nhà máy Công cụ số 1, Cơ khí Hà Nội, Cơ khí Cẩm phả,có nhiều trung tâm đào tạo nghiên cứu ra đời.Theo số liệu thống kê, số lượng cơ sở cơ khí trong cả nước có khoảng 53000 đơn vị thu hút số lượng công nhân trực tiếp tham gia sản xuất khoảng 500000 người,chiếm khoảng 12% lao động công nghiệp của cả nước,góp phần đáng kể vào việc đẩy mạnh công nghiệp hóa,hiện đại hóa đất nước.
Máy phay là một trong những thiết bị chủ đạo của ngành chế tạo máy do đó đã dươc tập trung nghiên cứu,thiết kế chế tạo ngay từ thập kỷ 70 của thế kỷ XX.Một số máy phay vạn năng đã được chế tạo như P623, P613... Tuy nhiên, do nhiều nguyên nhân khác nhau như chất lượng không cao, độ bền kém cho nên chúng chưa được sử dụng rộng rãi trong sản xuất. Để đáp ứng nhu cầu của sản xuất, ngay từ thập kỷ 70 chúng ta đã nhập khẩu nhiều máy phay khác nhau từ các nước xã hội chủ nghĩa trước đây dưới dạng viện trợ không hoàn lại.
Hiện nay, để đáp ứng yêu cầu cao về chất lượng sản phẩm cơ khí chúng ta phải nhập khẩu nhiều máy công cụ hiện đại với mức độ tự động hóa cao từ nhiều nước khác nhau. Các loại máy phay thông dụng được nhập từ Đài Loan, Hàn Quốc,các loại máy phay CNC và công nghệ CAD-CAM-CNC chủ yếu được nhập khẩu từ Cộng hòa liên bang Đức,Nhật bản. Máy phay của một số hãng đã được người tiêu dùng Việt nam tin dùng như: HãngFull Mark, Shanxi,Yuan hang(Đài loan);hãngNam sun,Samsung (Hàn quốc);hãngEnshu, Moriseki (Nhật bản); hãng Hermle, Apple Gmh (Cộng hòa liên bang Đức).
Năm 2004, lần đầu tiên ở Việt nam, công ty Cơ điện tử bách khoa đã chế tạo thành công máy phay CNC với mã hiệu VMC65 (hình 1.12) có các thông số kỹ thuật chính:Hành trình bàn theo trục X 650mm, theo trục Y 400mm, theo trục Z 480 mm;tốc độ trục chính 10000v/p; công suất động cơ 7,5kw;bộ điều khiển Mitsu M64.

Hình 1.12. Máy phay VMC 65
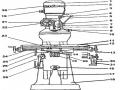
Công ty chế tạo máy Golsun đã chế tạo máy phay CNC với các mã hiệu:GSVM-6540,GSVM-6540A,GSVM-8050 (hình 1.13) có các thông số kỹ thuật cơ bản như hành trình bàn máy theo trục X 800mm,theo trục Y500mm, theo trụcZ 550 mm; công suất động cơ 11kW; tốc độ trục chính 8000 v/phút; hệ điều hành Fanuc.
Có thể bạn quan tâm!
-
 Nghiên cứu ảnh hưởng của một số yếu tố đến chi phí năng lượng riêng và độ nhám bề mặt khi phay mặt phẳng bằng dao phay mặt đầu trên máy phay TUM 20VS - 1
Nghiên cứu ảnh hưởng của một số yếu tố đến chi phí năng lượng riêng và độ nhám bề mặt khi phay mặt phẳng bằng dao phay mặt đầu trên máy phay TUM 20VS - 1 -
 Nghiên cứu ảnh hưởng của một số yếu tố đến chi phí năng lượng riêng và độ nhám bề mặt khi phay mặt phẳng bằng dao phay mặt đầu trên máy phay TUM 20VS - 2
Nghiên cứu ảnh hưởng của một số yếu tố đến chi phí năng lượng riêng và độ nhám bề mặt khi phay mặt phẳng bằng dao phay mặt đầu trên máy phay TUM 20VS - 2 -
 Tình Hình Sử Dụng Và Nghiên Cứu Máy Phay Kim Loại Ở Trong Nước
Tình Hình Sử Dụng Và Nghiên Cứu Máy Phay Kim Loại Ở Trong Nước -
 Nội Dung Của Phương Pháp Qui Hoạch Thực Nghiệm
Nội Dung Của Phương Pháp Qui Hoạch Thực Nghiệm -
 Ma Trận Thí Nghiệm Kế Hoạch Trung Tâm Hợp Thành Với Hai Yếu Tố Ảnh Hưởng
Ma Trận Thí Nghiệm Kế Hoạch Trung Tâm Hợp Thành Với Hai Yếu Tố Ảnh Hưởng -
 Cấu Tạo, Nguyên Lý Hoạt Động Máy Phay Vạn Năng Tum20Vs
Cấu Tạo, Nguyên Lý Hoạt Động Máy Phay Vạn Năng Tum20Vs
Xem toàn bộ 91 trang tài liệu này.
