High molecular group: includes proteoses, which are complex products of protein hydrolysis such as albumose and globulose. This group plays an important role in creating and maintaining foam, while also enhancing the rich flavor of beer. However, if the content of this group is too high, it will reduce the durability of beer because it is the agent that causes turbidity.
Low molecular weight group : Includes amino acids and peptides. Peptides include oligopeptides (from 3÷9 amino acid units) and polypeptides (from 10÷100 amino acid units). In which, simple amino acid components can be absorbed by yeast and play a role in ensuring nitrogen nutrition for yeast, are agents involved in creating melanoidin, and exist in beer as a nutritional component. Peptides easily dissolve in sugar solution to form a stable solution and are one of the nutritional components of beer.
- Inorganic substances: Inorganic substances account for about 2÷3% of barley dry matter. Important components include:
+ Phosphate in the form of P 2 O 5 , accounts for about 35% of ash mass;
+ Silicate, in the form of SiO 2 , accounts for about 25% of the ash mass;
+ Potassium salt, in the form of K2O , accounts for about 20% of the ash mass.
Phosphate salts account for a high proportion of barley inorganic matter and are important for barley grain. During beer production, phosphate is released into the fermentation broth and is essential for the growth and fermentation activity of yeast.
Silicates are abundant in barley hulls, they can dissolve in the liquor in a colloidal form and are found on the beer lees in most cases of beer turbidity.
Many inorganic substances are important for beer fermentation by providing trace elements to yeast, for example zinc salts are essential for fermentation. The majority of inorganic substances in the fermentation broth come from barley. In 1 liter of typical beer fermentation broth (12% dry matter) there are about 1600 mg of inorganic substances, of which about 1200 mg are contributed by barley, the remainder being mainly water.
- Fat: Barley contains about 2% fat, mainly in the aleurone layer and the germ. Fat is almost completely removed with the malt residue. Some of it goes into the beer and has a very negative effect on the beer's properties because fat reduces the foaming ability of the beer.
- Polyphenol (or tannin): Polyphenol is mainly in the shell. Polyphenol combines with protein to form a complex that easily precipitates, increasing the stability of beer. When at high concentrations, they cause an unpleasant bitter taste. Barley with a thick shell is often rich in polyphenols. To remove polyphenol compounds from the shell, soak the grain in a slightly alkaline environment.
- Vitamins: Barley contains vitamins B1 , B2 , B6 , C, PP, provitamin A, E, pantothenic acid, biotin... During the process of preserving and processing raw materials, vitamins are significantly lost.
- Barley enzymes: Barley contains a rich amount of enzymes, of which the most important are enzymes that hydrolyze starch, hydrolyze protein, hydrolyze cell membrane constituents and colloids. However, the amount of enzymes available in barley is not much, these enzymes are mainly synthesized in large quantities during the germination process (malt production).
b) Production of barley malt
The principle of malt production is to create conditions for barley seeds to germinate. During germination, the seeds will synthesize new enzymes and release existing binding enzymes.
Among the enzymes and enzyme complexes in barley malt, the most important are:
- Starch hydrolyzing enzymes (amylases);
- Proteolytic enzymes;
- Enzyme that releases phosphoric acid (phitase).

Technological process of barley malt production: described in diagram 6.3.
Barley
Clean
Soak seeds

Incubate

Drying
Barley malt
Figure 6.3. Flowchart of barley malt production process
Process description: Barley seeds are cleaned to remove impurities such as trash, soil, rocks, foreign seeds, etc. Then, the seeds are moistened from 12÷15% to 44÷46% by soaking in water for 2 days. The purpose of soaking seeds is to activate germination. During the soaking process, the soaking water must be changed and the seeds must be spread out so that the seeds can absorb air while draining between soakings and air can be blown into the seeds while they are soaked in water. After soaking, germination is carried out by draining all the water from the seeds, allowing the seeds to germinate to a certain extent in humid, cool air conditions and occasionally stirring to prevent the roots from intertwining. Germination time is about 4÷5 days. During germination, biochemical processes take place inside the seeds, the most important of which is the synthesis of enzymes, thereby creating sugar and other soluble substances, and the development of cotyledons.
