2.4. Hướng dẫn tự học:
1. Tính toán các thông số cơ bản để phay bánh răng trụ răng xoắn hướng xoắn trái có mô đun m = 2,5 số răng Z = 17, α = 15° .
2. Tính toán các thông số cơ bản để phay bánh răng trụ răng xoắn hướng xoắn phải có mô đun m = 1,75 số răng Z = 29, α = 17° .
BÀI SỐ 06: PHAY TRỤC THEN HOA
6.1 Phay trục then hoa bằng dao phay đĩa ba mặt cắt
Thời gian thực hiện: 6 tiết Tên bài học trước:
...................................................
Thực hiện từ ngày..................... đến ngày ....................................
I. Phương tiện và trang thiết bị dạy học
1.1. Phương tiện:
Giáo án, đề cương, phấn bảng, máy chiếu, bản vẽ, ...
1.2. Trang thiết bị:
Tên và các thông số kỹ thuật của thiết bị, dụng cụ; nguyên, nhiên vật liệu tiêu hao | Đơn vị | SL | Ghi chú | Bổ sung | |
1 | Thiết bị | ||||
Máy phay vạn năng 6X332B | Cái | 07 | Sử dụng tiếp | ||
Phụ tùng theo máy phay | Bộ | 07 | Sử dụng tiếp | ||
Máy mài 2 đá | Cái | 01 | Sử dụng tiếp | ||
Đầu phân độ vạn năng | Cái | 07 | Sử dụng tiếp | ||
Phụ tùng theo đầu phân độ vạn năng | Bộ | 07 | Sử dụng tiếp | ||
2 | Dụng cụ | ||||
Đồng hồ so + giá đỡ | Bộ | 05 | Sử dụng tiếp | ||
Thước cặp 1/50, L=200 | Cái | 07 | Sử dụng tiếp | ||
Bộ cờ lê từ 8÷24mm | Bộ | 05 | Sử dụng tiếp | ||
3 | Nguyên, vật liệu (cho 01 SV) | ||||
Phôi thép Ф42, L=220 | Cái | 01 | Sử dụng tiếp | ||
Dụng cụ cắt: dao phay đĩa 3 mặt cắt Ф63x5 | Con | 01 | Sử dụng tiếp | ||
Dụng cụ cắt: dao phay đĩa 3 mặt cắt Ф63x8 | Con | 01 | Sử dụng tiếp | ||
Dẻ lau | Kg | 0,2 | Hủy | ||
Chổi sơn | Cái | 1 | Sử dụng tiếp | ||
Dầu HD50 | Lít | 0,5 | Hủy | ||
4 | Khác |
Có thể bạn quan tâm!
-

 Điều Chỉnh Độ Đồng Tâm Ụ Trước Và Ụ Sau Đầu Phân Độ
Điều Chỉnh Độ Đồng Tâm Ụ Trước Và Ụ Sau Đầu Phân Độ -
 Phương Tiện Và Trang Thiết Bị Dạy Học
Phương Tiện Và Trang Thiết Bị Dạy Học -
 Phay Bánh Răng Trụ Răng Xoắn (Hướng Xoắn Trái)
Phay Bánh Răng Trụ Răng Xoắn (Hướng Xoắn Trái) -
 Thực hành phay bào nâng cao - 12
Thực hành phay bào nâng cao - 12 -
 Thực hành phay bào nâng cao - 13
Thực hành phay bào nâng cao - 13
Xem toàn bộ 107 trang tài liệu này.
II. Thực hiện bài học
2.1. Mục tiêu bài học
Sau khi học xong bài này, SV có khả năng:
+ Về kiến thức:
- nắm vững phương pháp phay trục then hoa bằng dao phay đĩa 3 mặt cắt
+ Về kỹ năng:
- Thực hiện các bước gia công đúng trình tự để phay được trục then hoa bằng dao phay đĩa 3 mặt cắt đạt yêu cầu kỹ thuật, thời gian;
+ Về thái độ:
- Nghiêm túc, tự giác trong quá trình học tập, rèn luyện tác phong sản xuất công nghiệp.
