4.469 | 5.42 | 5.032 | 4.97 | 4.318 | -0.655 | 0.4573 | |
7 | 4.929 | 4.898 | 4.947 | 4.92 | 4.231 | -0.695 | 0.0012 |
8 | 4.326 | 4.863 | 4.428 | 4.54 | 4.364 | -0.176 | 0.1627 |
9 | 3.333 | 4.269 | 3.592 | 3.73 | 4.601 | 0.871 | 0.4672 |
Có thể bạn quan tâm!
-
 Những Nhân Tố Ảnh Hưởng Đến Chi Phí Năng Lượng Riêng Khi Phay
Những Nhân Tố Ảnh Hưởng Đến Chi Phí Năng Lượng Riêng Khi Phay -
 Ảnh Hưởng Của Tốc Độ Cắt Tới Chi Phí Năng Lượng Riêng Và Độ Nhám Bề Mặt
Ảnh Hưởng Của Tốc Độ Cắt Tới Chi Phí Năng Lượng Riêng Và Độ Nhám Bề Mặt -
 Nghiên cứu ảnh hưởng của một số yếu tố đến chi phí năng lượng riêng và độ nhám bề mặt khi phay mặt phẳng bằng dao phay mặt đầu trên máy phay TUM 20VS - 10
Nghiên cứu ảnh hưởng của một số yếu tố đến chi phí năng lượng riêng và độ nhám bề mặt khi phay mặt phẳng bằng dao phay mặt đầu trên máy phay TUM 20VS - 10
Xem toàn bộ 91 trang tài liệu này.
+ Kiểm tra khả năng làm việc của mô hình:
m.(N K* ).S2 N.(m 1).S2
N
R2 1 e;
e
myˆ y2 N.(m 1).S2
u1
e
N = 9; K* = 3; m=3; S2= 0,08312; S2 = 2,05523
Vậy R2 =0,91> 0,75 mô hình được coi là hữu ích trong sử dụng [8].
4.4.5. Chuyển phương trình hồi quy của các hàm mục tiêu về dạng thực
Trên cơ sở thay các giá trị mã hoá: xi = (Xi - X0i)/ei vào phương trình hồi quy (4.7 và 4.8);
X1 = (v- 260)/40 = 0,025v - 6,5;
X2 = (β- 50)/10 = 0,1β – 5; (4.9)
Hàm chi phí năng lượng riêng Nr: Nr=6,65-2,897.10-3.v-5,337.10-4.v2+
+1,44.10-3.v.β-2,63.10-2.β-4,27.β2 (4.10)
Hàm độ nhám bề mặt:
Ra=4,6-1,48.10-2.v-5,3810-4.v2-2,475.10-4.v.β
-7,02.10-3.β -3,04.10-3.β2 (4.11)
4.4.6. Xác định giá trị hợp lý của các thông số v và
Để xác định các thông số hợp lý, đề tài lựa chọn phương pháp nhân tử Lagranger. Trong đó hàm mục tiêu chính là hàm chi phí năng lượng riêng.
Ta có phiếm hàm: F(X, λ)=Y1+λ(Y2-ε)
2
2
=6,665-0,131X1-0,854X12-0,231X2+0,577X2X1-0,427X2 + λ(2.253- 0,577X1-0,861X12-0,066X2-0,099X2X1-0,304X2 ) (4.12)
Với ε=2,348 (Ra = Ramin=2,348μm) Giải hệ phương trình
F 0
X
1
F 0
X
(4.13)
2
F 0
Ta được:
X1=0,959; X2=0,826, thay X1, X2 vào phương trình (4.7), (4.8), (4.9) ta được:β=58,26≈60o; v=298,36≈300 (v/p), Nr=4,729(Wh/cm3); Ra=2,915 (μm).
4.5. Các trị số công nghệ hợp lý khi phay mặt phẳng bằng dao phay mặt đầu trên máy phay TUM 20VS
Sau khi xác định được các thông số hợp lý, chúng tôi tiến hành chạy máy với các thông số góc màiβ=60o, tốc độ cắt v=300 v/p. Thực hiện 30 lần phay chúng tôi thu được kết quả như sau:
Chi phí năng lượng riêng Nr=4,585 (Wh/cm3) và độ nhám bề mặt Ra=2,822 (μm).
Sai số:
4,729 4,585.100 3,05% ;
4,729
2,915 2,822.100 3,19%
2,915
Vậy sai số không đáng kể.
KẾT LUẬN - KHUYẾN NGHỊ
1. KẾT LUẬN
1.1. Chi phí năng lượng riêng Nr và độ nhám bề mặt gia công Ra khi phay phụ thuộc vào rất nhiều yếu tố:
- Nhóm yếu tố thuộc về chế độ cắt gồm tốc độ cắt, lượng chạy dao, chiều sâu cắt;
- Nhóm yếu tố thuộc về thông số hình học của dao cắt góc mài, góc nghiêng, bán kính mũi dao…
- Các yếu tố thuộc về vật liệu.