Under the husk, the roots develop from the end of the grain. When the enzyme synthesis and the preliminary decomposition of the grain structure reach the optimal level, the grain is dried at 85÷105 0 C, reducing the moisture content to 4÷5% in order to stop the germination process, to preserve, create aroma and color for the malt.
In barley-growing countries, malt production is carried out by large-scale factories and has become a satellite industry of the beer fermentation industry. The largest exporters of malt are currently Europe and Australia, followed by Canada and Türkiye. The largest importers of malt are South America, Africa and East Asia.
c) Types of malt used in beer production
Malt used as raw material in the beer production industry is divided into two types: yellow malt and black malt. Yellow malt is used to produce yellow beers, black malt is used to produce black beers. In addition, some special types of malt are also used as additives.
- Yellow malt: The outstanding characteristics of yellow malt are its bright yellow color, light sweetness and characteristic malt aroma (Figure 6.4). When producing yellow malt, it is necessary to create conditions to accumulate high enzyme activity, especially amylase, while the amino acid content is at a moderate level and the soluble protein content only needs to reach a sufficient level.
- Black malt: The outstanding characteristics of black malt are its dark color, rich aroma and sweetness (Figure 6.5). To produce black malt, during the incubation period, conditions must be created to accumulate a lot of amino acids and sugars; During the drying stage, it is carried out at high temperatures.


Figure 6.4. Yellow malt Figure 6.5. Black malt
- Caramel malt: It is used in the production of golden beer at a content of 2÷5% to give the beer a characteristic aroma and flavor, and for dark beer at 5÷10% to enhance the aroma, flavor and color of the product. Caramel malt is produced from dry malt or fresh malt dried at a temperature of 110÷170 0 C.
- Coffee malt: Coffee malt has a dark coffee color and a coffee-like aroma. It is used in beer production at a concentration of 2÷5% to enhance the color of the beer. Coffee malt is produced from dry malt or fresh malt dried at a temperature of 20÷225 0 C.
- Diastilin malt: This is a type of malt that contains high activity of the diastase enzyme group and is used as a supplement in cases where raw malt has poor saccharification ability or uses many alternative ingredients.
- Melanoid malt: Also known as melan, is a type of black malt with a very strong aroma, containing a lot of melanoids. It is used in the production of dark beer at a content of 10÷12% to make the product have a rich sweetness, characteristic flavor and improve the ability to create foam as well as keep foam for beer. This malt is made from barley with high protein content.
- Proteolin malt: This is a type of malt that contains about 2% lactic acid and is used in beer production at a content of 2.5% to increase the acidity of the wort, facilitating the hydrolysis process.
d) Quality indicators of beer malt
- In terms of appearance: Malt has a bright yellow or dark black color (depending on the type), shiny shell. Has a characteristic smell for each type of malt, no strange taste such as rotten, sour, moldy. Yellow malt has a fragrant smell and a light sweet taste of dried rice. Dark malts are sweet, with the aroma of burnt grains. No impurities, the maximum rate of broken grains is 0.5%, the maximum rate of diseased grains is 1%, the maximum rate of ungerminated grains is 5%.
- Physical properties: Bulk density: 500÷600g/l; absolute dry weight: 28÷38g/1000 seeds (by weight with moisture); seed size: width > 2.5mm; Germ length from 2/3÷3/4 seed length.
- Chemical indicators: Including indicators such as: chemical composition, extraction rate, saccharification time...
+ Chemical composition: barley malt contains substances similar to the chemical composition of barley grain, the only difference is that barley malt contains more sugar and soluble protein. The average chemical composition of barley malt is presented in Table 6.1.
Table 6.1. Average chemical composition of barley malt
Target
Content | Target | Content | |
Humidity | W ≤ 4.5% | Fat | 2÷3% |
Starch | 60÷65% | Minerals | 2.5÷3% |
Cellulose | 4÷6% | Soluble protein | 3% |
Sucrose | 3÷5% | Protein | 7÷9% |
Reducing sugar | 2÷4% |
Maybe you are interested!
