ | ||||||||
Dự báo | 30 | 30 | 30 | 30 | 40 | 40 | 40 | 40 |
Đơn hàng | 33 | 20 | 10 | 4 | 2 | |||
Dự trữ kế hoạch | 31 | 1 | 41 | 11 | 41 | 1 | 31 | 61 |
Khối lượng và thời điểm sản xuất | 70 | 70 | 70 | 70 | ||||
Dự trữ sẵn sàng bán | 11 | 56 | 68 | 70 | 70 |
6.2. Phân giao công việc trên một máy trong hệ thống sản xuất bố trí theo quá trình
6.2.1. Các nguyên tắc ưu tiên trong phân giao công việc trên một máy
Trong thực tế ở một nơi làm việc hoặc một máy móc thiết bị hoặc một tổ sản xuất có thể được giao thực hiện nhiều công việc khác nhau. Việc sắp xếp công việc nào trước, công việc nào sau có ảnh hưởng rất lớn đến khả năng hoàn thành đúng hạn và tận dụng các nguồn lực của doanh nghiệp. Vì vậy, tìm ra một phương án bố trí tốt nhất là rất cần thiết. Tuy nhiên, có rất nhiều phương án sắp xếp khác nhau. Nếu có n công việc thì số phương án sắp xếp là n !; n càng lớn thì số phương án càng nhiều, do đó rất khó có khả năng xác định tất cả mọi phương án sắp xếp thứ tự công việc. Hơn nữa, mỗi phương án lại có những chỉ tiêu trội khác nhau và không có một phương án nào mà tất cả các chỉ tiêu đều tốt hơn các phương án khác. Để tiết kiệm thời gian trong quá trình ra quyết định người ta đưa ra các nguyên tắc ưu tiên. Những nguyên tắc ưu tiên này cho những kết quả khả quan và được thực tế chấp nhận, sử dụng khá phổ biến. Trong trường hợp cụ thể, doanh nghiệp sẽ quyết định lựa chọn áp dụng một nguyên tắc ưu tiên thích hợp. Thông thường, doanh nghiệp tiến hành sắp xếp theo các nguyên tắc ưu tiên và so sánh giữa các phương án đó để lưạ chọn phương án hợp lý, có nhiều chỉ tiêu trội hơn.
Một số nguyên tắc ưu tiên thường dùng gồm :
- Đến trước làm trước (FCFS – First Come First Served);
- Bố trí theo thời hạn hoàn thành sớm nhất (EDD - Earliest Due Date);
- Công việc có thời gian thực hiện ngắn nhất làm trước (SPT – Shortest Processing Time);
- Công việc có thời gian thực hiện dài nhất làm trước (LPT – Longest Processing Time).
Để áp dụng nguyên tắc ưu tiên, cần xác định trước độ dài thời gian cần thiết để hoàn thành và thời hạn phải hoàn thành của từng công việc. Việc so sánh đánh giá các phương án sắp xếp theo các nguyên tắc ưu tiên được thực hiện dựa trên cơ sở xác định các chỉ tiêu chủ yếu sau:
- Dòng thời gian: Khoảng thời gian từ khi công việc đưa vào phân xưởng đến khi hoàn thành;
- Dòng thời gian lớn nhất: Tổng thời gian cần thiết để hoàn thành tất cả các công việc;
- Dòng thời gian trung bình: Trung bình các dòng thời gian của mỗi công việc;
- Mức độ chậm trễ lớn nhất;
- Độ chậm trễ bình quân của các công việc.
Người ta có thể so sánh kết quả giữa các nguyên lý ưu tiên trên để chọn phương án quyếtđịnh phân giao thứ tự các công việc phù hợp với những mục tiêu đã đặt ra.
Ví dụ: Một doanh nghiệp nhận được 5 hợp đồng cung cấp sản phẩm có thời gian thực hiện, thời gian hoàn thành và thứ tự nhận được cho trong bảng. Yêu cầu phân giao công việc theo các nguyên tắc đã nêu trên và lựa chọn phương án bố trí hợp lý.