Trong lĩnh vực nghiên cứu về máy công cụ chúng ta đã có một số thành tựu về nghiên cứu cơ bản và ứng dụng.
Những nghiên cứu về tác động tương hỗ giữa công cụ và đối tượng gia công đã được thể hiện ở công trình của các tác giả:Bành Tiến Long, Trần Thế Lục, Tràn Sĩ Túy về "Nguyên lý gia công vật liệu".Các tác giả đã đưa ra những cơ sở lý luận khoa học về gia công kim loại bằng cắt gọt,các phương pháp gia công mới...

Hình 1.13. Máy phay GSVM-8050
Nghiên cứu về máy phay và quá trình phay kim loại được tiến hành ở một số trung tâm nghiên cứu lớn như Viện Cơ khí trường Đại học Bách khoa, Trường Đại học Kỹ thuật Công nghiệp Thái Nguyên,Trường Đại học lâm nghiệp... Các nghiên cứu chủ yếu tập trung vào việc xác định chế độ làm việc tối ưu cho máy phay ở các điều kiện làm việc khác nhau được thể hiện ở một số công trình sau:
Trong công trình nghiên cứu [6], tác giả Phạm Văn Khiêm đã nghiên cứu ảnh hưởng của một số yếu tố chế độ cắt đến độ nhám bề mặt gia công và sai số gia công khi phay các chi tiết máy từ vật liệu thép C45 trên máy phay FA3AU.Đã xây dựng được mối quan hệ giữa các thông số chế độ cắt(vận tốc cắt, lượng chạy dao, chiều sâu phay) đến độ nhám bề mặt và độ chính xác kích thước gia công tạo chi tiết máy dạng thanh trên máy phay FA3AU.Đã xác định được chế độ cắt hợp lý khi phay chi tiết máy trên máy phay FA3AU đảm bảo yêu cầu chất lượng bề mặt và độ chính xác kích thước gia công cao với sai số gia công 0,194 mm, độ nhám bề mặt gia công Ra=1,415 µm.
Trong công trình nghiên cứu [7], tác giả Đỗ Thị Làn đã nghiên cứu nâng cao độ chính xác biên dạng bề mặt trụ khi phay trên trung tâm gia công VMC-85S; Đã nghiên cứu các yếu tố ảnh hưởng đến độ chính xác của máy; đề xuất các biện pháp công nghệ nhằm nâng cao độ chính xác biên dạng bề mặt trụ khi phay trên trung tâm gia công đứng VMC-85S; Sử dụng công nghệ CAD/CAM, CNC trong thiết kế gia công cơ khí chính xác.
Trong công trình nghiên cứu [9], tác giả Đặng Nguyệt Minh đã nghiên cứu lựa chọn chế độ cắt tối ưu khi phay mặt phẳng bằng dao phay mặt đầu với gang cầu có bôi trơn tối thiểu. Trên cơ sở nghiên cứu lý thuyết cơ sở liên quan đến phay cũng bằng dao phay mặt đầu các bít như lực cắt, nhiệt cắt, mòn dao và lý thuyết về bôi trơn làm nguội tối thiểu khi phay bằng dao phay mặt đầu như tác dụng của dung dịch bôi trơn nguội với các mức áp suất khác nhau trong công nghệ bôi trơn tối thiểu... đã xây dựng được mối quan hệ giữa độ mòn dao, độ nhám bề mặt và tuổi thọ của dao với thời gian cắt khi thay đổi áp suất trong gia công có bôi trơn tối thiểu...