- Đảm bảo an toàn lao động, vệ sinh môi trường.
2.2. Nội dung bài học
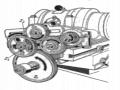
2.2.1. Đặc điểm trục then hoa
Trục then hoa có tác dụng truyền mômen, truyền chuyển động cho bánh răng. Bánh răng di trượt trên trục nhờ cần gạt. Cần gạt tác động vào bánh răng làm thay đổi vị trí của bánh răng qua đó làm thay đổi tốc độ đầu ra hộp tốc độ. Trục then hoa được dùng phổ biến cùng với bánh răng di trượt của hộp tốc độ của máy phay vạn năng, máy tiện…
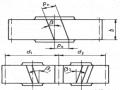
Hình 6.1.1: Thông số cơ bản của trục then hoa
Các thông số cơ bản của trục then hoa:
- Đường kính vòng đỉnh: D
- Đường kính vòng chân: d
- Chiều cao răng: H
- Bề rộng răng: B
2.2.2. Yêu cầu kỹ thuật trục then hoa
- Độ chính xác kích thước: D, d, B, H
Tuỳ vào phương pháp định tâm giữa trục then hoa và áo then hoa mà yêu cầu độ chính xác các kích thước có khác nhau
- Độ chính xác biên dạng răng
- Đủ số răng trục then hoa
- Độ nhám bề mặt sườn răng Rz20
2.2.3. Chọn chế độ cắt:
Chế độ cắt được tính theo vật liệu làm dao và vật liệu gia công, thông thường dao bằng thép gió có vận tốc cắt V = 20 ÷ 40m/ph, Cách chọn các thông số chế độ cắt giống như khi phay rãnh thẳng bằng dao phay đĩa
ba mặt cắt.
2.2.4. Trình tự thực hiện
Bước 1: Tính toán phân độ
N
ntq Z
Phụ thuộc số răng cần gia công Z
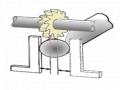
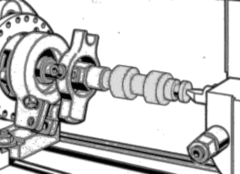
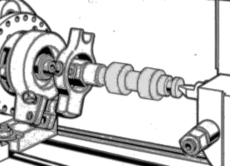
Bước 2: Gá đồ gá, gá phôi lên máy
Hình 6.1.3: Điều chỉnh vị
Đồ gá gia công trục then hoa là đầu
Hình 6.1.2: Gá phôi phay trục then hoa
phân độ vạn năng quá trình gá đồ gá tương tự như khi gá đồ gá phay bánh răng trụ răng thẳng.
Phôi gá một đầu vào mâm cặp 3 chấu của đầu phân độ đầu kia chống tâm ụ sau của đầu phân độ hoặc hai đầu chống tâm truyền mô men quay bằng tốc kẹp hình 6.1.2.
Bước 3: Gá dao
Xác định chính xác vị trí dao phay trên trục gá và kiểm tra độ đảo của dao phay.
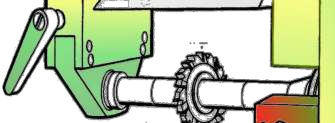
Bước 4: Điều chỉnh vị trí dao phôi, lấy chiều sâu cắt
trí dao phôi bằng ke vuông
Bật trục chính quay chạm dao mặt trên phôi sau đó dịch dao ra khỏi mặt phôi lấy chiều sâu cắt T = H+0,5. Tắt trục chính dùng ke vuông một cạnh áp mặt bàn máy cạnh còn lại áp vào mặt bên của phôi, cho mặt bên của dao
chạm ke vuông sau đó dịch dao ra khỏi phôi theo hướng dọc trục và dịch vào tâm phôi một lượng
L D B
2 2
Bước 5: Cắt sườn răng thứ nhất của các răng
Sau khi điều chỉnh dao phôi và lấy chiều sâu cắt như ở bước 4 xong ta tiến hành khử độ dơ đầu phân độ.