Đơn vị: ngày
Thời gian sản xuất | Thời gian hoàn thành | |
A | 6 | 8 |
B | 2 | 6 |
C | 8 | 18 |
D | 3 | 15 |
E | 9 | 23 |
Phương án 1: Phân giao công việc theo nguyên tắc đến trước làm trước (FCFS)
Bảng 6.4: Phân giao công việc theo nguyên tắc đến trước làm trước (FCFS)
Đơn vị: ngày
Thời gian sản xuất | Thời hạn hoàn thành | Dòng thời gian | Thời gian chậm trễ | |
A | 6 | 8 | 6 | 0 |
B | 2 | 6 | 8 | 2 |
C | 8 | 18 | 16 | 0 |
D | 3 | 15 | 19 | 4 |
E | 9 | 23 | 28 | 5 |
Cộng | 28 | 70 | 77 |
Theo phương án này: Số công việc chậm: 3
77
Dòng thời gian trung bình =
5
= 15,4 ngày
77
Số công việc trung bình nằm trong doanh nghiệp =
28
11
= 2,75 ngày
Số ngày chậm trễ trung bình =
5
= 2,2 ngày
Phương án 2: Bố trí theo thời hạn hoàn thành sớm nhất (EDD)
Bảng 6.5: Bố trí công việc theo thời hạn hoàn thành sớm nhất (EDD)
Đơn vị: ngày
Thời gian sản xuất | Thời hạn hoàn thành | Dòng thời gian | Thời gian chậm trễ | |
B | 2 | 6 | 2 | 0 |
A | 6 | 8 | 8 | 0 |
D | 3 | 15 | 11 | 0 |
C | 8 | 18 | 19 | 1 |
E | 9 | 23 | 28 | 5 |
Cộng | 28 | 68 |
Theo phương án này: Số công việc chậm: 2
68
Dòng thời gian trung bình =
5
= 13,6 ngày
68
Số công việc trung bình nằm trong doanh nghiệp =
28
6
= 2,42 ngày
Số ngày chậm trễ trung bình =
5
= 1,2 ngày
Phương án 3: Công việc có thời gian thực hiện ngắn nhất làm trước (SPT)
Bảng 6.6: Phân giao công việc theo nguyên tắc công việc có thời gian thực hiện ngắn nhất làm trước (SPT)
Đơn vị: ngày
Thời gian sản xuất | Thời hạn hoàn thành | Dòng thời gian | Thời gian chậm trễ | |
B | 2 | 6 | 2 | 0 |
D | 3 | 15 | 5 | 0 |
A | 6 | 8 | 11 | 3 |
C | 8 | 18 | 19 | 1 |
E | 9 | 23 | 28 | 5 |
Cộng | 28 | 65 | 9 |
Theo phương án này:
Số công việc chậm: 2
65
Dòng thời gian trung bình =
5
= 13 ngày
65
Số công việc trung bình nằm trong doanh nghiệp =
28
9
= 2,3 ngày
Số ngày chậm trễ trung bình =
5
= 1,8 ngày
Phương án 4: Công việc có thời gian thực hiện dài nhất làm trước (LPT)
Bảng 6.7: Phân giao công việc theo nguyên tắc công việc có thời gian thực hiện dài nhất làm trước (LPT)
Đơn vị: ngày
Thời gian sản xuất | Thời hạn hoàn thành | Dòng thời gian | Thời gian chậm trễ | |
E | 9 | 23 | 9 | 0 |
C | 8 | 18 | 17 | 0 |
A | 6 | 8 | 23 | 15 |
D | 3 | 15 | 26 | 11 |
B | 2 | 6 | 28 | 22 |
Cộng | 28 | 103 | 48 |
Theo phương án này: Số công việc chậm: 3
Dòng thời gian trung bình =
103
5
= 20,6 ngày
103
Số công việc trung bình nằm trong doanh nghiệp =
28
48
= 3,68 ngày
Số ngày chậm trễ trung bình =
5
= 9,6 ngày
Căn cứ vào kết quả tính toán trên cho thấy phương án 3 sắp xếp công việc theo nguyên tắc công việc có thời gian thực hiện ngắn nhất làm trước (SPT) có lợi nhất.
6.2.2. Nguyên tắc dùng chỉ số tới hạn
Để kiểm tra việc bố trí công việc có hợp lý không, người ta dùng chỉ số tới hạn. Chỉ số này phản ánh tình hình thực hiện công việc và khả năng hoàn thành theo thời gian. Chỉ số có tính động, được cập nhật hàng ngày, cho phép bố trí lại thứ tự công việc cần ưu tiên trong quá trình thực hiện nhằm hoàn thành tốt nhất các công việc theo thời gian.
Ti
CR = (6.1)
Trong đó:
i Ni
CRi : Chỉ số tới hạn công việc i;
Ti : Thời gian còn lại đối với công việc i;
Ni: Thời gian cần thiết để hoàn thành phần còn lại của công việc i. Nếu CRi>1: Công việc i được hoàn thành trước thời hạn;
Nếu CRi =1: Công việc i được hoàn thành đúng thời hạn;
Nếu CRi<1: Công việc i không được hoàn thành đúng thời hạn.