Trong công trình [10], tác giả Ngô Đức Hạnh đã nghiên cứu đặc tính rung động tự kích thích và ảnh hưởng của bước tiến dao đến sự tăng trưởng của nó trong quá trình cắt kim loại với sự trợ giúp của máy tính. Tác giả đã xác định được đại lượng đặc trưng của rung động tự kích thích và nghiên cứu ảnh hưởng của bước tiến dao đến rung động tự kích thích. Kết quả nghiên cứu của đề tài góp phần bổ sung cho lý luận về rung động trong kỹ thuật nói chung và lý luận về dao động trong quá trình cắt kim loại nói riêng, làm cơ sở cho việc nghiên cứu các giải pháp kỹ thuật nhằm hạn chế ảnh hưởng của rung động tự kích thích nhằm đảm bảo an toàn chohệ thống công nghệ gia công, đảm bảo chất lượng sản phẩm.
Trong công trình nghiên cứu [11], tác giả Đỗ Như Hoàng đã nghiên cứu ảnh hưởng của bôi trơn làm nguội tối thiểu tới mòn dao và độ nhám bề
mặt chi tiết khi phay phẳng thép 65T đã tôi bằng dao phay mặt đầu các bít. Tác giả đã tập trung nghiên cứu các vấn đề chủ yếu như nghiên cứu mòn và cơ chế mòn dao khi phay phẳng thép đã tôi bằng dao phay mặt đầu các bít dưới các điều kiện cắt khô và bôi trơn làm nguội tối thiểu; Nghiên cứu ảnh hưởng của dung dịch làm nguội đến độ nhám bề mặt chi tiết khi phay phẳng thép đã tôi bằng dao phay mặt đầu sử dụng công nghệ bôi trơn tối thiểu.
Trong công trình nghiên cứu [12], tác giả Bùi Đức Hùng đã nghiên cứu ảnh hưởng của chế độ cắt, góc nghiêng của bề mặt gia công đến tuổi bền của dao phay cầu phủ TiAlN khi gia công khuôn thép R12 MOV qua tôi. Trong quá trình nghiên cứu, đã xây dựng được mối quan hệ giữa chế độ cắt và góc nghiêng của phôi đến tuổi bền của dao phay cầu phủ TiAlN khi cắt ở toàn bộ biên dạng dao để gia công thép hợp kim C12MOV qua tôi đạt độ cứng 40- 45HRC thông qua các chỉ tiêu nhám bề mặt, bằng mô hình toán học về mối quan hệ giữa tốc độ cắt, góc nghiêng phôi θ, chiều sâu cắt t=0,5mm, lượng chạy dao s=0,2mm/răng và tuổi bền của dao phay cầu phủ TiAlN qua tôi đạt độ cứng 40-45HRC.
Nhận xét
Gia công kim loại bằng phương pháp phay là phương pháp gia công phổ biến trong chế tạo máy cho nên ở những nước có nền công nghiệp phát triển đã chế tạo ra nhiều loại máy phay khác nhau để đáp ứng cho nhu cầu của sản xuất trong mỗi nước đồng thời xuất khẩu sang nhiều nước khác nhau trên thế giới.
Cùng với sự phát triển của công nghệ thông tin, công nghiệp luyện kim, ngành chế tạo máy ở nhiều nước phát triển vượt bậc, đã cho ra đời thế hệ máy công cụ mới có mức độ cơ giới hóa và tự động hóa cao,chất lượng gia công với độ chính xác cao,cải thiện tối đa điều kiện làm việc của công nhân.
Trong nhiều năm qua, nghiên cứu hoàn thiện và sử dụng hợp lý các máy công cụ nói chung và máy phay nói riêng luôn được quan tâm nghiên cứu ở các nước phát triểnmột cách bài bản và có hệ thống. Những thành tựu nghiên cứu của các nước phát triển cả trong lý thuyết cũng như trong thực tiễn đã đóng góp rất lớn vào kho tri thức của nhân loại nói chung và là động lực thúc đẩy cho ngành chế tạo máy phát triển rực rỡ,đáp ứng được các yêu cầu đặt ra của thực tiễn sản xuất ở nhiều nước trên thế giới.Những thành tựu nghiên cứu này cũng là bài học kinh nghiệm để cho những nhà nghiên cứu ở các nước đang phát triển như chúng ta tham khảo và học hỏi nhằm tìm ra hướng đi và phương pháp nghiên cứu đúng đắn.
