nối tiếp thích hợp. Chúng ta cũng giả định rằng các byte sẽ trên cổng nối tiếp số 1 (COM1).
được phát đi
1. Trước tiên, xác định địa chỉ
cơ sở
cổng I/O bằng cách đọc một từ
(Word) từ vùng dữ lệu BIOS tại 40:OH đối với cổng nối tiếp COM1. Nếu trị = 0: Không có cổng nối tiếp hoạt động nào được gắn ở đây và dĩ nhiên không có dữ liệu nào được gửi đi.
2. Hai đường điều khiển MODEM là DTR (DATA Terminal Ready) và RTS (Request to Send) được xác lập lên mức cao (DTR = 1, RTS = 1).
DTR thông báo cho thiết bị động và sẵn sàng để liên lạc.
kết nối biết rằng máy tính đang hoạt
RTS báo cho thiết bị kết nối biết rằng máy tính muốn gửi dữ liệu.
Hai đường này được kích khởi bằng cách ghi trị (MODEM control Regester) của UART.
3 thanh ghi MCR
3. Kế đó, kiểm tra hai đường trạng thái CTS (Clear To Send). Những
đường này nằm trong các bit 4 và 5 của thanh ghi MSR (MODEM Status Regester).
DSR báo cho máy tính biết thiết bị kết nối đã được bật lên và sẵn sàng.
CTS báo cho máy tính biết rằng thiết bị kết nối đã sẵn sàng đối với
dữ liệu.
Các đường trạng thái này nên được kiểm tra trong 2ms hay cho đến
khi cả hai đều chuyển sang mức cao. Khi cả hai đường này đều ở
mức cao, thiết bị được kết nối với cổng nối tiếp đã báo hiệu cho
biết nó đã sẵn sàng cho một byte. Một lỗi đáo hạn (timeout error) được báo hiệu bởi phần mềm nếu một trong hai đường dẫn còn ở mức thấp lâu hơn khoảng 2ms.
4. Đến đây thiết bị kết nối đã sẵn sàng tiếp nhận một byte, UART phải
được kiểm tra xem liệu thanh ghi chứa dữ liệu phát THR (Transmit
Holding Regester) đã sẵn sàng có một byte chưa. Thanh ghi LSR (Line Status Regester), bit 5, được xác lập lên mức cao khi thanh ghi chứa dữ
liệu này trống rỗng và sẵn sàng cho một byte. Một lần nữa, giống ở
bước 3 nếu thanh ghi THR không thể trở nên hữu dụng trong 2ms, thì phần mềm sẽ báo một lỗi đáo hạn, và bỏ qua việc phát đi.
5. Nếu cho đến bây giờ chưa xảy ra việc đáo hạn, byte có thể được gửi đến thanh ghi chứa dữ liệu phát của UART.
6. Sau đó, UART phát byte từ
thanh ghi chứa dữ
liệu phát vào thanh ghi
dịch TSR (từ
đây các bit dữ
liệu được dịch ra và gửi đi), và tạo dạng
khung nối tiếp.
Quá trình nhạân nối tiếp.
Để nhận 1 byte từ đường dây kết nối nối tiếp, cổng được giả định như trên (cho cổng COM3):
1. Trước tiên, xác định địa chỉ
cơ sở
cổng I/O bằng cách đọc một từ
(Word) từ vùng dữ liệu BIOS tại 40:4H đối với cổng nối tiếp COM3. Nếu trị = 0: Không có cổng nối tiếp hoạt động nào được gắn ở đây và dĩ nhiên không có dữ liệu nào được gửi đi.
2. Hai đường điều khiển MODEM là DTR (DATA Terminal Ready) và RTS (Request to Send) được xác lập lên mức cao (DTR = 1, RTS = 1).
Điều này thông báo cho thiết bị kết nối biết rằng máy tính đang hoạt động và sẵn sàng liên lạc. Điều này được thực hiện bằng cách ghi trị 1 các thanh ghi MMC của UART.
3. Kế đó kiểm tra tín hiệu trên đường trạng thái DSR. Tín hiệu này xuất hiện trong bit 5 của thanh ghi MSR. DSR báo cho máy tính biết rằng thiết bị kết nối đã được bật lên và sẵn sàng. DSR sẽ được kiểm tra cho đến khi nó lên mức cao hay cho đến khi hết 2ms trước khi một lỗi đáo hạn được báo hiệu.