1.2. Đề tài nghiên cứu được sự ảnh hưởng của hai yếu tố là góc mài, tốc độ cắt đến Chi phí năng lượng riêng Nr và độ nhám bề mặt gia công Ra bằng các thí nghiệm đơn yếu tố cụ thể là:
- Ảnh hưởng của góc mài β đến chi phí năng lượng riêng Nr và độ nhám bề mặt gia công thể hiện qua phương trình toán học:
Nr = 24,37 – 0,79.β + 0,0083.β2 Ra = 26,64 – 0,93β + 0,0095β2
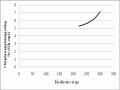
- Ảnh hưởng của tốc độ cắt v đến chi phí năng lượng riêng và độ nhám bề mặt gia công thể hiện qua phương trình toán học:
Nr = 17,52 – 0,11v + 0,00026v2 Ra = 27,72 – 0,165v – 0,00028v2
1.3. Bằng các thí nghiệm đa yếu tố, đề tài đã xác định được quy luật ảnh hưởng đồng thời của góc mài β, tốc độ cắt v đến chi phí năng lượng riêng Nr, độ nhám bề mặt gia công Ra:
- Chi phí năng lượng riêng
Y1 = 6,665-0,131X1-0,854X12-0,231X2+0,577X2X1-0,427X22
Nr =6,65-2,897.10-3.v-5,337.10-4.v2+1,44.10-3.v.β-2,63.10-2.β-4,27.β2
- Độ nhám bề mặt
Y2 = 4,601-0,577X1-0,861X12-0,066X2-0,099X2X1-0,304X22
Ra =4,6-1,48.10-2.v-5,3810-4.v2-2,475.10-4.v.β - 7,02.10-3.β -3,04.10-3.β2
Giá trị hợp lý của các thông số ảnh hưởng: β=60o; v=300 (v/p)
2. KHUYẾN NGHỊ
2.1. Cần tiếp tục nghiên cứu một cách tổng thể sự phụ thuộc của chi phí năng lượng riêng Nr và độ nhám bề mặt gia công Ra vào các yếu tố ảnh hưởng khác như: Vật liệu làm lưỡi dao và các thông số hình học của nó; Vật liệu và kích thước của chi tiết gia công; chế độ gia công... để có được kết quả toàn diện hơn.
2.2. Kết quả của đề tài có thể dùng làm tài liệu tham khảo cho các nghiên cứu tiếp theo.
TÀI LIỆU THAM KHẢO
Tiếng Việt
1. Bộ công nghiệp năm (2002), Chiến lược phát triển ngành cơ khí Việt nam đến năm 2010 tầm nhìn tới năm 2020.
2. Nguyễn Văn Bỉ (2004), "Về việc giải bài toán tối ưu trong công nghiệp rừng", Tạp chí Nông nghiệp và phát triển nông thôn 2/2004, pp. 266-268.
3. Đinh Minh Diệm (2003), Kỹ thuật cơ khí, Trường đại học kỹ thuật - Đại học Đà Nẵng, Đà Nẵng.
4. Trần Văn Địch (2008), Công nghệ chế tạo máy, Nxb khoa học kỹ thuật, Hà Nội.
5. Trần Văn Địch (2009), Nguyên lý cắt kim loại, Nxb Khoa học và kỹ thuật, Hà Nội.
6. Phạm Văn Khiêm(2011),Nghiên cứu ảnh hưởng của một số yếu tố chế đọ cắt đến chất lượng gia công trên máy phay FA3AU, Luận văn Thạc sỹ kỹ thuật, Trường Đại học Lâm nghiệp, Hà Nội.
7. Đỗ Thị Làn (2009), Nâng cao độ chính xác biên dạng bề mặt trụ khi phay trên trung tâm gia công VMC-85S, Luận văn Thạc sỹ kỹ thuật, Trường Đại học Kỹ thuật Công nghiệp Thái Nguyên, Thái Nguyên.
8. Phạm Văn Lang, Bạch Quốc Khang (1998), Cơ sở lý thuyết quy hoạch thực nghiệm và ứng dụng trong kỹ thuật nông nghiệp, Nxb Nông Nghiệp, Hà Nội.
9. Đặng Nguyệt Minh (2009), Nghiên cứu lựa chọn chế độ cắt tối ưu khi phay mặt phẳng bằng dao phay mặt đầu đối với gang cầu có bôi trơn tối thiểu, Luận văn Thạc sỹ kỹ thuật, Trường Đại học Kỹ thuật Công nghiệp Thái Nguyên, Thái Nguyên.
