Hình 2. 19 Biến tần Mitsubishi FR- A7NC E700
Thông số kỹ thuật cơ bản
Bảng 2. 15 Thông số kỹ thuật biến tần Mitsubishi FR- A7NC E700
1 pha 100-115 V 50/60Hz | |
Điện áp cấp cho động cơ | 3 pha 200-230 V |
Mục đích sử dụng | Motor không đồng bộ 3 pha 220V từ 0.1 kW đến 0.75 kW |
Tiêu chuẩn IP | IP 20 |
Khả năng | Chịu quá tải 150% trong 60s, 200% trong 3s |
Sai số tần số ngõ ra | ± 5% |
Phương thức kết nối | Kết nối với PC thông qua Mini USB cable, cài đặt thông số trên máy tính. |
Truyền thông | Có thể gắn thêm các card I/O, card truyền thông CC-Link, DeviceNet, Profibus-Dp |
Có thể bạn quan tâm!
-
 Mối Quan Hệ Giữa Tiêu Cự Và Góc Nhìn Của Ống Kính Máy Ảnh.
Mối Quan Hệ Giữa Tiêu Cự Và Góc Nhìn Của Ống Kính Máy Ảnh. -
 Thông Số Kỹ Thuật Bộ Điều Khiển Robot Irc5 Compact
Thông Số Kỹ Thuật Bộ Điều Khiển Robot Irc5 Compact -
 Thông Số Kỹ Thuật Module Điều Khiển Động Cơ Qd77Ms4
Thông Số Kỹ Thuật Module Điều Khiển Động Cơ Qd77Ms4 -
 Seqence Dạng Block Của Cognex Designer
Seqence Dạng Block Của Cognex Designer -
 Áp Dụng Thực Tế Cho Thiết Bị
Áp Dụng Thực Tế Cho Thiết Bị -
 Nghiên cứu công nghệ vision kết hợp với robot công nghiệp nhằm cải tiến độ chính xác trong quy trình sản xuất màn hình điện thoại - 9
Nghiên cứu công nghệ vision kết hợp với robot công nghiệp nhằm cải tiến độ chính xác trong quy trình sản xuất màn hình điện thoại - 9
Xem toàn bộ 89 trang tài liệu này.
2.4 2 cảm biến sử dụng trong thiết bị
Cảm biến LEUZE ELECTRONIC - FT5iX3/2N thuộc dòng cảm biến quang học nhiệm vụ phát hiện vật thể có trong vùng quét
Thông số kỹ thuật:
Bảng 2. 16 thông số kỹ thuật cảm biến LEUZE ELECTRONIC - FT5iX3/2N
10 -30V | |
Phạm vi hoạt động | 1 -215 mm |
Đầu ra | Có 2 đầu ra 1 thường đóng và 1 thường mở |
Phạm vi hoạt động | Có thể cài đặt |
Led sử dụng | Màu đỏ |

Hình 2. 20 Cảm biến LEUZE ELECTRONIC - FT5iX3/2N
Hạ chặn khay xuống
Băng tải buồng ngoài và Buồng trong hoạt động
Nâng chồng khay lên vị trí gắp tray
A
B
Hạ tay gắp xuống
Lặp lại chu trình từ A
Tắt vacuum
Bàn đỡ khay chạy sang vị trí nhận khay
Nân tay gắp lên
Bật hút chân không gắp
Hạ tay gắp xuống vị trí gắp
Nâng chồng khay lên vị trí chờ
Align 2 lần trục Y
Căn chỉnh 2 lần trục X
Trục 1 nâng khay lên vị trí căn chỉnh
Khay được được vào buồng trong
Chỉnh sửa tự động khay 3 lần
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
CHƯƠNG 3: LẬP TRÌNH CHO HỆ THỐNG VÀ TRUYỀN THÔNG
3.1 Chu trình tổng quan về hoạt động của thiết bị
Hàng vào
Thực hiện
+ Nhận dữ liệu vị trí hàng từ Vision
+ Gắp hàng thả vào khay
Thực hiện
+ Chụp ảnh
+ Xử lý hình ảnh
+ Gửi thông tin vị trí cho Robot
Khay vào
Hàng +Khay
ra
Thực hiện
+ Nhập khay trống
+ Căn chỉnh khay
+ Chuyển khay vào buồng nâng tray
Thực hiện
+ Căn chỉnh khay
+ Nâng khay lên
Thực hiện
+ Nhận khay
Thực hiện
+ Lấy khay tại vị trí chờ .