-

 Food fermentation technology Part 1 - College of Food and Food Technology - 19
Food fermentation technology Part 1 - College of Food and Food Technology - 19 -
 Food safety and commodities Restaurant Management - Dalat College of Technology - 2
Food safety and commodities Restaurant Management - Dalat College of Technology - 2 -
 Food Processing Department Operations Management - Vung Tau Tourism College - 6
Food Processing Department Operations Management - Vung Tau Tourism College - 6 -
 Food processing - restaurant operations - 2
Food processing - restaurant operations - 2 -
 Street Food Exploitation Solutions To Attract International Tourists To Ho Chi Minh City
Street Food Exploitation Solutions To Attract International Tourists To Ho Chi Minh City
+ Extraction rate of barley malt is about 75÷82%;
+ Saccharification time: yellow malt 10÷20 minutes at 70 0 C, black malt 20÷30 minutes/70 0 C;
+ pH of malt solution 5.5÷6.5;
+ Malt must contain hydrolytic enzyme systems such as amylase, protease, phytase, cytase...
1.2.2. Hops
Hops are the second basic ingredient in beer production. They have been known and used since 3000 BC.


Figure 6.6. Hop flowers
Hops are perennial, monoecious, with slender stems, about 2-5m tall. For beer production, only unpollinated female flowers are used. If the flowers are pollinated, their technological value is reduced. Therefore, it is necessary to immediately remove male plants in the hop garden.
Hops grow well in Central Europe and North America. Hops grown in Czechoslovakia are of world-class quality. Hop yield can reach 7000kg fresh flowers/ha, average 5000÷6000kg/ha (1000÷1200 kg dried flowers/ha).
a) The role of hops in beer production technology
Hops are used in beer production for the following purposes:
- Imparts aroma and bitterness to beer;
- Increases the ability to create and retain foam for beer;
- Increase the sterilization ability of beer.
Because of such extremely important features, hops are an irreplaceable ingredient in beer production technology.
b) Chemical composition
The chemical composition of hops depends on the variety and growing conditions. The chemical composition of hops includes: bitter substances, polyphenols, proteins, cellulose, flower essential oils, minerals... The average chemical composition of hops is presented in Table 6.2.
Table 6.2. Average chemical composition of hops
Target
Content | Target | Content | |
Water | 11÷ 13% | Cellulose | 12÷14% |
Bitter | 15÷21% | Minerals | 5÷8% |
Polyphenol | 2.5÷6% | Flower essential oil | 0.3÷3% |
Protein | 15÷21.5% | Other substances | 26÷28% |
The most valuable substance for beer is bitterness, followed by floral essential oils and polyphenols.
- Bitter substances: Bitter substances have an irreplaceable flavor value for beer. In addition, bitter substances also participate in creating and maintaining beer foam. Bitter substances in flowers have the ability to inhibit Gram-positive bacteria well, thereby contributing to the antibacterial properties of the product. Bitter substances can be transformed under the influence of light into isomers, which often show the taste of beer that has been stored for too long. Bitter substances in hops include many compounds, divided into two main groups: soft resins and hard resins. Soft resins are the bitter substances that dissolve in hexane, which is an important part in beer production. Soft resins include α- bitter acids and -bitter acids and their isomers. Hard resins are the bitter substances that do not dissolve in hexane, which are of little significance in beer production. When stored for a long time in unsuitable conditions, the soft resin in flowers decreases and the hard resin increases.
+ Bitter α-acids and isomers: This is the most valuable component in hop bitterness, providing bitterness to beer. The bitter α-acids group includes humulone, cohumulone, adhumulone, respectively. They have the same basic molecular formula, differing only in the –R group (Figure 6.7).

