down to approximately 1%. In the butter kneading unit 7, the water and salt content of the butter can be adjusted. The testing unit 8 allows determining the humidity, salt content, temperature and density of the butter before the finished butter is sent for packaging.
Cream
8
7
Maybe you are interested!
-

 Food fermentation technology Part 2 - Food College - 11
Food fermentation technology Part 2 - Food College - 11 -
 Food fermentation technology Part 1 - College of Food and Food Technology - 19
Food fermentation technology Part 1 - College of Food and Food Technology - 19 -
 Working Principle of Air Cooling System
Working Principle of Air Cooling System -
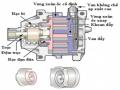 Working Principle of Variable Displacement Compressor
Working Principle of Variable Displacement Compressor -
 Function, Mode and Working Principle of the Meter:
Function, Mode and Working Principle of the Meter:
6
5
Buttermilk
Finished butter
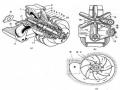
Figure 5.35. Working principle diagram of continuous butter making equipment
1. Mixing cylinder; 2. Separator (first processing compartment); 3. Avocado seed press; 4. Second processing compartment;
5. Spraying unit; 6. Vacuum exhaust unit; 7. Final mixing unit; 8. Inspection unit
* Packaging and storage
Product packaging is done on an automatic working equipment system. Butter is usually shaped into rectangular blocks with a weight of 250g or 500g.
The most suitable packaging is aluminum foil or plastic boxes because they prevent light, moisture and minimize the loss of flavor components in butter. Butter products packaged in aluminum foil or plastic boxes are then placed in cartons and immediately stored in cold storage, at a temperature not exceeding -4÷-6 0 C.
6.3.2. Technological process for producing unfermented butter
The technological process diagram for producing unfermented butter is similar to that for fermented butter products but is simpler, without the inoculation and fermentation stages.
Thus, the cream raw material after pasteurization will be subjected to cold heat treatment to create some fat crystals and achieve the appropriate ratio between liquid fat and crystalline fat. Then, the mixture is fed into a continuously operating equipment system to create butter granules and process the finished butter.
6.4. Evaluation of avocado quality
People evaluate the quality of avocado based on sensory, physical-chemical and microbiological criteria.
6.4.1. Sensory indicators
The most common sensory criteria are the color, smell and taste of butter. In addition, people also evaluate the sensory structure of the product (hardness, elasticity, etc.) by spreading butter on the cake and observing.
6.4.2. Physical and chemical indicators
The physical and chemical indicators commonly used to evaluate butter quality are: fat content, moisture content, non-fat solids content, salt content, acidity, etc.
Depending on the regulations of each country and each production facility, the physical and chemical indicators can fluctuate in different ranges. Normally, the maximum moisture content in butter is 18%, the minimum fat content is 80÷82%. In addition, butter also contains NaCl salt, protein, fat-soluble vitamins such as A, D, ...
6.4.3. Microbiological indicators
Microbiological criteria include basic criteria such as total bacteria, yeasts and filamentous fungi. In the group of pathogenic microorganisms, people are interested in Salmonella and Listeria . They must not be present in the finished avocado seed.
Butter is usually stored at 5 0 C. The storage time can be several months. According to Vierling (1999), people can use temperatures lower than -15 0 C to further extend the storage time of butter.
During the storage of butter, some changes may occur. The most important is the oxidation of fat, which creates peroxide compounds that cause unpleasant odors and reduce the nutritional value of butter. Some peroxides are toxic to consumers. To limit these changes, butter must be stored in sealed packaging at low temperatures.
REVIEW QUESTIONS
1. State the role of the chemical components of cow's milk in the structure of milk and fermented milk products.
2. Describe the structure of super micelles and milk micelles.
3. What is the basis for the coagulation of milk casein? Describe the stages of casein coagulation using enzyme agents.
4. Analyze the factors affecting the casein coagulation process.
5. Describe in general the microorganisms in cow's milk and state the role of microorganisms in milk fermentation.
6. Distinguish the basic differences between traditional yoghurt, stirred yoghurt, and drinking yoghurt. Analyze the technological conditions of the basic stages in yoghurt production.