4. Kế đó, vùng đêïm nhận được kiểm tra để xem dữ liệu đã nhận được dữ liệu nào chưa. Bit 0 của thanh ghi LSR chứa một cờ hiệu báo dữ liệu đã sẵn sàng. Nó được xét lên 1 khi vùng đệm có dữ liệu. Nếu cờ báo dữ liệu sẵn sàng không được xét sau 2ms, thì phần mềm sẽ khai báo một lỗi đáo hạn, và tác vụ bị bỏ qua.
5. Nếu cho đến bây giờ chưa xảy ra việc đáo hạn, byte có thể được đọc từ vùng đệm nhận của UART.
Trong chế độ bất đồng bộ, 8251 A dịch số liệu trên dây RxD từ bit một. Sau mỗi bit, thanh ghi thu được so sánh với thanh ghi chứa ký tự SYN. Nếu hai thanh ghi chưa bằng nhau thì 8251 A dịch bit khác và tiếp tục so sánh cho đến khi hai thanh ghi bằng nhau. 8251 A kết thúc chế độ bất đồng bộ và đưa tín hiệu SYNDET (Synch Detect) để báo đồng bộ đã hồn tất.
Nếu USART được nạp từ
điều khiển để
làm việc với hai ký tự
SYNC, quá trình bất đồng bộ cũng như trên. Nhưng hai ký tự kế tiếp
nhau sẽ
được so sánh với hai ký tự
SYNC trước khi đạt được sự
đồng bộ. Ở chế độ bất đồng bộ bit chẵn/lẻ sẽ không phải kiểm tra. USART ở chế độ đuổi bắt đồng bộ với hai điều kiện:
USART được khởi động ở chế độ đồng bộ.
USART đã nhận lệnh ở chế độ bất đồng bộ.
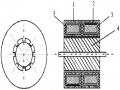
Khối phát
Khối này nhận số liệu song song từ đơn vị trung tâm, chèn thêm các thông tin rồi chuyển sang nối tiếp và gửi ra thân TxD (Transmiter DATA).
Ở chế độ bất đồng bộ, khối phát chèn thêm bit START, bit kiểm tra chẵn lẻ paraty và một hay hai bit STOP.
Trong chế độ đồng bộ, khối phát chèn thêm các ký tự SYNC. Những
ký tự
đồng bộ
này phải được phát trước khi bản tin bắt đầu. Nếu
trong khi phát có khoảng trống giữa hai ký tự chèn các ký tự đồng bộ vào.
thì USART tự
động
Trong cả hai chế độ đồng bộ và bất đồng bộ, quá trình phát chỉ được
cho phép khi tín hiệu TxE (Transmiter Enable) và tín hiệu CTS, ở
trạng thái tích cực. Nếu USART được đặt ở chế độ đồng bộ từ ngồi, chân SYNDET sẽ là cửa vào và nhận tín hiệu để đồng bộ khi thu.
Khối phát có thể gửi tín hiệu cắt (BREAK). Đó là một chu kỳ liên tục các bit SPACE trên đường dây liên tục và đưọc dùng ở chế độ truyền song công để cắt quá trình gửi thông tin ở đầu cuối.
USART sẽ gửi tín hiệu cắt liên tục nếu bit D3 của byte lệnh được thiết lập
Khối điều khiển Modem
Khối này tạo và nhận tín hiệu RTS (Request to Send).
Ngồi ra, còn có các tín hiệu ra DTR (Data Terminel Ready) và tín hiệu vào DSR (Data Set Ready). Đó là những tín hiệu vạn năng.
Tín hiệu DTR điều khiển bởi bit D2 bởi byte lệnh.
Tín hiệu DSR thể hiện ở bit D7 của thanh ghi trạng thái.
USART không định nghĩa các tín hiệu này một cách cứng ngắc. Thông thường:
- Tín hiệu DTR qua Modem để truyền.
chỉ
rằng thiết bị
đầu cuối sẵn sàng
- DSR là tín hiệu từ Modem để chỉ trạng thái sẵn sàng liên lạc.
Khối điều khiển vào/ra
Logic điều khiển đọc/ghi giải mã các tín hiệu điều khiển từ Bus điều
khiển của đơn vị trung tâm thành những tín hiệu đều khiển các cổng
dẫn số liệu đến Bus nội của USART.
Bảng sau cho biết sự liên quan giữ các tín hiệu CE, C/D RD
C/D | RD | WR | Ý Nghĩa | |
0 | 0 | 0 | 1 | CPU đọc số liệu từ USART |
0 | 1 | 0 | 1 | CPU đọc trạng thái từ USART |
0 | 0 | 1 | 0 | CPU ghi số liệu vào USART |
0 | 1 | 1 | 0 | CPU ghi lệnh vào USART |
1 | x | x | x | Bus của USART ở trạng thái trở kháng cao |
Có thể bạn quan tâm!