Ở nước ta,ngành chế tạo máy được coi là ngành công nghiệp then chốt và đã Đýợc quan tâm Đầu tý.Chúng ta đã thu được những thành tựu ban đầu trong nghiên cứu, thiết kế, chế tạo máy công cụ.Tuy nhiên, do nhiều nguyên nhân khác nhau ngành chế tạo máy chưa đáp ứng được nhu cầu đặt ra của sản xuất, phần lớn máy công cụ trong các xí nghiệp đều được nhập khẩu từ các nước trên thế giới cho nên việc nghiên cứu để sử dụng hợp lý các thiết bị nhập nội trong điều kiện sản xuất của nước ta là rất cần thiết.
Máy phay TUM20VS là máy phay vạn năng được nhập khẩu từ Đài loan đặt tại Trung tâm Thí nghiệm, thực hành Khoa Cơ điện và Công trình Trường Đại học Lâm nghiệp.Đây là loại máy phay được sử dụng rộng rãi trong các trường đào tạo nghề kỹ thuật cơ khí và trong các xí nghiệp sản xuất ở nước ta đặc biệt trong các đoanh nghiệp qui mô vừa và nhỏ vì cấu tạo của nó không phức tạp, dễ sử dụng và sửa chữa, giá máy không cao...
Để sử dụng hiệu quả thiết bị nhập nội này cần thiết phải có các công trình nghiên cứu cụ thể về sự ảnh hưởng của các yếu tố đến chi phí năng lượng riêng, một chỉ tiêu quan trọng chiếm một phần không nhỏ trong giá
thành gia công sản phẩm trên máy phay và độ nhám bề mặt chi tiết,chỉ tiêu quyết định chất lượng gia công.
Từ những phân tích ở trên một lần nữa cho thấy vấn đề mà luận văn cần giải quyết là thời sự và cấp thiết.
Chương 2
MỤC TIÊU, ĐỐI TƯỢNG, PHẠM VI GIỚI HẠN, NỘI DUNG VÀ PHƯƠNGPHÁPNGHIÊN CỨU CỦA ĐỀ TÀI
2.1. Mục tiêu nghiên cứu Mục tiêu chung:
Xác định được qui luật và mức độ ảnh hưởng của các yếu tố như góc mài,tốc độ cắtđến chi phí năng lượng riêng và độ nhám bề mặt khi phay mặt phẳng bằng bằng dao phay mặt đầu trên máy phay TUM 20VS.Từ đó, chọn được các các thông số kỹ thuật hợp lý,góp phần xây dựng ngân hàng dữ liệu cho việc sử dụng hiệu quả máy phay.
Mục tiêu cụ thể:
-Xây dựng được mối quan hệ giữa các yếu như góc mài, tốc độ cắt với chi phí năng lượng riêng và độ nhám bề mặt khi phay mặt phẳng bằng dao phay mặt đầu trên máy phay TUM 20VS.
- Xác định được giá trị hợp lý của góc mài,tốc độ cắt đảm bảo được yêu cầu chi phí năng lượng riêng và độ nhám bề mặt là nhỏ nhất.
2.2. Đối tượng, phạm vi và giới hạn nghiên cứu
Do thời gian nghiên cứu có hạn, đề tài giới hạn đối tượng nghiên cứu và phạm vi nghiên cứu cụ thể sau:
Thiết bị gia công:Thiết bị nghiên cứu được sử dụng là máy phay mã hiệuTUM 20VS. Đây là máy phay vạn năng sản xuất tại Đài Loan, được dùng ở các trường đào tạo nghề kỹ thuật cơ khí và các công ty có qui mô sản xuất vừa và nhỏ ở nước ta.
Vật liệu chế tạo chi tiết gia công và dao cắt: Đề tài chỉ tập trung nghiên cứu loại vật liệu dùng phổ biến trong ngành cơ khí đó là thép C8,sản phẩm là