7. What requirements must the raw materials for kefir production meet? Describe the process and analyze the technological conditions of the stages in the kefir production process.
8. What are the raw materials used to make cheese? What role do they play in cheese production? Distinguish the basic difference between unripened cheese and ripened cheese.
9. Describe the technological processes for producing Carmembert cheese, Bleu des Causses cheese, Cheddar cheese, and melted cheese.
10. List methods to limit the growth of microorganisms that are harmful to the quality of cheese.
11. What are the basic biochemical processes that usually occur in cheese production? Briefly describe these changes.
12. Describe the process and analyze the technological conditions of the stages in the butter production process.
REFERENCES
[1]. Kieu Huu Anh (2010), Food microbiology textbook , Vietnam Education Publishing House.
[1]. Le Van Viet Man (2004), Technology for manufacturing dairy products and beverages
- Volume 1 , Ho Chi Minh City National University Publishing House.
[2]. Le Van Viet Man (editor-in-chief), Lai Quoc Dat, Nguyen Thi Hien, Ton Nu Nguyet Minh, Tran Thi Thu Tra (2010), Food processing technology, Ho Chi Minh City National University Publishing House.
[3]. Lam Xuan Thanh (2008), Textbook of dairy products technology , Science and Technology Publishing House
[4]. Gosta Bylund MS (1995), Dairy Processing Handbook , Tetra Pak processing systems AB, publisher, Lund.
[5]. HD Belitz. W. Grosch P. Schieberle, (2009), Food chemistry , Springer; 4th ed. Edition.
[6]. TCVN 7030: 2002, Yogurt, Technical regulations.
Chapter 6. TECHNOLOGY OF PRODUCING FERMENTED BEVERAGES
Fermented drinks are drinks produced by fermentation technology from microorganisms. Currently, there are many beverage products produced by fermentation technology, typically beer and alcohol (wine, whiskey, cognac, rum...). Ethanol is not used directly as a beverage but is added to some beverage products to increase the ethanol content in the product.
Fermented beverage products are produced based on the principle of sugar fermentation to create ethanol and CO2 under the action of yeast. Yeast used in the production of fermented beverages includes species of the genus Saccharomyces . Depending on the nature and requirements of the product, top-fermenting or bottom-fermenting yeast strains can be used. Normally, to produce yellow beers in our country today and to produce wine, bottom-fermenting yeast strains are used, while in ethanol production, top-fermenting yeast strains are used.
The general technology of producing fermented beverage products includes the following steps: preparing fermentation liquid, preparing yeast, conducting fermentation and completing the product. Particularly for ethanol production technology, there is also a distillation and purification step to obtain high concentration ethanol.
In this chapter, the technology of producing beer, ethanol and grape wine are introduced, which are typical fermented beverage products.
1. BEER PRODUCTION TECHNOLOGY
1.1. General introduction to beer
The word beer comes from the Latin "bibere" meaning to drink. The medieval churches brewed beer and popularized the name throughout Europe. The Old German word was "baere", which corresponds to the contemporary English "beer".
Beer is a long-standing beverage with high nutritional value and low ethanol content, delicious taste and nutritious. Drinking beer in the right amount is not only good for health, delicious food, easy to digest but also reduces fatigue after hard working days. Beer has the effect of quenching thirst, in addition it also contains
Vitamin B1 , B2 , PP and many amino acids necessary for the body. The energy obtained when using 0.5 liters of beer is equivalent to eating 100g of bread, 300ml of 120V wine , 300g of potatoes. One liter of beer gives the user about 400÷500kcal. Beer
made from germinated barley, alternative ingredients (rice, corn, etc.), hops, water and yeast. The aroma and taste of beer come from compounds extracted from the ingredients, from the fermentation process of sugar wort to produce alcohol, CO2 and other fermentation products. Thanks to these advantages, beer is used in almost all countries in the world and its production is increasing.
