Void Try(i) //Thử xem xi sẽ nhận giá trị nào for (mỗi khả năng j của xi) { if <Chấp nhận> { } Bài tập: <Xác định xi theo j>; // Ví dụ: x[i]=j; if (i n) <Ghi nhận một lời giải>; else Try(i+1); } 1) Tìm tất cả các hoán vị của một ...
Nhận xét: Việc module hoá làm cho bài toán được định hướng rõ ràng. Bằng cách này, người ta có thể phân chia công việc cho đội ngũ lập trình. Đây là một công việc mất nhiều thời gian. 2.1.2. Phương pháp tinh chỉnh từng ...
Mục Lục Mục Lục 1 Chương 1: Giới Thiệu Chung 3 1.1. Thuật Toán Và Cấu Trúc Dữ Liệu: 3 1.2. Một Số Vấn Đề Liên Quan: 3 1.3. Ngôn Ngữ Diễn Đạt Thuật Toán: 3 Ngôn Ngữ Diễn Đạt Thuật Toán Được Quy Ước Sử Dụng Trong Giáo Trình ...
131 COS Cosine 132 TAN Tangent 147 SWAP Float to Scientific 160 TCMP Time Compare Vận hành Clock 161 TZCP Time Zone Compare 162 TADD Time Add 163 TSUB Time Subtract 166 TRD Read RTC data Lệnh khác 170 GRY Decimal to Gray Code ...
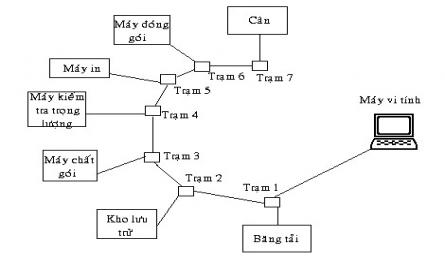
Cân Máy đóng gói Các thiết bị dùng cổng nối tiếp RS232 Máy in Bộ đa hợp 8 vào 1 ra Máy chất gói Kho lưu trữ Băng tải Máy kiểm tra trọng lượng Cáp RS232 Máy vi tính Hình 4.6. Kết nối tập trung qua cổng nối tiếp Mạng cục bộ (LAN): ...
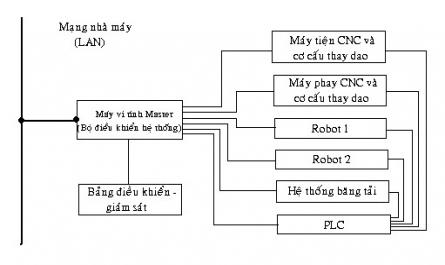
Hình 4.3. Hệ thống sản xuất linh hoạt Trong hình 4.3 chương trình điều khiển cho máy CNC, robot và cơ cấu khác được tải xuống từ máy tính master. Khi có tín hiệu báo có sự thay đổi sản phẩm. PLC được sử dụng để tạo sự đồng bộ ...
IV. Các bài tập mở rộng: Bài 1. Phân loại sản phẩm theo màu sắt: 1. Bảng khai báo thiết bị: Dạng Địa chỉ thiết bị Tên thiết bị Sự hoạt động Ngõ vào X0 Cảm biến ON khi phát hiện sản phẩm X1 Cảm biến màu sắc ON khi phát hiện ...
Bài 7. Tuyến phân loại và phân phối 1. Bảng khai báo thiết bị: Dạng Địa chỉ thiết bị Tên thiết bị Sự hoạt động Ngõ vào X0 Vị trí bắt đầu (nguồn cung cấp) ON khi robot cung cấp ở vị trí bắt đầu X1 Trên ON khi sản phẩm được ...
Bài 6. Điều khiển cơ cấu nâng 1. Bảng khai báo thiết bị: Dạng Địa chỉ thiết bị Tên thiết bị Sự hoạt động Ngõ vào X0 Trên ON khi sản phẩm được phát hiện X1 Giữa ON khi sản phẩm được phát hiện X2 Dưới ON khi sản phẩm được ...