Bật máy cắt sườn răng thứ nhất của răng thứ nhất hết chiều dài cần gia công sau đó lùi dao về vị trí ban đầu thực hiện phân độ n=N/Z phay sườn răng thứ nhất của răng thứ hai. Làm tương tự cho đến khi phay hết các sườn răng thứ nhất của các răng.
Bước 6: Cắt sườn răng thứ hai của các răng
Sau khi cắt xong tất cả các sườn răng thứ nhất của các răng lùi dao về vị trí ban đầu, dịch dao qua tâm phôi một lượng L = Brăng + Bdao tiến hành cắt sườn răng thứ hai của răng thứ nhất hết chiều dài gia công. Sau đó lùi dao về vị trí ban đầu thực hiện phân độ n=N/z cắt sườn răng thứ hai của răng thứ hai. Làm tương tự cho đến khi phay hết các sườn răng thứ hai của các răng.
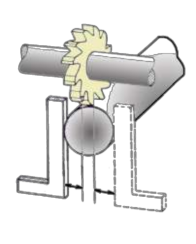
Bước 7: Phay đạt bán kính chân răng
Hình 6.1.4: Cắt sườn răng thứ nhất của các răng
Hình 6.1.5: Cắt sườn răng thứ hai của các răng
Sau khi gia công xong hai sườn răng tiến hành gia công đường kính vòng chân răng bằng cách chọn dao phay đĩa có bề rộng nhỏ sao cho góc dao không cắt lẹm vào sườn răng. Thực hiện dịch dao vào tâm phôi hạ thấp bàn máy xuống 0,5mm so với khi phay sườn răng nhằm giảm tập trung ứng suất chân răng, quay đầu phân độ đưa vị trí tâm rãnh trùng tâm dao như hình 6.1.6
Sau mỗi lát cắt thực hiện xoay phôi đi một góc nhỏ để cắt hết lượng dư gia công tạo ra bán kính vòng chân.
Chú ý: điều chỉnh dao phay và đầu phân độ sao cho dao không cắt lẹm vào sườn răng.
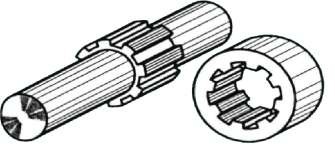
Làm tương tự với các rãnh răng tiếp theo cho đến z răng. Chi tiết sẽ được như hình 1.1.7
Hình 6.1.7: Chi tiết sau khi gia công
Hình 6.1.6: Phay đạt bán kính chân răng
Bước 8: Kết thúc
2.2.5. Các dạng sai hỏng, nguyên nhân và cách phòng ngừa
Dạng hỏng | Nguyên nhân | Cách phòng ngừa | |
1 | Số răng trục tren hoa không đúng | Tính toán phân độ sai | Tính toán phân độ chính xác trước khi gia công |
2 | Kích thước sai | - Do tính toán dịch dao sai - Do điều chỉnh du xích máy không đúng - Đo kiểm sai | - Tính toán dịch dao chính xác Xem lại giá trị vạch du xích máy - Củng cố lại thao tác đo |
3 | Biên dạng răng không đạt | - Do dao mòn không đều - Phân độ sai | - Mài sửa lại dao hoặc thay dao mới. - Thao tác phân độ chính xác. |
4 | Độ nhám sườn răng không đạt | - Dao cùn. - Chế độ cắt không hợp lý -Hệ thống công nghệ kém cứng vững | - Mài sửa hoặc thay dao - Chọn lại chế độ cắt - Siết các tay gạt hãm các chuyển động không cần thiết |
2.3. Tổ chức luyện tập kỹ năng
1. Yêu cầu luyện tập:
a. Bản vẽ
63x8
b. Yêu cầu luyện tập:
Gia công trục then hoa có Z = 6, B=8, H=5. Chọn dao phay đĩa 3 mặt cắt 63x5 và