According to the traces of archaeologists, the beer production process was found and proven 5-7 thousand years ago. It was not until 1857 that the French scientist Louis Pasteur created a major turning point for the beer production technology industry, when he discovered "Yeast - microorganisms whose activities made the beer fermentation process". At the end of the 19th century, some German and Russian scientists proved that yeast creates enzymes and these enzymes have the ability to convert sugar into alcohol and CO2 , which are the most important components of beer.
Beer production in the world and Vietnam is constantly developing, however.
However, Vietnam's beer output is still very modest compared to the beer output of countries with developed beer production industries, such as the US, Czechoslovakia, Germany, etc. Our country's beer consumption is also very low, about 17 liters/person/year, while Czechoslovakia's is 154 liters/person/year, Germany's is 147 liters/person/year...
The beer industry in our country has only developed rapidly since 1990, but from 1993 to 1995, the output doubled. According to the Ministry of Industry, the country currently has over 300 beer production facilities with a designed capacity of 1.7 billion liters/year. Large breweries in our country include Vietnam Beer, Saigon Beer, Hanoi Beer, Huda Beer, etc. There are breweries of different sizes in all localities. Beer output in 2003 reached about 1 billion liters. The growth rate of the beer industry is forecasted to be quite high, about 15%/year.
In general, beer production includes the following stages:
- Grinding and crushing raw materials;
- Cooking or hydrolyzing raw materials;
- Boil the resulting syrup with hops or products made from hops;
- Settle and cool the boiled solution;
- Ferment the cooled solution with yeast;
- Clarify, add carbon dioxide (CO 2 ), pour into packaging, sterilize.
1.2. Raw materials for beer production
Raw materials for beer production include three basic types: barley malt, hops, and water. In addition, we must also mention alternative materials to barley malt such as sugar syrups and ungerminated grains (rice, corn, wheat, etc.).
1.2.1. Barley malt
Malt is a grass seed germinated under artificially determined temperature and humidity conditions. It is a product rich in nutrients: containing 16÷18% of low molecular weight soluble substances (mainly simple sugars), low-level dextrins, amino acids, minerals, vitamin groups and especially has a rich enzyme system (mainly protease and amylase).
Barley malt is used to make many high quality foods such as nutritional powder for children, mixed drinks for the elderly and pregnant women... but perhaps the greatest use of barley malt is to produce drinks with low ethanol concentration, especially beer.
There are two types of barley malt: golden malt and black malt. There are also some types of malt used as additives in beer production such as: caramel malt, coffee malt...
Barley malt is used in beer production for two purposes, as a saccharifying agent and as an ingredient. Barley malt is mainly used in beer production because:
- Barley is easy to control the germination process;
- Barley provides a balanced enzyme ratio suitable for beer production technology;
- Barley hulls are tough so they are less crushed and create a very porous filter aid layer;
- Barley malt gives beer a more distinctive flavor than other types of malt;
- In some countries, barley is easier to grow than other types of barley.
other.
a) Structure and chemical composition of barley grains
* Structure of barley grain: Basically, barley grain is special like other grains in the wheat family, consisting of four main parts: the shell, the aleurone layer, the endosperm and the embryo.
- Hull: Most barley grains are covered with a husk. A very few barley varieties are hullless, and these are not used in the beer industry.
In double-row barley, the husk is quite thin and soft, accounting for about 7÷8% of the dry matter mass of the grain, while in multi-row barley, the husk is thicker and coarser, and can account for up to 11%. The smaller the grain size, the higher the proportion.
the larger the shell/seed.
Chemical composition of rice husk
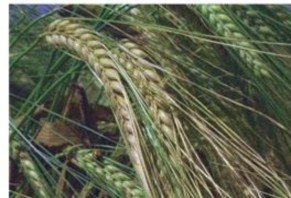
Figure 6.1. 2-row barley ears
mainly cellulose and hemicellulose, which contain some substances that have a negative effect on beer quality, such as polyphenols, bitter substances and testinic acid. The husk accounts for the majority of the hull volume.
