E 430
65 | 450 | 20 | c | |
E 502 | 60 | 420 | 20 | a |
E 505 | 60 | 420 | 20 | a |
E 630 | 135 | 930 | 7 | d |
E 16 -8 -2 | 80 | 550 | 35 | Are not |
E7Cr | 60 | 420 | 20 | a |
Maybe you are interested!
-
 Low Carbon Steel Contact Welding Mode (Single Phase AC)
Low Carbon Steel Contact Welding Mode (Single Phase AC) -
 Practice Exercise 2: Welding “T” Corner Without Chamfer 2 Carbon Steel Plates Using Gmaw Welding Method At 3F Position (S=10Mm)
Practice Exercise 2: Welding “T” Corner Without Chamfer 2 Carbon Steel Plates Using Gmaw Welding Method At 3F Position (S=10Mm) -
 Practical Exercise No. 2: Butt Welding in Upside Down Position 4G with Chamfered Edge of Steel Plate with Thickness S= 10 mm.
Practical Exercise No. 2: Butt Welding in Upside Down Position 4G with Chamfered Edge of Steel Plate with Thickness S= 10 mm. -
 Basic manual arc welding Welding Profession - Lao Cai College - 19
Basic manual arc welding Welding Profession - Lao Cai College - 19 -
 Basic manual arc welding Welding Profession - Lao Cai College - 2
Basic manual arc welding Welding Profession - Lao Cai College - 2
Note :
- Heat 840 – 870 0 C, keep heat for 2 hours, cool with furnace 65 0 C /h to 600 0 C, cool with air.
- Heat 600 -620 0 C, keep heat for 1 hour. Cool with air.
- Heat 760 – 790 0 C, keep warm for 2 hours, cool with oven 55 0 C /h).
- Heat (1020 –1050 0 C /h), keep heat for 1 hour, cool with air to 20 0 C, keep heat for 4 hours, cool with air.
d. Flux-coated stainless steel welding rods - AWS
E XXX XX - XXX (1) (2) (3)
In there :
* E (Electrode): Electrode.
(1) – Consists of 3 digits: Indicates the chemical composition of the crystalline weld metal
(2) – One or more letters indicating a change in the basic chemical composition
copy
L : Low corban content
Lb : Add Cobalt element, reduce Carbon content M0 : Add Molybdenum element, reduce Carbon content
(3) Welding position indicator, flux type and welding current 15 : Flux containing limestone
16 : Medicines containing limestone or titanium, AC or DCEN (DC -) or DCEP (DC +) series
3.6.4 Symbols of low carbon steel welding rods according to Japanese standards (JIS).
DXXXX Example: D4313 (1) (2) (3) (4)
(1) Welding electrode only.
(2) The digit indicates the minimum tensile strength of the weld (KG/mm2).
(3) Welding position indication:
0- Welding in all positions. 1- Welding in all positions.
2- Flat and horizontal welding.
3- Welding all positions and special positions.
(4) type of coating.
1. Ilmente mixture.
2. Titanium oxide.
3. High titanium oxide mixture.
3.7 Method of preserving welding rods:
Good or bad storage of welding rods has a great influence on the quality of the weld. Store under the following conditions:
- Welding rods must be stored in a dry and well-ventilated warehouse. The temperature in the warehouse must not be less than 180 0 C.
- When storing welding rods, they must be placed high (not lower than 300mm), and must be kept more than 300mm away from the wall to prevent the welding rod from becoming damp and deformed.
- The welding rod storage must have heating equipment to dry the welding rod.
- If the welding rod is damp, it must be dried: Acidic welding rods should be dried at 150 0 C (from 1 to 2 hours), alkaline welding rods should be dried at 250 0 C (from 1 to 2 hours).
- Test welding of damp welding rods after drying. If you do not see any flux falling off in patches or any air holes on the weld, it proves that the welding rod is still of good quality for welding.
- When working outdoors overnight, you need to keep the welding rod well-kept to prevent it from getting damp and deteriorating.
4. Principle of arc welding:
a. In essence . Manual arc welding is one of the fusion welding methods that uses the energy of an electric arc to heat the metal at the place to be welded to a molten state. After crystallization, it will form a weld that connects the parts into a strong bond. The schematic diagram of the manual arc welding process is shown in Figure 15.1.10 .
