+ Ngoại dạng chủ quan
Nội dung mục chấm điểm | Điểm trừ | Ghi chú | |
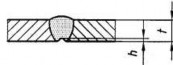
Bề mặt, chiều cao và cạnh mối hàn không đồng đều. | 2,0 |
Có thể bạn quan tâm!
-
 Sai Hỏng Thường Gặp Nguyên Nhân Và Biện Pháp Khắc Phục
Sai Hỏng Thường Gặp Nguyên Nhân Và Biện Pháp Khắc Phục -
 Làm Sạch Và Kiểm Tra Đường Hàn Thứ Nhất (Lớp Lót)
Làm Sạch Và Kiểm Tra Đường Hàn Thứ Nhất (Lớp Lót) -
 Thực hành hàn MIG MAG nâng cao - 13
Thực hành hàn MIG MAG nâng cao - 13
Xem toàn bộ 116 trang tài liệu này.
Ghi chú:
1. Khuyết tật: là khuyết tật ngắn mà tổng chiều dài của các khuyết tật không lớn hơn 25mm trong bất kỳ 100 mm chiều dài đường hàn hoặc bằng 25% đối với đường hàn có chiều dài nhỏ hơn 100 mm.
2. Lòm cuối đường hàn: là kích thước tính từ đáy của vết lòm đến bề mặt vật
hàn.
3. Rỗ khí đơn: là rỗ khí có thể có 1 hoặc nhiều lỗ khí mà trong đó khoảng các
giữa 2 lỗ khí nhỏ hơn đường kính của lỗ khí bé.
Tài liệu tham khảo
[1] Nguyễn Bá An - Sổ tay thợ hàn - Nhà xuất bản xây dựng 2000.
[2]. TS. Ngô Lê Thông. Hàn điện nóng chảy. Tập 1: Cơ sở lý thuyết. NXB Khoa học và Kỹ thuật, Hà Nội. 2007.
[3]. Ngô Lê Thông. Hàn điện nóng chảy. Tập 2: Công nghệ hàn. NXB Khoa học và Kỹ thuật, Hà Nội. 2007
[4]. Nguyễn Văn Thông. Vật liệu & Công nghệ hàn. NXB Khoa học và Kỹ thuật Hà Nội. 2004.
[5]. PGS.TS. Hoàng Tùng; PGS.TS. Nguyễn Thúc Hà; TS. Ngô Lê Thông và KS. Chu Văn Khang. Sổ tay thợ hàn: Công nghệ, thiết bị và định mức năng lượng, vật liệu hàn. NXB Khoa học và Kỹ thuật Hà Nội. 2007
[6]. AWS D1.1/D1.1M:2008
[7]. EN ISO 5817-2003
[8]. ESAB. Pipelines Welding Handbook. 1986