+ Cố định tray .
+ Nhận hàng từ robot
Thực hiện
+ Khi đã nhận đủ
Thực hiện
+ Xuất hàng cùng
hàng thực hiện hạ tray tray khi có tín hiệu xuất hàng
Robot
ABB1200
Vị trí khay nhận hàng
Buồng load khay ngoài
Buồng load khay trong
Vị trí khay chờ
Vị trí khay nhận hàng
Buồng unload trong
Buồng unload ngoài
Hình 3. 1 Chu trình tổng quan về hoạt động của thiết bị
Robot
Điều khiển trung tâm PLC
Vision
![]()
![]()
![]()
![]()
![]()
Nhấn nút khay in 2s
Bắt đầu chu trình
![]()
Hệ thống an toàn tắt cảnh báo
Công nhân cho chồng khay vào
Nhấn nút khay in complete
Chặn khay được bật
Băng tải chạy đưa khay vào
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Nâng tay gắp lên
Bàn đỡ khay di chuyển về vị trí nhận hàng
Gắp khay tại vị trí nhận hàng hạ xuống
Chân không gắp khay bật
Di chuyển về vị trí Vision wait
Gửi tín hiệu chụp ảnh cho vision
Nhận tín hiệu chụp ảnh
Chụp ảnh sản phẩm
Phân tích dữ liệu vị trí
Gửi dữ liệu vị trí cho Robot
Xử lý vị trí nhận từ Vision
Di chuyển tay gắp đến vị trí gắp
Gửi tiến hiệu đến cho PLC
Bật chân không hút sản phẩm
Gửi tín hiệu gắp cho robot
C
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Gửi tín hiệu thả cho robot
Robot đi đến vị trí chờ thả
Thông báo cho PLC khi đến
Thả hàng vào vị trí nhận được
Gửi vị trí thả
Thông báo thả hàng hoàn thành
Robot về vị trí Home
Tăng vị trí thả hàng lên 1
So sánh vị trí thả hàng với 9
Chờ tín hiệu từ PLC
Nhỏ hơn 9 chạy lặp lại từ C
Lớn hơn 9 Reset biến vị trí
Gắp khay nâng lên
Bàn đỡ khay di chuyển sang vị trí nhận khay
Trục chuyển khay ra nâng lên để nhận khay có hàng
Gắp khay có hàng hạ xuống
Thả khay xuống trục nâng
Gắp khay đi lên
![]()
Trục chuyển khay ra mang khay về vị trí chờ
So sánh khay nhận được với 4 (số khay tối đa)
Nhỏ hơn 4 thì quay lại chu trình B
Lớn hơn 4
![]()
Trục chuyển khay ra mang khay xuống vị trí xuất hàng
Căn chỉnh chồng khay theo trục X
Căn chỉnh chồng khay theo trục Y
Bật chặn khay phía xuất hàng
Băng tải trong vào ngoài mang chồng khay có hàng ra buồng ngoài
Công nhân nhấn nút khay out 2s
Hệ thống alarm an toàn ở cửa ngắt.
Công nhân lấy hàng ra
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Kết thúc chu trình
3.2 Lập trình vision Cognex
Phần mềm sử dụng vision designer là phần mềm lập trình kéo thả rất dễ sử dụng không đòi hỏi người lập trình có nhiều kinh nghiệm về lập trình.
Các bước thực hiện:
Bước một: Cấu hình phần cứng.