Under the husk is the fruit shell, which is made up of about three layers of cells arranged in a way that creates high mechanical strength and toughness. Next is the seed coat, which consists of only about two layers of cells that act as a semi-permeable membrane. Water can penetrate inside, but solutes cannot penetrate outside this membrane. The fruit shell and seed coat are tightly bound together and can be easily separated from the husk.
- Aleurone layer: In double-row barley, the aleurone layer consists of two layers of prism-shaped cells with thick walls, while in multi-row barley, the number of cell layers is greater. The cells that make up the aleurone are rich in protein, fat, sugar, vitamins and minerals. This layer is an important starting point for the synthesis of endosperm-degrading enzymes during malt production.
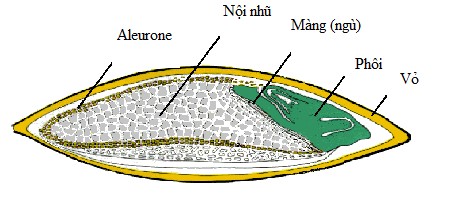
Figure 6.2. Cross section of barley grain
- Endosperm: The endosperm is the largest and most valuable part of the barley grain and is where the barley grain's nutrients are stored, mainly starch, protein, some fat, minerals and simple sugars. The endosperm consists of large, elongated cells with thin walls filled with large and small starch granules. The starch granules are held inside a protein network. The walls of the endosperm cells are made of hemicellulose. Hemicellulose is mainly composed of β-glucan. The protein network and β-glucan of the cell wall can be broken down during the germination period to make malt.
Once the cell wall and protein network have been degraded, amylolytic enzymes can break down the starch granules during the brewing process. Once the endosperm has been degraded, the protein network has been broken down, and the starch granules are free, and enzymes can then attack the starch.
- Embryo: The mass of the embryo only accounts for about 2.5÷5% of the seed mass. The embryo is located at the bottom, near the base of the seed, including the leaf embryo, the root embryo and between them is the stem embryo. The embryo is the part of the seed that will develop into a plant when the seed germinates. When the seed germinates, the embryo will release hormones, these hormones will cause the aleurone cells to produce enzymes that decompose the endosperm. The separation between the embryo and the endosperm is the coelom. The coelom is a semi-permeable membrane, allowing only soluble substances from the endosperm to pass through to the embryo and water into the endosperm to hydrolyze the reserve substances contained therein during the germination process. For beer production technology, the role of the seed embryo is an activation station and an enzyme factory. Thanks to the activity of the embryo, barley grains can be converted into barley malt - a direct raw material that is both a source of substrate reserves and a storehouse of enzymes necessary for the beer production process.
* Chemical composition of barley: The chemical composition of barley depends on the barley variety, cultivation, harvesting and storage conditions. The selection of barley for beer production must first be based on chemical composition indicators. The chemical composition of barley includes: water, glucid compounds, nitrogen compounds and inorganic substances.
- Water: Water content is important for the transportation, storage and valuation of grain. High moisture content will promote respiration and self-heating, creating conditions for microorganisms to grow, causing loss of dry matter, reducing quality and quickly damaging the grain mass. Barley for storage must have a moisture content of ≤ 13%.
- Glucid compounds: Glucid is the largest mass group in barley seeds, which can be divided into groups: sugar, starch, cellulose and hemicellulose.
+ Sugar: Simple sugars in barley include glucose and fructose, with a total mass of about 0.3÷0.4%, and the main double sugar is sucrose, with a mass of about 1.8% compared to the dry mass of the grain. Although simple sugars are few, they play a role as initial nutrients for the embryo when it begins to germinate.
+ Starch: Starch accounts for about 50÷63% of the dry matter of barley grains, acting as a reserve source of nutrients for the germ and a reserve source of soluble substances for beer fermentation. Starch is distributed mostly in the endosperm, a small part in the embryo. Starch granules are made up of two compounds: amylose (about 20÷25%) and amylopectin (75÷80%).