Figure 6.7. Structure of bitter acids
1. α-bitter acid; 2. β -bitter acid
R= CH 2 CH(CH 2 ) 2 (humulone and lupulone) CH 2 CH(CH 2 ) 2 (cohumulone and colupulone) CH(CH 3 )CH 2 CH 3 (adhumulone and adlupulone)
Although they do not have a carboxyl group, these substances can still form many types of salts, so they are called acids. The solubility of bitter α-acids in water is
about 500mg/l, less in the wort and almost negligible in the beer. During the hop boiling process, bitter α-acids do not dissolve directly in the wort but are converted into isomers with better solubility and higher bitterness, this process is called isomerization. The isomerization products are bitter iso-α-acids, including isohumulone, isocohumulone, etc. Isomerization determines the efficiency of bitter extraction and the nuance of bitterness. The isomerization process of bitter α-acids is shown in Figure 6.8.
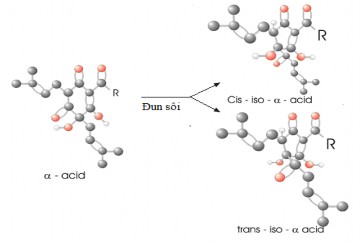
Figure 6.8. α-acid isomerization process
+ Bitter -acid group : Includes lupulone, colupulone, adlupulone. Similar to α-bitter acids, bitter -acids have the same basic molecular formula, differing only in the -R group. Bitter -acids are insoluble. Bitter -acids do not change much during the wort boiling process. They contribute very little to the bitterness of the finished beer, unless they are oxidized to hupulone during storage. In this case, they will contribute to the bitterness.
- Flower oil: Flower oil is a light yellow transparent liquid with a strong aroma. Flower oil in beer with a small (appropriate) content will give a characteristic pleasant aroma. Hop oil consists of about 200 constituents, mainly terpenes, alcohols, ketones, aldehydes, esters and organic acids. It can be divided into groups:
+ Hydrocarbon group, accounting for about 75%;
+ Oxygen-containing compounds, accounting for 25%;
+ A small amount of sulfur-containing compounds.
Among the hydrocarbons, myrcene accounts for 60% of the total floral oil, is volatile and easily oxidized, and has a strong, unpleasant odor. -caryophyllene (about 15%), -farnesene and humulene (0÷40%) are the components with pleasant aromas.
- Polyphenol: Polyphenol accounts for about 2÷5% of dry matter, mainly in the stem and core of the flower. The most important role of polyphenol is to bind with proteins or high molecular polypeptides to form precipitates. These precipitates will be removed during the sedimentation and filtration stages, thereby increasing the physical and chemical stability of beer. Polyphenol also participates in flavoring, antibacterial, creating and maintaining beer foam. However, when oxidized or reacting with iron salts, it will form dark complexes that spoil the color of beer. When present in large quantities, polyphenol also participates in agglutination reactions that cause beer to be cloudy. Houblon polyphenols mainly include tannins, flavonols, catechins and anthocyanidin compounds. Of which anthocyanidin accounts for up to 80%. Houblon polyphenols have a higher condensation capacity and activity than barley malt.
c) Types of hop uses
Using whole flowers in beer production has the advantage of preserving quality, but the disadvantage is that it is difficult to preserve, takes up a lot of volume and is not very effective. To overcome the above disadvantages, in beer production techniques, using flower extracts has many advantages such as: easy to stabilize the bitterness of beer, almost unlimited storage time,

The bitterness is higher than that of the whole flower, the transportation and storage costs are reduced, no need to use flower residue separator, and it is easy to be automatically loaded into the flower boiler.
In our country, hops are imported from Germany, Czechoslovakia, and Australia. The two popular flower products are flower balls and flower extracts.
* Garden: Garden is a form of
Very convenient to preserve, made from dried flowers. Requirements for flower balls: able to form sediment quickly when boiled with sugar solution, make sugar solution clear, distinct aroma, has a mild bitter taste. Currently
Figure 6.9. Uses of hops
(A): Whole hops (B): Hops in cake form (C): Hops in pellet form
Today there are the following forms of hop pellets: 90-volume pellets, enriched pellets, and isomerized pellets.
- 90 pellets: From 100kg of dried flowers, 90kg of flower pellets are produced, containing all the important components of hops. The production method of 90 flower pellets is as follows: Fresh flowers are dried in hot air at 40÷50 0 C until reaching a moisture content of 7÷9%, ground into powder with a particle size of 1÷5mm, mixed well and compressed into pellets. During the pellet making process, control the temperature to not exceed 50 0 C. Then cool with cold air at 10÷20 o C, and pack with a gas mixture of N 2 - CO 2 .