Bước hai: Thiết lập giao diện người sử dụng. Bước ba: Viết chương trình
3.2.1 Cấu hình camera
3.2.1.1 Cài đặt kết nối
Phần mềm sử dụng Cognex GigE Vision configuration.
Camera kết nối trên giao thức Gig E vision là tiêu chuẩn giao diện camera global được phát triển sử dụng giao thức truyền thông Gigabit Ethernet. GigE Vision cho phép truyền hình ảnh nhanh chóng bằng cách sử dụng cáp tiêu chuẩn giá rẻ với khoảng cách xa.
Lưu ý khi cài đặt IP của camera và IP cổng kết nối (Local Area Connection) phải cùng giải.
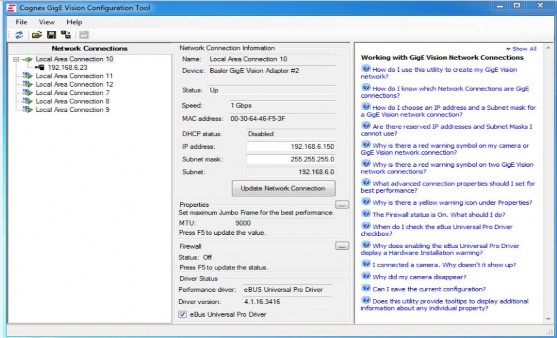
Hình 3. 2 Cài đặt IP cho camera.
3.2.1.2 Thiết lập hình ảnh
Thiết lập các thông số quan trọng như: Exposure, Brighness, Contracst, kiểu ảnh mono 8bit.
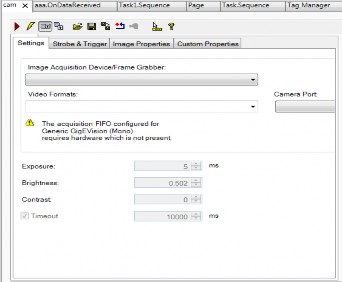
Hình 3. 3 Cài đặt hình ảnh đầu vào
3.2.1.3 Calibration
Là quá trình hiệu chuẩn để thông số hình ảnh nhận được đúng với giá trị thục tế phần mềm Cognex Designer hỗ trợ tool calibration là : “Cogclibcheckerboartool1” nguyên lý hoạt động như sau: Đưa vào chụp ảnh một tấm checker hình ô bàn cờ có kích thước sẵn 5mm*5mm sử dụng thuật toán để tính toán xem 1mm ứng với bao nhiêu pixel từ đó đưa ra kết quả thực tế . Dựa vào định sẵn cũng xác định hệ tọa độ cho vision sau khi calibration
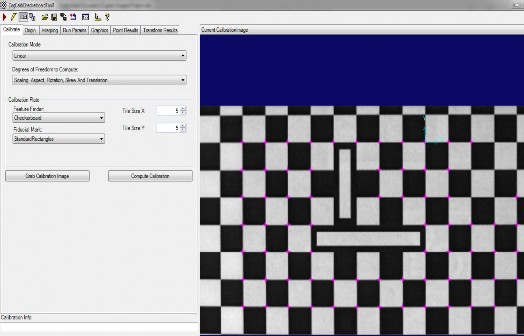
Hình 3. 4 Calibration camera
3.2.2 Thiết lập dao diện
Dao diện nằm trong thư mục “ Page” của phần mềm được cấu tạo bởi 3 thành phần chính: Thông số tọa độ, hình ảnh kiểm tra, dữ liệu kiểm tra.
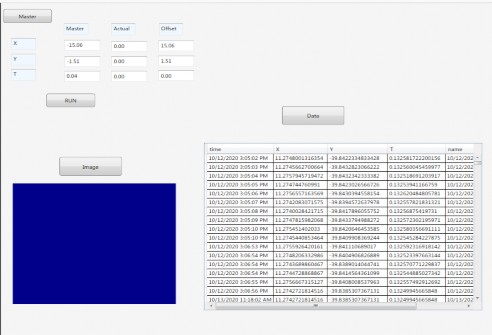
Hình 3. 5 Dao diện chương trình