During the welding process, all operations such as: creating the arc, moving the welding rod to maintain the arc length, oscillating to create the necessary width for the welder to perform by hand. That is why it has a very simple name: manual arc welding.
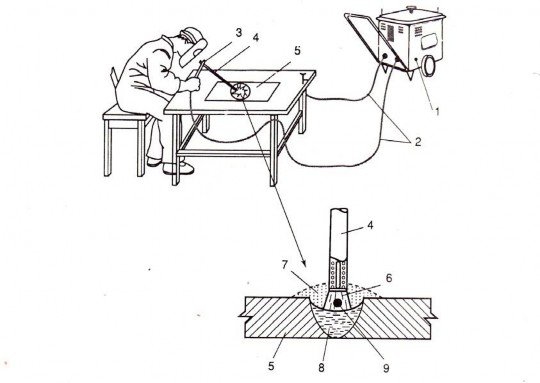
Figure 15.1.10. Principle of manual arc welding
1. Welding power source; 2. Welding cable; 3. Welding pliers; 4. Welding rod; 5. Welding details;
6. Welding arc; 7. Gas environment; 8. Welding pool; 9. Liquid metal droplet
b. Characteristics : Up to now, manual arc welding is still widely used in all countries, including those with developed industries, because of its flexibility, convenience and versatility. This method allows welds to be performed in any position in space. Manual arc welding equipment is easy to operate, repair, maintain and requires low investment. However, because all basic movements are performed manually, the welding quality and productivity depend entirely on the skill level and experience of the welder. If during the operation, the welder makes unreasonable movements, the welding rod tilt angle and arc length change... then the chemical composition, size and shape of the weld will be uneven, the possibility of welding defects increases, reducing the quality of the product. In addition, manual arc welding productivity is relatively low (due to the use of limited welding current) and the welder's working conditions are not good (directly affected by the environment of smoke, light and heat of the arc).
5. Basic welding joints:
5.1 Concept:
A welded joint is a structural part joined together by welding. A welded joint consists of the weld, the heat affected zone, and the base metal.
5.2 Classification:
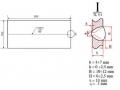
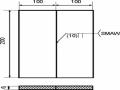
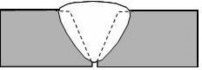
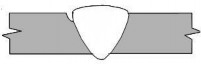
- Butt weld joint (Figure 15.1.11a)
Depending on the thickness of the welded part, the edge can be beveled (when the thickness S≤3 mm) or not beveled (when S≥4 mm). This type of connection is simple, easy to manufacture, saves metal... so it is commonly used in practice.
- Fillet weld (Figure 15.1.11b)
This type of connection is used quite widely when designing new structures.
Depending on the thickness of the welded part, the edges can be beveled or not beveled.
Figure 15.1.11 Basic types of welded joints
- T-joint (figure 15.1.11c):
Due to its high durability, especially for structures that bear static loads, this type of connection is quite commonly used in practice. Depending on the thickness of the part, the vertical edge can be chamfered or not.
- Overlap weld (Figure 15.1.11d)
Depending on the strength requirements of the structure, the gasket may not be needed or it may be used on one or both sides. Because this connection generally has low strength and consumes a lot of metal, it is rarely used in the design of new structures and is often used when repairing old structures.
6. Weld defects:
The existence of defects will directly affect the strength of the weld, leading to scrap welds. In some cases, defects are not detected early for replacement or repair, causing great economic and human life losses. However, these defects are caused by many reasons, including both objective and subjective human causes, welding equipment, welding mode, technological process or environmental impact. Therefore, the welder must choose the correct welding standards and strictly comply with technological regulations. When manual arc welding, weld defects often occur in the following forms:
6.1. Cracks:
Is one of the serious defects of the weld. During the use of the welded structure, if the weld has a crack, the crack will widen and cause the structure to fail. Based on the location of the crack, it can be divided into two types of cracks: internal cracks and external cracks, cracks can be generated right in the heat-affected area of the head:

External crack
Heat affected zone cracking |
Cracked inside |

- Reason:
+ Sulfur and phosphorus content in the weld metal or welding rod is too high.
+ The welding current is too large, the arc groove of the weld head is not filled, after cooling, shrinkage in the arc groove causes cracks.
+ The hardness of the welded material is large, plus the internal stress generated during welding is large, when cooling or heating too quickly will cause the weld to crack.
- Preventive measures:
+ Choose steel materials with low sulfur and phosphorus content, and choose welding rods with good crack resistance.
+ Select the correct welding sequence.
+ Reduce the cooling speed of the weld, when necessary, apply slow heating and cooling methods.
+ Choose appropriate welding current, can use multi-layer welding and pay attention to fill the arc groove.
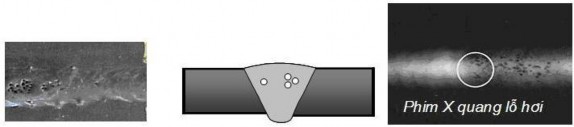
6.2. Steam holes:
Because there are many vapors dissolved in the molten metal, but the vapors do not escape before the molten zone solidifies, thus forming a vapor cavity.
- Reason:
+ The carbon content in the welding metal or in the welding rod steel core is too high, the oxygen dispersion capacity of the welding rod is too poor.
+ Using wet welding rods, water on the connector surface. Dirty oil, rust...
Due to the existence of steam leakage, the working surface of the weld is reduced, thereby reducing the strength and tightness of the weld.
- Preventive measures
+Use welding rods with low carbon content and oxygen displacing ability
strong.
+Before welding, the welding rod must be dried and the welding surface must be wiped clean.
+Short arc distance, not exceeding 4mm.
+After welding, do not knock off the welding slag immediately, you must extend the heat retention time.
for weld metal.
6.3. Welding slag contamination:
It is an impurity sandwiched in the weld, this impurity can exist in the weld, or can be on the weld surface.

|
- Reason:
+ The welding current is too small, not enough heat to provide the molten metal and slag to flow away, reducing fluidity.
+ The solder edge of the connector has dirt or the solder spot has not been thoroughly cleaned when tack soldering or when soldering multiple layers.
+ When welding, the angle and movement of the welding rod are not suitable for the molten zone, causing the metal to flow out and mix with the welding slag.
+ The weld is cooled too quickly, the welding slag is not fully released.
+ Welding slag affects the quality of the weld like steam holes.
It also reduces the strength of the weld and the tightness of the weld.
- Preventive measures:
+ Increase the welding current appropriately. When welding, it is necessary to shorten the arc and increase the arc dwell time, allowing the molten metal and slag to absorb sufficient heat.
+ Thoroughly clean the welding area.
+ Timely grasp the situation of the molten zone to adjust the welding rod angle and welding rod feeding method, avoid welding slag from mixing with the molten metal towards one side of the molten zone.
6.4. Insufficient welding:
As the most serious defect in welding, it leads to cracking and damage to the structure. In fact, it has been proven that most damaged structures are caused by poor welding fusion.
|
- Reason
+ Gaps, chamfers or connectors do not comply with specifications.
+ Welding current is too small or welding speed is too fast.
+ The welding rod angle or the way of inserting the welding rod is not reasonable
+ Large arc length.
- Preventive measures
During the welding process, avoid the above phenomena. If necessary, increase the gap between the connectors and put the gasket down below the welding connector.
6.5. Edge defects:
At the intersection between the weld metal and the weld there is a longitudinal groove, that groove is called a notch.
|
|

- Reason:
+ Large welding current, long arc.
+ Welding rod angle and welding rod insertion are incorrect.
+ Edge defect is one of the dangerous defects of welds. It reduces the thickness of the weld, when the structure is subjected to dynamic loads, cracks will occur.
- Preventive measures: Choose the correct welding current, master the way to insert the welding rod and the arc length when welding.
6.6. Blocking.
On the weld edge there is excess metal that does not mix with the weld metal, called lumping.
- Reason:
+ The welding rod melts too fast,
+ Long arc
- Preventive measures
+ Choose the most accurate welding mode based on the polarity of the current.
+ When welding almost all the welding rod, the flow rate is fast, so the arc distance must be shortened and the welding speed increased.