- Pellet 45 (pellet rich in lupuline): From 100kg of dried flowers, 45kg of high-quality flower pellets are produced.
45. This product contains 6÷18% bitter α acid, the amount of impurities is reduced by half. The production method of 45 flower pellets is as follows: the dried raw flowers are ground by a specialized machine and a sieve to obtain a fine powder (<0.3mm) rich in lupuline particles. The powder is then pressed into pellets and packaged. There is currently an increasing trend of using 45 pellets, due to the reduction of flower residue after boiling the flowers and limiting polyphenols in the pellets. The enriched hop pellets have a bitterness 10% higher than that of the whole flowers, mainly due to rapid dispersion in the flower boiling pot, increasing the total surface area, leading to increased extraction and isomerization.
Pellets are susceptible to deterioration by oxygen and moisture, so airtight and moisture-proof bags must be used. Four-layer polyethylene bags with a metallic aluminum layer are commonly used. To achieve an oxygen content of less than 0.5% by volume, the bags are filled with inert gas. Bags are packed by the weight of pellets/bag or by the amount of α-acid/bag.
- Isomerized pellets: Products in which the bitter α-acids have been isomerized. Isomerized hop pellets are produced in the same way as regular hop pellets, but before being compressed into pellets, 2% magnesium oxide (MgO) is added to the ground flower powder. MgO helps catalyze the isomerization of bitter α-acids. After being compressed into pellets, the pellets are packaged in
Airtight, moisture-proof bags with an inert gas or vacuum packaging, placed in a room with a temperature of 50 o C for 14 days to allow the bitter α-acid to isomerize (Figure 6.10). Over 99% of the bitter α-acid is isomerized under these conditions.
The isomer form has advantages over the regular pellet form because it does not require long boiling to create isomerization, increases the α-acid content, shortens the boiling time, reduces costs, and creates less hot residue; Isomerized pellets do not need to be refrigerated.
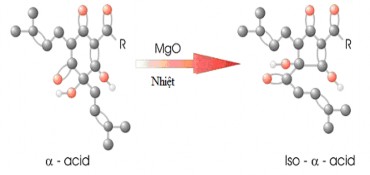
Figure 6.10. Isomerization of α-acid to iso-α-acid under the influence of MgO and heat
* Extractive preparations: Currently, people use solvents such as hexane, methanol, ethanol, trichloroethylene, supercritical CO2 ... to extract bitter substances in hops. The most popular solvents are supercritical CO2 or ethanol. These two solvents are capable of completely dissolving resins and essential oils. Of which , supercritical CO2 extraction is being applied more and more widely.
1.2.3. Water
a) The role of water in beer production
Water accounts for 92÷94% of beer and plays an important role in beer quality. Water has many functions such as being the main ingredient in beer, being the environment for the saccharification and fermentation processes, used to treat yeast, supply boilers, supply heat exchange equipment, clean beer equipment and containers, clean factories, and supply for daily life.
To produce 1 liter of beer, it takes 4.5÷12 liters of water, on average 6 liters. Water costs account for an important position in the total cost of beer production. Therefore, water is the top factor in choosing the location of the factory, water costs account for an important position in the total cost of production.
b) Water quality requirements for beer production
- Water will go into the finished product: including water for the stages: cooking, washing residue, mixing additives... required to meet drinking water standards, not contain pathogens and toxic substances, pH is in the range of 6.5 ÷ 8.5.
- Yeast washing water, yeast culture, yeast dilution... must meet drinking water standards and be free of microorganisms.
- Boiler feed water: Soft water, with total hardness of zero to prevent scaling which reduces heat transfer coefficient.
c) Water treatment
Water treatment consists of three main components: clarification, soluble matter removal and microbial removal. A water treatment process is usually a combination of the following processes:
- Air saturation: Creates conditions for oxygen to penetrate into the water to oxidize odor-causing substances, colors, some inorganic substances, etc. At the same time, creates conditions for odor-causing substances to escape.