-

 Điều khiển máy khoan mạch in CNC dùng động cơ bước - 1
Điều khiển máy khoan mạch in CNC dùng động cơ bước - 1 -
 Điều khiển máy khoan mạch in CNC dùng động cơ bước - 2
Điều khiển máy khoan mạch in CNC dùng động cơ bước - 2 -
 _ Phương Pháp Điều Khiển Bước Đủ Và Nửa Bước
_ Phương Pháp Điều Khiển Bước Đủ Và Nửa Bước -
 Điều khiển máy khoan mạch in CNC dùng động cơ bước - 5
Điều khiển máy khoan mạch in CNC dùng động cơ bước - 5 -
 Điều khiển máy khoan mạch in CNC dùng động cơ bước - 6
Điều khiển máy khoan mạch in CNC dùng động cơ bước - 6
Xem toàn bộ 97 trang tài liệu này.
Khối thu
Khối thu nhận dữ liệu nối tiếp ở chân RxD và chuyển thành số liệu
song song (P/PC). Trước khi bộ thu làm việc, bit D2 trong Command
world của byte lệnh phải ở trạng thái cho phép. Nếu bit này không được lập, bộ thu sẽ không tạo ra tín hiệu RxRDI.
- Trong chế độ bất đồng bộ, 8251 A kiểm tra mức điện áp của đầu
vào RxD. Khi có thay đổi mức logic từ 1 xuống 0, 8251 A khởi động bộ đếm thời gian trong khối thu khi đặt thời gian ½ bit, 8251 A kích mẫu đầu vào RxD. Tại thời điểm này có 2 trường hợp xảy ra:
- Nếu đầu vào RxD có mức logic cao thì sự thay đổi từ 1 xuống 0 ở
RxD trước lúc kích mẫu là do nhiễu hay khối thu đã khởi động bộ
đếm trong khi nhận bit số liệu. Như vậy có sai 8251 bỏ thực hiện và chuẩn bị ký tự mới.
lệnh đang
- Nếu đầu vào RxD có mức logic thấp trong thời điểm kích mẫu. 8251
tiếp tục kích mẫu để
nhận giá trị
của các bit số
liệu, bit kiểm tra
chẵn lẻ và các bit dừng. Sau đó, 8251 tách các bit khung và chuyển số
liệu qua Bus trong đến thanh ghi đệm số liệu thu. Tín hiệu RxRDI
được tạo ra để báo cho trung tâm biết số liệu thu đã sẵn sàng.
- Trong chế độ đồng bộ, khối thu kích mẫu các bit số liệu của ký tự rồi đưa đến đệm số liệu thu và lập cờ RxRDI. Vì bộ thu nhóm một số bit thành ký tự nên được xác định bit số liệu đầu tiên là cần thiết. Để đồng bộ giữa bộ thu và bộ phát, nếu có trống trong dãy ký tự thì
8251 tự
động chèn ký tự
SYNC vào. Quá trình đồng bộ
được thực
hiện trong quá trình bất đồng bộ.
Khối đệm vào ra
- Khối đệm vào ra chứa: Thanh ghi trạng thái, thanh ghi số
liệu thu
(thanh ghi đệm số liệu thu), thanh ghi số liệu phát và lệnh (thanh ghi đệm số liệu phát và lệnh).
- Như vậy, chỉ có một thanh ghi chứa thông tin chuyển từ đơn vị trung tâm vào USART. Thông tin này bao gồm số liệu và lệnh, do vậy phải có sự phân chia thời gian giữa lệnh và số liệu. Lệnh phải được gửi trước số liệu. Trước khi gửi số liệu vào USART. Đơn vị trung tâm
phải kiểm tra tín hiệu sẵn sàng phát TxRDI. Nếu gửi thông tin khi TxRDI ở trạng thái chưa sẵn sàng số liệu chuyển đi có thể sai
CHƯƠNG I
ĐẠI CƯƠNG VỀ ĐIỀU KHIỂN THEO
CHƯƠNG TRÌNH SỐ
I _ KHÁI NIỆM VỀ ĐIỀU KHIỂN THEO CHƯƠNG TRÌNH SỐ
Ở máy thông thường việc điều khiển chuyển động cũng như thay
đổi vận tốc của các bộ phận máy điều khiển được thực hiện bằng tay. Với cách điều khiển này thời gian phụ thuộc khá lớn, nên không thể nâng cao năng suất lao động.