10. Ngô Đức Hạnh (2008), Nghiên cứu bằng thực nghiệm đặc tính rung động tự kích thích và ảnh hưởng của bước tiến dao đến sự tăng trưởng của nó trong quá trình cắt kim loại với sự trợ giúp của máy tính, Luận văn thạc sỹ kỹ thuật, Trường Đại học Kỹ thuật Công nghiệp Thái Nguyên, Thái Nguyên.
11. Đỗ Như Hoàng (2009), Ảnh hưởng bôi trơn làm nguội tối thiểu tới mòn dao và độ nhám bề mặt chi tiết khi phay phẳng thép 65G đã tôi bằng dao phay mặt đầu Cácbít, Luận văn Thạc sỹ kỹ thuật, Trường Đại học Kỹ thuật Công nghiệp Thái Nguyên, Thái Nguyên.
12. Bùi Đức Hùng (2009), Nghiên cứu ảnh hưởng của chế độ cắt,góc nghiêng của bề mặt gia công đến tuổi bền của dao phay đầu cầu phủ Tialn khi gia công khuôn thép R12MOV qua tôi, Luận văn Thạc sỹ kỹ thuật, Trường Đại học Kỹ thuật Công nghiệp Thái Nguyên, Thái Nguyên.
13. Phạm Đình Tân (2004), Nguyên lý cắt và dụng cụ cắt, Nxb Giáo dục, Hà Nội.
Tiếng Nga
14. Абрамов.Ф.Н,Коваленко.В.В,Любимов.В..Е(1983),Справочник по обрабoтке металлов резанием,Изд.Техника,Киев
15. Антонюк.B.C. Даценко. М. А. Усачев П. А (2009), Моделирование сил резания при контурном фрезеровании концевыми фрезами, Н .Т.У. УКРАИНЫ.
16. Аршинов.В.А,.Алексеев.А.Г(1976),Резание металлов и режуший инструмент,Изд.Машиностроение,Москва.
17. Баграмов.В.П,Колокатов.А.М (2000), Расчет режимов резания при фрезеровании, МГАУ, Москва.
18. Гнитько.А.H. Нечепаев .В. Г (2007), Эффективность применения устроиств Удаления стужки при фрезеровании закрытых профильных пазов, Труды О. П. У.
19. Кородецкий.И,Стребуляев.С.Н (2009),Исследование автоколебаний Динамической системы фрезерного станка с не линейным элементом, ННГУ.
20. Грановский.Г.И,Грановский.В.Г(1985), Резание металлов,изд.Высшая школа,Москва.
21. Гурин В Д (2004), Повышение надежности фрезернования сталей за счет диагностирования состояния инструмента по силовым диагнотическим признакам Диссертация К Т Н Москва
22. Гурин.В,Д (2011), Повышение эффективности фрезерования на станках с чпу путём комлексного диагнотирования состояния инструмента в реальном времени , МГТУ.
23. Жиляев Е В (2009), Влияние конструктивно-технологических факторов процесса фрезерования на качество обработки деталей низа обуви Диссертация К Т Н ГОУ ВПО ЮРГУЭС.
24. Кирилин.Ю.В(2006), Совершенствование несуших систем фрезерных станков Диссертация Д Т Н. Ульяновск.
25. Кирюшин.Д.Е(2007), Повышение производительности торцевогo фрезе- рования титановых сплавов за счёт применения высокоскоросного резания,CГТУ.
26. Ковалевский.А.В(2010),Фрезерование деталей из жаропрочных сплавов на никелевой основе. Омский ПТУ.
27. Лобанов.А.А (2006), Исследование процесса фрезерования закаленной стали Диссертация К Т Н .Москва.
28. Рудина.И.А. (2006), Повышение эффективности обработки плоских поверхностей деталей машин дисертацияК.Т.Н.ДонНТУ.
29. Оролов.А. Н (2005), Повышение виброустойчивости фрезерования на основе использованияторцовых фрез переменной жескости,. Диссертация.K.T.H.Тула.
30. Плавник С Л (2004), Повышение надежности процесов изготовления деталей фасоннымфрезерованием Диссертация К Т Н Санк- Петебург
31. Полякова Е В (2010), Технологические воможности повышения производительности и качества обработки плоских поверхностей деталей машин Диссертация К Т Н. Москва.
32. Резницкий Л М (1958), Механическая обработка закалённых сталей МАШГИЗ.
33. Розенберг.Ю.А.(1957),Влияние главного угла на плане на главную составляющую силу резания .Томский ПТУ.
34. Хасан Аль-Дабак (2011), Повышение качества обработки за счет разработки применения сверлильно-фрезерных патронов Автореферат диссертаций К Т Н. МОСКВА.