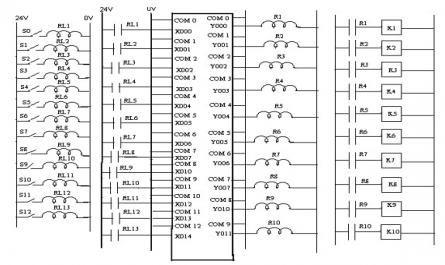
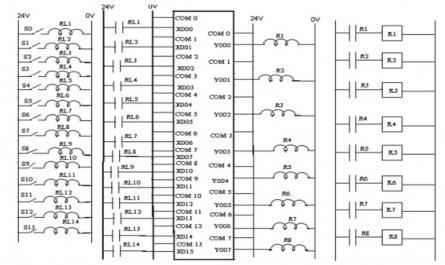
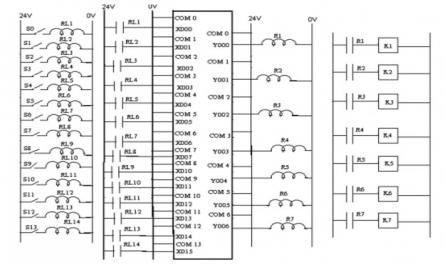
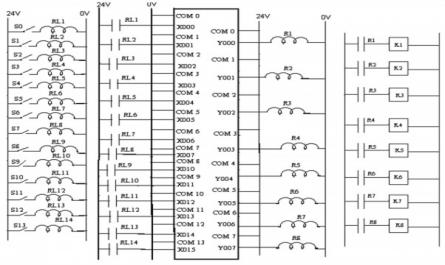
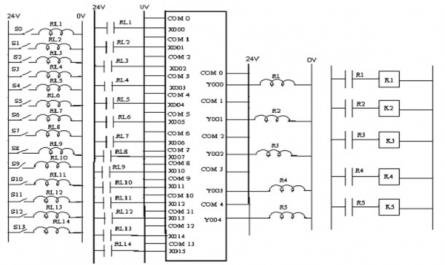
Khi tác động vào S6 thì cuộn dây Rơle RL7 sẽ có điện ,thì nó sẽ tác động vào tiếp điểm thường mở RL7 .Từ đó ,địa chỉ X006 của PLC sẽ nhận được tín hiệu. Khi tác động vào S7 thì cuộn dây Rơle RL8 sẽ có điện ,thì nó sẽ tác ...
Y6 Cơ cấu đẩy Duỗi ra khiY6_ON và thu lại khi Y6_OFF. Cơ cấu đẩy không thể dừng ở giữa hành trình. Y7 Cơ cấu đẩy Duỗi ra khi Y7_ON và thu lại khiY7_OFF. Cơ cấu đẩy không thể dừng ở giữa hành trình. 2. Mục đích điều khiển: Phân phối ...
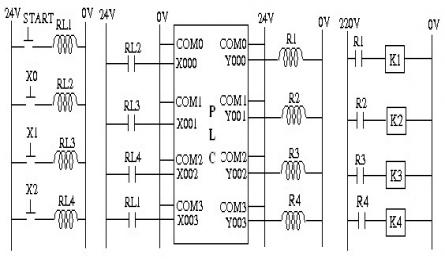
Khi Y000 có tín hiệu thì cuộn dây của Rơle R1 sẽ có điện nên tiếp điểm thường mở của R1 sẽ đóng lại. Từ đó, cuộn K1 sẽ có điện. Khi Y001 có tín hiệu thì cuộn dây của Rơle R2 sẽ có điện nên tiếp điểm thường mở của R2 sẽ ...
Trang 5243, Trang 5244, Trang 5245, Trang 5246, Trang 5247, Trang 5248, Trang 5249, Trang 5250, Trang 5251, Trang 5252,