Để giảm thời gian phụ, cần thiết tiến hành tự động hóa quá trình
điều khiển. Trong sản xuất hàng khối, hàng loạt lớn, từ lâu người ta dùng phương pháp gia công tự động với việc tự động hóa quá trình điều khiển.
Đặc điểm của loại máy tự động này là rút ngắn thời gian phụ, nhưng thời
gian chuẩn bị sản xuất quá dài (thời gian thiết kế và chế tạo,thời gian điều chỉnh máy …). Nhược điểm này không đáng kể, nếu sản xuất với khối lượng lớn. Trái lại với lượng sản xuất nhỏ, mặt hàng thay đổi thường
xuyên, loại máy tự
động trở
nên không kinh tế. Do đó cần phải tìm ra
phương pháp điều khiển mới, đảm bảo thời gian điều chỉnh máy để gia
công từ loại chi tiết này sang chi tiết khác được nhanh. Yêu cầu này được thực hiện với việc điều khiển theo chương trình.
Điều khiển theo chương trình là một dạng điều khiển tự động mà tín hiệu điều khiển (tín hiệu ra) được thay đổi theo một qui luật trước. Nói cách khác, trên máy điều
khiển theo chương trình, thứ tự, giá trị của các chuyển động cũng như thứ tự đóng mở
các bộ phận máy, đóng mở hệ thống làm nguội, bôi trơn, thay mũi khoan… Điều được thực hiện đúng theo một chương trình đã vạch sẵn. Các cơ cấu mang chương trình này được đặt vào thiết bị điều khiển, và sẽ làm tự động theo chương trình đã cho.
Nếu các chương trình trên được ghi lại bằng các dấu tì, bằng hệ thống cam, bằng mẫu ghép hình … Ta gọi hệ thống điều khiển đó là hệ thống điều khiển theo chương trình phi số. Nếu các chương trình được biểu thị bằng các chữ số dưới dạng mã hiệu, ta gọi hệ điều khiển theo chương trình số.
Như vậy điều khiển theo chương trình số là một quá trình tự động cho phép đưa một cơ cấu di động từ vị trí này đến vị trí khác bằng một lệnh. Sự dịch chuyển ấy có thể là lượng di động thẳng (hoặc một góc quay theo các bậc tự do).
Trong nhiều trường hợp, phương pháp điều khiển theo chương trình số được thiết kế tự động hóa việc di chuyển một cơ cấu từ vị trí này đến vị trí khác, ta gọi là "điều khiển theo điểm". Nhưng ta cũng dễ dàng khi rút ngắn vô hạn khoảng cách giữa các điểm di động kế tiếp nhau và sẽ đạt đến một quá trình điều khiển quỹ đạo gọi là điều khiển theo đường.
Phương pháp điều khiển theo chương trình số có thể dùng để di động bất kỳ
một cơ cấu nào được truyền động bằng động cơ. Phạm vi sử dụng nó rất rộng, nhưng chủ yếu là tự động hóa máy công cụ.
Vì chương trình số có thể tiến hành cách xa máy và máy có hệ thống đo lường riêng, nên hệ thống điều khiển này có thể điều khiển một cách dể dàng và nhanh chóng. Hệ thống điều khiển theo chương trình số còn được gọi tắt là hệ thống NC (Numerical Control) và máy điều khiển theo chương trình số được gọi là máy NC. Như
thế: Máy NC là loại máy công cụ hoạt động tự động một phần hoặc tồn phần với các
lệnh được thể hiện bằng dạng tín hiệu là các chữ số được ghi trên băng từ, đĩa từ hoặc phim…
Bước phát triển cao của máy điều khiển theo chương trình số là sự ra đời của trung tâm gia công CNC. Vậy trung tâm gia công là một loại máy điều khiển theo chương trình số có cơ cấu tự động để thực hiện nhiều loại nguyên công khác nhau sau một lần kẹp chi tiết, với sự trợ giúp của máy tính điện tử.
CNC có thể phân thành 2 loại: Loại dùng để gia công có dạng thân hộp tấm, loại gia công chi tiết tròn xoay.
II _ ĐẶC ĐIỂM CỦA CNC
- Tập trung nguyên công cao độ.
- Có cơ cấu cấp dao tự động với dung lượng lớn.
- Phần lớn CNC thường có bàn máy phụ và đồ gá.
- Đạt được độ chính xác cao ở nguyên công tinh.