Ví dụ: Hôm nay là ngày 23, trên bảng điều độ của công ty X có 3 công việc được sắp xếp theo thứ tự sau:
Thời hạn hoàn thành | Số ngày cần thiết cho phần công việc chưa xong | |
A | 29 | 4 |
B | 30 | 14 |
C | 26 | 3 |
CRA=
6
= 1,5
4
CRB =
7
= 0,5
14
3
CRC = = 1
3
Như vậy, công việc A nhanh quá, trong khi đó công việc B có nguy cơ bị chậm và công việc C hoàn thành đúng thời hạn. Trong trường hợp này, để đảm bảo hoàn thành tốt hơn các công việc trên về mặt thời gian, cần đổi thứ tự ưu tiên tập trung vào công việc B còn công việc A giảm bớt mức độ ưu tiên.
6.3. Phương pháp phân giao công việc trên nhiều đối tượng
6.2.1. Phương pháp Johnson bố trí thứ tự thực hiện công việc trên hai máy
Khi có n công việc được thực hiện trên hai máy, trong đó mỗi công việc đều phải thực hiện trên máy 1 trước rồi mới chuyển sang máy 2 thì việc bố trí thứ tự thực hiện các công việc có ý nghĩa rất lớn đối với việc giảm thời gian ngừng máy trong quá trình sử dụng. Phân giao hợp lý sẽ giảm thời gian chống, chờ đợi giữa các máy trong quá trình thực hiện các công việc. Cũng giống như trong trường hợp phân giao công việc trên một máy, trường hợp này có rất nhiều cách sắp xếp khác nhau.
Mục tiêu của bố trí thứ tự thực hiện công việc trên hai máy là phải làm sao cho tổng thời gian thực hiện các công việc đó là nhỏ nhất. Để xác định được phương án tối ưu người ta dùng phương pháp Johnson. Phương pháp này được tiến hành qua các bước sau:
Bước 1: Liệt kê thời gian cần thiết thực hiện từng công việc trên từng máy; Bước 2: Tìm công việc có thời gian thực hiện nhỏ nhất;
Bước 3: Sắp xếp công việc: Nếu công việc vừa tìm được nằm trên máy 1 thì sắp xếp trước, nếu công việc này nằm trên máy 2 thì được sắp xếp cuối cùng. Khi một công việc đã được sắp xếp rồi thì ta loại trừ nó đi, chỉ xét những công việc còn lại.
Bước 4: Lặp lại bước 2 và 3 cho đến khi tất cả các công việc được sấp xếp hết.
Ví dụ: Có ba công việc được thực hiện trên hai máy. Công việc nào cũng phải làm trên máy 1 trước rồi mới chuyển sang máy 2. Thời gian thực hiện từng công việc được cho như sau:
Đơn vị: giờ
Thời gian thực hiện trên máy 1 | Thời gian thực hiện trên máy 2 | |
A | 4 | 2 |
B | 7 | 8 |
C | 6 | 5 |
Yêu cầu: Hãy sắp xếp thứ tự các công việc sao cho thời gian hoàn thành tất cả các công việc trên 2 máy là ngắn nhất.
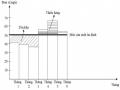
Theo phương pháp Johnson ta sắp xếp như sau:
13 17
C (6) | A (4) | |||
B (8) | C (5) | A (2) | ||
0 7 15 20 22
Hình 6.1: Sắp xếp thứ tự công việc theo phương pháp Johnson
Đây là phương án có tổng thời gian hoàn thành tất cả các công việc trên 2 máy là ngắn nhất: 22 giờ. Phương pháp sắp xếp này giảm thiểu được thời gian chờ đợi giữa các máy.
Trong trường hợp các công việc được thực hiện trên 3 máy thì có thể áp dụng phương pháp Johnson mở rộng nếu có đủ 2 điều kiện sau:
-Thời gian ngắn nhất trên máy 1 phải ≥ thời gian dài nhất trên máy 2.
- Thời gian ngắn nhất trên máy 3 phải ≥ thời gian dài nhất trên máy 2. Ví dụ:
Thời gian sản xuất (giờ) | |||
Máy 1 (t1) | Máy 2 (t2) | Máy 3 (t3) | |
A | 13 | 5 | 9 |
B | 5 | 3 | 7 |
C | 6 | 4 | 5 |
D | 7 | 2 | 6 |
Ta lập bảng: