2. Nội dung bài học
![]()
![]()
![]()
Những trục lệch tâm dài khi tiện phải khoan các lỗ tâm tương ứng để định vị trên 2 đầu chi tiết, sau khi tiện đạt cấp chính xác 9÷7, độ nhám Ra = 10 ÷2,5
2.1. Phương pháp tiện trục lệch tâm gá trên hai mũi tâm
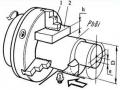
Trục lệch tâm dài (hình 7.8) được gá trên hai mũi tâm để tiện, những lỗ tâm trên hai mặt đầu theo hai trục 00 và 0'0' được khoan trên máy khoan theo dấu đã vạch. Sau đó phôi được gá trên trên lỗ tâm 0 để tiện đường kính D của trục, tiếp theo gá phôi lên hai mũi tâm theo lỗ tâm 0' để tiện cổ trục d.
![]()
![]()
Những trục lệch tâm dài khi tiện phải khoan các lỗ tâm tương ứng để định vị trên 2 đầu chi tiết, sau khi tiện đạt cấp chính xác 9÷7, độ nhám Ra = 10 ÷ 2,5 ![]()
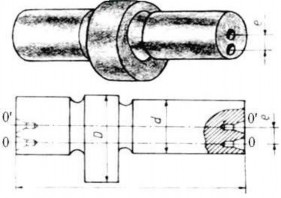
Hình 7.8 Trục lệch tâm
Trục lệch tâm có độ lệch tâm e lớn thường khi quay với vận tốc lớn dễ gây rung động, nên cần thiết phải lắp quả đối trọng trên mâm cặp tốc.
Ø12-0.1
n
15
20
S
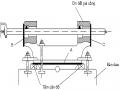
Hình 7.9 Sơ đồ gá đặt khi tiện trục lệch tâm gá trên hai mũi tâm
2.2 Phương pháp gia công các lỗ lệch tâm
Yêu cầu là các lỗ cách nhau một khoảng chính xác bằng khoảng lệch tâm và các đường tâm của các lỗ lệch tâm nằm trên một mặt phẳng đi qua đường tâm chính của chi tiết.
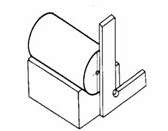
Hình 7.10 Vạch dấu vị trí lỗ tâm trên khối V
Để gia công chính xác các lỗ tâm lệch nhau một khoảng, thông thường gia công trên máy khoan tâm chuyên dùng (Khoan tâm hai đầu trong một lầm gá đặt)
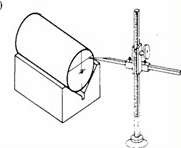
Trong điều kiện xưởng trường không có máy khoan tâm chuyên dùng, để gia công được các lỗ tâm lệch nhau người ta thường dùng phương pháp vạch dấu các vị trí lỗ tâm và khoan tâm trên máy khoan hoặc máy phay
Các vị trí lỗ tâm có thể dùng khối V và khối D để vạch dấu bằng mũi vạch sau đó rà gá trên máy khoan để khoan các lỗ tâm.
Hình 7.11 Khoan các lỗ lệch tâm
2.3. Chọn dao
Tiện chi tiết lệch tâm sau khi rà gá được đường lệch tâm về tâm trục chính của máy thì quá trình gia công như tiện chi tiết trụ, chú ý gá chiều dài dao cho phù hợp để không bị va các bộ phận khác vào chi tiết và tốc kẹp
2.4. Chọn chế độ cắt
Khi gia công lệch tâm chế độ cắt giống tiện trụ, tuy nhiên ban đầu khi gia công quá trình cắt thường rung động nên thường giảm chế độ cắt để giảm quá trình rung động
2.5. Định vị và kẹp chặt phôi
Chi tiết thường được định vị 5 bậc tự do và khi gia công phải kẹp chặt để tránh bị bung chi tiết trong quá trình gia công.
2.6. Trình tự thực hiện
2.6.1. Chuẩn bị: Chuẩn bị mâm cặp bốn chấu, đồng hồ so
2.6.2. Gá phôi và gá dao
Gá phôi trên hai mũi tâm và kẹp tốc, lưu ý kẹp tốc đủ lực để tránh bị trượt tốc trên phôi khi gia công
Gá dao cao ngang tâm máy và đảm bảo chiều dài dao khi gia công không bị va chạm các thiết bị khác như mâm cặp ổ gá dao, căn đệm....
2.6.3. Điều chỉnh và vận hành máy tiện
2.6.4. Trình tự các bước gia công
Bước 1: Tiện thô các đường kính cổ trục
Bước 2: Tiện thô các mặt đầu tại vị trí các cổ trục Bước 3: Tiện tinh các đường kính cổ trục
Bước 4: Tiện tinh các mặt đầu tại vị trí các cổ trục Bước 5: Kiểm tra, tháo phôi và nộp sản phẩm
2.7. Các dạng sai hỏng, nguyên nhân và cách phòng ngừa
Dạng sai hỏng | Nguyên nhân | Cách khắc phục | |
1 | Khoảng lệch tâm sai | -Lấy dấu hoặc khoan lỗ tâm sai không đúng vị trí | -Lấy dấu và khoan lỗ tâm chính xác đúng vị trí, đủ chặt |
2 | Sai kích thước đường kính, chiều dài | - Đo và cắt lát cắt cuối sai - Sử dụng du xích không chính xác | - Khử hết độ dơ của du xích Cắt thử và đo chính xác |
3 | Các má trục không vuông góc với đường tâm và không song song với nhau | - Dao bị đẩy trong quá trình cắt gọt | -Mài lại dao tiện mặt bậc đúng góc độ |
4 | Độ nhám không đạt | -Chế độ cắt không hợp lý - Rung động - Dao mòn, phoi bám | -Giảm lượng tiến dao và chiều sâu cắt - Lắp quả đối trọng - Mài sửa dao |
Có thể bạn quan tâm!
-
 Dạng Sai Hỏng, Nguyên Nhân Và Biện Pháp Khắc Phục
Dạng Sai Hỏng, Nguyên Nhân Và Biện Pháp Khắc Phục -
 Phương Pháp Tiện Bạc Lệch Tâm Khi Gá Phôi Trên Mâm Cặp
Phương Pháp Tiện Bạc Lệch Tâm Khi Gá Phôi Trên Mâm Cặp -
 Định Vị Và Kẹp Chặt Phôi Trên Mâm Cặp Để Tiện Trục Lệch Tâm
Định Vị Và Kẹp Chặt Phôi Trên Mâm Cặp Để Tiện Trục Lệch Tâm -
 Phương Tiện Dạy: Giáo Án, Đề Cương, Phấn Bảng, Máy Chiếu, Bản Vẽ, .
Phương Tiện Dạy: Giáo Án, Đề Cương, Phấn Bảng, Máy Chiếu, Bản Vẽ, . -
 Thực hành tiện nâng cao - 17
Thực hành tiện nâng cao - 17 -
 Thực hành tiện nâng cao - 18
Thực hành tiện nâng cao - 18
Xem toàn bộ 150 trang tài liệu này.
3. Tổ chức luyện tập kỹ năng
3.1. Yêu cầu luyện tập
a. Bản vẽ
b. Yêu cầu luyện tập: Gia công chi tiết từ phôi 42, đảm bảo các yêu cầu kỹ thuật của chi tiết trên hình vẽ
3.2. Trình tự thực hiện các bước gia công
TT
Trình tự
Sơ đồ
Yêu cầu kỹ thuật
1
Bước 1: Chuẩn bị phôi
Để thực hiện gia công cần khỏa mặt đầu và lấy
dấu tâm phôi sau đó khoan tâm trên máy khoan
2
Bước 2:
Gá dao và phôi
- Mũi dao phải ngang tâm chi tiết
- Phôi gá trên hai mũi tâm, phôi kẹp tốc
3
Bước 3:
Tiện mặt trụ 40
S
n = 600-900 v/ph; t = 0,5mm; S= 0,1mm/vòng
Tiện đạt 40 chiều dài L60
Bước 4: Tiện thô cổ trục 30.5 | S n = 300-600 v/ph; t = 0,5mm; S= 0,1mm/vòng | Kiểm tra lượng dư để lại cho bước tiện tinh | |
5 | Bước 5: Tiện thô cổ trục 30.5 còn lại | S n = 600-900 v/ph; t = 0,5mm; S = 0,05mm/vg | đo kiểm chính sác kích thước |
6 | Bước 6: Tiện tinh cổ trục 30 | S n = 600-900 v/ph; t = 0,5mm; S = 0,05mm/vg | Kiểm tra kích thước cổ trục đảm bảo trong vùng dung sai |
7 | Bước 7: Tiện tinh cổ trục 30 còn lại | S n = 600-900 v/ph; t = 0.5mm; S = 0,05mm/vg | Kiểm tra kích thước cổ trục đảm bảo trong vùng dung sai |
8 | Bước 8: Kiểm tra | Kiểm tra đường kính và chiều dài cổ trục theo yêu cầu bản vẽ |
4
4. Hướng dẫn tự học
a. Gia công bạc lệch tâm trên trục gá.
b. Phương pháp gia công chi tiết trụ dài có tỷ lệ: L/D >10 lần.
BÀI 08
BÀI TẬP TỔNG HỢP
Thời gian thực hiện: 12 tiết
Tên bài học trước: Tiện lệch tâm
Thực hiện từ ngày........ đến ngày ..........
Bài 8.1: Bài tập tổng hợp số 01
A. Phương tiện và trang thiết bị dạy học
1. Phương tiện dạy: Giáo án, đề cương, phấn bảng, máy chiếu, bản vẽ, ...
2. Thiết bị, dụng cụ và nguyên vật liệu
Tên và các thông số kỹ thuật của thiết bị, dụng cụ; nguyên, nhiên vật liệu tiêu hao | Đơn vị | SL | Ghi chú | Bổ sung | |
1 | Thiết bị, dụng cụ (cho 01 SV) | ||||
- Máy tiện vạn năng (Mâm cặp 4 chấu, chìa vặn) | Cái | 01 | |||
- Máy mài dụng cụ cắt (dùng chung) | Cái | 01 | |||
- Dụng cụ đo: thước cặp 1/50, thước lá | Bộ | 01 | |||
- Dụng cụ cắt: dao tiện ngoài đầu cong T15K6, dao tiện trụ trong. | Bộ | 01 | Dao cắt rãnh | ||
2 | Nguyên nhiên, vật liệu tiêu hao (cho 01 SV) | ||||
- Thép CT45, 60, L = 150 L45 | Cái | 01 | |||
- Dầu máy | Lít | ||||
- Dẻ lau | Kg | 0,2 | Hủy | ||
3 | Khác |
B. Thực hiện bài học
1. Mục tiêu bài học
Sau khi học xong bài này, SV có khả năng:
- Luyện tập kỹ năng rà gá và gia công trên mâm cặp bốn chấu.
- Tiện được hai chi tiết và lắp ghép theo yêu cầu của bản vẽ.
- Nghiêm túc, tự giác trong quá trình học tập, rèn luyện tác phong sản xuất công nghiệp. Đảm bảo an toàn lao động, vệ sinh môi trường.
2. Nội dung bài học
2.1. Phương pháp thiết kế quá trình công nghệ
Cần thực hiện theo các bước sau:
- Tìm hiểu tính năng sử dụng, điều kiện làm việc của chi tiết hay sản phẩm, tính ổn định của sản phẩm trong nhu cầu sử dụng.
- Nghiên cứu về yêu cầu kĩ thuật, kết cấu của chi tiết, sản phẩm.
- Xác định quy mô sản xuất và điều kiện sản xuất.
- Xác định thứ tự các nguyên công, cách gá đặt chi tiết, lập sơ đồ các nguyên
công.
- Chọn phôi và phương pháp chế tạo phôi.
- Chọn máy cho mỗi nguyên công.
- Xác định lượng dư và dung sai của các nguyên công, căn cứ vào đó để xác
định kích thước cần thiết của phôi.
- Xác định dụng cụ cắt và dụng cụ kiểm tra, thiết kế những dụng cụ đặc biệt.
- Xác định các thông số công nghệ (chế độ cắt...)
- Xác định các đồ gá, thiết kế những đồ gá cần thiết.
- Xác định bậc thợ.
- Định mức thời gian và năng suất, so sánh các phương án kinh tế
2.2. Một số bước thiết kế cơ bản
Bước 1: Kiểm tra tính công nghệ trong kết cấu chế tạo máy
Bước 2: Xác định lượng dư gia công, chọn phôi và phương pháp chế tạo phôi Bước 3: Xác định trình tự gia công hợp lý
Bước 4 : Thiết kế nguyên công
a. Chọn máy
b. Xác định chuẩn công nghệ, p. án gá đặt phôi và trang bị công nghệ
c. Xác định các thông số công nghệ
d. Định mức thời gian gia công
e. Xác định về lượng máy và công nhân Bước 5: So sánh các phương án công nghệ