- Các CNC thường dùng hệ thống điều khiển theo đường.
III _ HỆ TOẠ ĐỘ MÁY
Các điểm mà trong khi gia công được xác định trong một chương trình để mô tả vị trí của các điểm náy trong vùng làm việc, ta dùng hệ tọa độ. Nó bao gồm ba trục vuông góc với nhau cũng cắt nhau tại điểm gốc 0.
Với hệ toạ độ ba trục, bất kỳ điểm nào cũng được xác định thông qua các tọa độ của nó. Hệ tọa độ máy do nhà chế tạo xác định, thông thường nó không thể thay đổi.
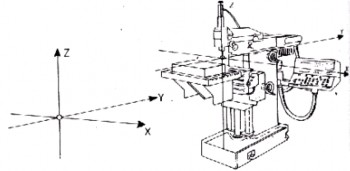
Hình 11 : Hệ tọa độ vuông góc trên máy
Trục X là trục chính trong mặt phẳng định vị. Trên máy khoan nằm song song với bàn máy ( bàn kẹp chi tiết).
Trục Y là trục thứ 2 trong mặt phẳng định vị. Trên máy khoan nó nằm trên mặt máy
và vuông góc với bàn máy.
Trục Z luôn luôn trùng với trục truyền động chính. Trục này được nhà chế tạo xác định. Chiều dương của trục Z chạy từ chi tiết hướng đến mũi khoan. Điều đó có
nghĩa là trong chuyển động theo chiều âm của trục Z, mũi khoan sẽ đi tới bề mặt chi tiết.
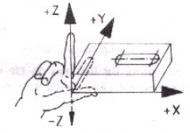
Để xác định nhanh chiều của các trục, dùng luật bàn tay phải(Hình 11): Ta đặt ngón giữa bàn tay phải theo chiều của trục Z thì ngón tay cái sẽ trỏ
về chiều của trục x và ngón tay trỏ sẽ
chỉ theo chiều của trục Y.
Hệ toạ độ cơ bản được gắn liền
với chi tiết.
Hình 12: Xác định nhanh chiều trục tọa độ
Bởi vậy khi lập trình ta phải luôn luôn xuất phát từ chổ xác định chi tiết đứng yên còn mũi khoan thì chuyển động. Điều đó có nghiã là:
Khi khoan rõ ràng chi tiết chuyển động là chính, nhưng để đơn giản hơn cho việc lập trình hãy quan niệm là chi tiết đứng yên còn mũi khoan thì dịch chuyển. Ta gọi đó là chuyển động tương đối của mũi khoan.
Để mô tả đường dịch chuyển của mũi khoan (dữ liệu tọa độ) trên một số máy CNC có cả hai khả năng.
a) Dùng toạ độ Đề_Cac :
Khi dùng dữ liệu toạ độ Đề Các, ta đưa ra khoảng cách đo song song với trục từ một điểm tới một điểm khác.
Các khoảng cách theo chiều dương của trục có kèm theo dấu dương (+) phía trước.
Các khoảng cách theo chiều âm của trục có kèm theo dấu âm () phía trước.
Các số đo có thể đưa ra theo hai phương thức:
Đo tuyệt đối:
Với các số đo tuyệt đối, ta đưa ra tọa độ các điểm đích tính từ một điểm cố định trong vùng làm việc. Nghĩa là trong mỗi chuyển động đều xác định mũi khoan phải dịch chuyển đến đâu kể từ một điểm gốc 0 tuyệt đối.
Đo theo chuổi kích thước:
Với các số đo theo chuỗi kích thước, ta đưa ra tọa độ các điểm
đích tính từ
các điểm dừng lại của mũi khoan sau một lổ
khoan được
khoan. Nghĩa là trong mỗi chuyển động đều đưa ra số liệu của mũi khoan cần được dịch chuyển tiếp một lượng là bao nhiêu nữa theo từng trục toạ độ.
b) Dùng tọa độ cực :
Khi sử dụng các dữ liệu trong hệ tọa độ cực, ta đưa ra vị trí của một điểm thông qua khoảng cách và góc so với một trục cơ sở.
Các tọa độ cực chỉ có thể đo trên một mặt phẳng chính. Trong phạm vi của một hệ tọa độ cực có 3 mặt phẳng chính. Từ 3 trục x, y và z của hệ thống sẽ có 3 mặt kẹp, đó là: Mặt x/y, mặt x/z, mặt y/z.
Những điểm quan trọng trong một hệ tọa độ cực