Yêu cầu: 2sinh viên/1sản phẩm
2. Các bước thực hiện
Bước thực hiện | Hướng dẫn thực hiện | |
1 | Bước 1: Tính toán phân độ n N 40 6 20 tq Z 6 30 | Sau khi phay được một sườn răng, tiến hành phay sườn răng thứ hai cần quay tay quay đầu phân độ đi 6 vòng và 20 lỗ trên vòng lỗ 30 |
2 | Bước 2: Gá đồ gá, gá phôi lên máy | Rà gá cho tâm phôi song song với phương chạy dao dọc và song song với mặt bàn máy. Gá một đầu trên mâm cặp ba chấu của đầu phân độ, một đầu chống tâm hoặc gá trên hai đầu tâm |
Bước 3: Gá dao đĩa 63x8 lên trục ngang
| Xác định chính xác vị trí dao phay trên trục gá và kiểm tra độ đảo của dao phay. | |
4 | Bước 4: Điều chỉnh vị trí dao phôi, lấy chiều sâu cắt
| Bật trục chính quay chạm dao mặt trên phôi sau đó dịch dao ra khỏi mặt phôi lấy chiều sâu cắt T = 5,5mm. Tắt trục chính dùng ke vuông một cạnh áp mặt bàn máy cạnh còn lại áp vào mặt bên của phôi, cho mặt bên của dao chạm ke vuông sau đó dịch dao ra khỏi phôi theo hướng dọc trục rồi dịch vào tâm phôi một lượng L D B 39 8 15,5 2 2 2 2 |
5 | Bước 5: Cắt sườn răng thứ nhất của các răng n = 200v/ph; t = 5,5mm ; S =40mm/ph | Bật máy cắt sườn răng thứ nhất của răng thứ nhất hết chiều dài cần gia công sau đó lùi dao về vị trí ban đầu thực hiện phân độ như bước 1 phay sườn răng thứ nhất của răng thứ hai. Làm tương tự cho đến khi phay hết các sườn răng thứ nhất của 6 răng. |
3
Bước 6: Cắt sườn răng thứ hai của các răng n = 200 v/ph; t = 5,5mm; S = 40 m/ph | Sau khi cắt xong tất cả các | |
sườn răng thứ nhất của các | ||
răng lùi dao về vị trí ban đầu, | ||
dịch dao qua tâm phôi một | ||
lượng L = 8 + 8=16mm tiến | ||
hành cắt sườn răng thứ hai | ||
của răng thứ nhất hết chiều | ||
dài gia công. Sau đó lùi dao | ||
về vị trí ban đầu thực hiện | ||
phân độ như bước 1 phay | ||
sườn răng thứ hai của răng | ||
thứ hai. Làm tương tự cho đến | ||
khi phay hết các sườn răng | ||
thứ hai của 6 răng. | ||
7 | Bước 7: Phay đạt bán kính chân răng n = 300 v/ph; t = 5mm; S = 80mm/ph | Sau khi gia công xong hai sườn răng tiến hành gia công đường kính vòng chân răng. Thay dao phay đĩa 63x8 bằng dao 63x5. Thực hiện dịch dao vào tâm phôi hạ thấp bàn máy xuống 0,5mm so với khi phay sườn răng nhằm giảm tập trung ứng suất chân răng, quay đầu phân độ đưa vị trí tâm rãnh trùng tâm dao Sau mỗi lát cắt thực hiện xoay phôi đi một góc nhỏ để cắt hết lượng dư gia công tạo ra bán kính vòng chân. |
8 | Bước 8: Kết thúc | Kiểm tra đường kính vòng chân và chiều cao răng cũng như quan sát độ đều của các đỉnh răng |