Amylose: Amylose molecular chain consists of about 200÷400 glucose units, linked
-1,4 glycosides follow a linear chain. One end of the chain is the non-reducing end, the other end is the reducing end (due to the aldehyde group). When exposed to iodine solution, iodine molecules are absorbed into the spiral to form a blue complex. When the spiral structure is broken, the color reaction is no longer present. Amylose exists in crystalline form, easily soluble in hot water to form an unstable solution with a fairly low viscosity. When catalyzed by amylase, amylose is easily broken down into maltose and glucose.
Amylopectin: Amylopectin molecules are made up of glucose units arranged in a main axis, on which there are many branches, each branch has about 15÷30 glucose units. The number of glucose units can be up to 6000. At the branch points, glucose units are linked together via α-1,6 glycoside bonds, while all other points are α-1,4 bonds.
Glycoside. Amylopectin is an amorphous substance, insoluble in hot water but can only form a paste. When exposed to iodine solution, amylopectin gives a purple reaction.
In a watery environment, starch is hydrolyzed under the catalysis of amylase enzymes to form products of decreasing complexity, from dextrin, oligosaccharide, maltose and finally glucose.
The composition of starch hydrolysates is of great significance in terms of production techniques and beer quality. Starch hydrolysis is the fundamental process of malt production and wort production.
+ Cellulose: Cellulose accounts for about 5÷6% of barley grain mass, concentrated in the husk and plays the role of a structural substance. Cellulose molecules are made up of about 2000÷10000 glucose units, organized in long chains thanks to β-1,4 glycoside bonds. With such a structure, cellulose is insoluble in water, is almost not hydrolyzed by malt enzymes and does not affect beer quality. The significance of cellulose is that the husk forms a valuable secondary filter material layer in the malt lees filtering stage.
+ Hemicellulose: Hemicellulose is the main component of the endosperm cell membrane. Hemicellulose is a complex formed from β-glucans (80÷90%) and pentosans (10÷20%). Hemicellulose can be hydrolyzed by the catalysis of the cytase enzyme group, forming hexoses and pentoses. All of these simple sugars are stably dissolved in the sugar solution and form an extract, which is an important source of nutrition for yeast. The process of hydrolyzing hemicellulose, breaking the cell membrane by the cytase enzyme will create conditions for starch and protein hydrolyzing enzymes to penetrate and hydrolyze deep into the endosperm cells. This process plays an important role in the germination stage.
- Nitrogen compounds: In barley, the average nitrogen content is about 7÷16% compared to the dry mass of the grain. The best barley for beer production has a protein content of about 9÷11%. Although the proportion is not high, they are important to the quality of beer. On average, only about 40% of the nitrogen compounds of barley grains are transferred to the beer fermentation liquid. A part of the simple compounds will be nitrogen nutrition for yeast, a part will precipitate and be removed through the settling and filtering processes. The remaining amount of nitrogen compounds dissolved in beer is important in creating the flavor, foam and color of beer. However, large soluble particles will precipitate easily and will be a factor that causes beer to be cloudy, reducing the quality and circulation time of the finished product. In barley grains, most nitrogen compounds exist in complex form, commonly called proteins. A small fraction exists in a simple form, easily soluble in water, called non-protein nitrogen compounds.
+ Protein: Accounts for about 92% of nitrogen compounds in barley grains, including albumin, globulin, prolamin and glutelin. Protein is mainly distributed in the aleurone layer and germ. Albumin, globulin and a small part of prolamin will be hydrolyzed during the cooking process, dissolved in the sugar solution and fermented. The remaining insoluble part will be removed with the malt residue. Barley rich in protein will lead to beer with lots of foam and easy to be cloudy, strong flavor, on the contrary, if poor in protein, the beer will have less foam and be bland. Melanoidins that give color and flavor to beer are products of amino acids with reducing sugars. The properties of the foam and the gelling stability of the beer depend on the degree of hydrolysis and the ratio between the products of the protein breakdown process.
+ Non-protein nitrogen compounds: In barley, there is already a quantity of simple nitrogen compounds that are easily soluble in water, accounting for about 8% of the total dry mass of barley, including the following groups: