+ DYNAMIC 400 / 500 welding machine

- Features:
DYNAMIC DC welding machine uses Thyristor rectification technology for a sturdy welding structure, no vibration and noise compared to similar machines thanks to advanced welding transformer manufacturing technology that has been tested for many years.
With Thyristor technology all welding parameters are maintained stable with power supply allowing ±10% fluctuation.
Easy arc starting, minimized spatter during welding and especially stability and adaptability to different sizes of materials through easy adjustment of welding current.
The remote control box structure helps the operator to conveniently adjust without having to adjust the welding source.
- Welding power source
Model
DYNAMIC 400 | DYNAMIC 500 | |
Input voltage (V/ phase) | 380 ± 10%/ 3 phase | |
Frequency (Hz) Frequency (Hz) | 50/60 | |
Maximum capacity (KVA) Max. Power consumption (KVA) | 32 | |
Maximum welding current (A) Max. Welding current (A) | 400 | 500 |
Welding current range (A) | 60 ~ 400 | 80 ~ 500 |
Welding voltage range (V) | 16 ~ 47 ± 2 | |
Maybe you are interested!
-
 Protection of personal rights of employees in Labor Law in Vietnam - 14
Protection of personal rights of employees in Labor Law in Vietnam - 14 -
 General Accounting Diagram of Import - Export of Tools and Equipment
General Accounting Diagram of Import - Export of Tools and Equipment -
 Legal Provisions for the Protection of Employees in Labor Relations.
Legal Provisions for the Protection of Employees in Labor Relations. -
 Crime of Importing Technology, Machinery, Equipment, Waste or Substances That Do Not Meet Environmental Protection Standards
Crime of Importing Technology, Machinery, Equipment, Waste or Substances That Do Not Meet Environmental Protection Standards -
 Dang Thi Ha (2010), Mobilizing Non-Budgetary Capital to Implement Highway Construction Projects in Vietnam, Labor Protection Magazine, July 2010,
Dang Thi Ha (2010), Mobilizing Non-Budgetary Capital to Implement Highway Construction Projects in Vietnam, Labor Protection Magazine, July 2010,
No-load voltage (V)
75 | ||
Duty cycle (%) | 100% | |
Rectifier | THYRISTOR | |
Protection class | IP21S | |
Weight (Kg) Weight (Kg) | 220 | |
Dimensions (L x W x H) mm | 724 x 488 x 800 | |
- Accessory:
Electrode holder welding pliers
500A | 600A | |
Earth clamp | 500A | 500A |
Power cable | 5m | |
Welding cable | SQ50 x 10m | SQ70 x 10m |
Earth cable | SQ50 x 3m | SQ70 x 3m |
+ VNS - DC 1000 welding machine

- Features:
The 6-pliers DC welding machine VNS - DC 1000 uses DIODE rectification technology for a sturdy welding structure, no vibration or noise compared to similar machines thanks to advanced welding transformer manufacturing technology that has been tested for many years.
Adjust the welding current for each torch separately with the potentiometer.
Provides stable DC welding current, less spatter when welding. The machine works smoothly, stably, and saves energy.
-Welding source:
Model:
VNS - DC 1000 | |
Input voltage (V/ phase) | 380 ± 10%/ 3 phase |
Frequency (Hz) Frequency (Hz) | 50/60 |
Capacity (KVA) Power consumption (KVA) | 100 |
Maximum welding current (A) Max. Welding current (A) | 1300 |
No-load voltage (V) | 75 |
Duty cycle (%) | 100 |
Protection class
IP21S | |
Weight (Kg) Width (Kg) | 400Kg |
Dimensions (L x W x H) mm | 1115 x 715 x 1150 |
-Rheostat:
Model
BT 320 | |
Voltage on rheostat (V) | 30 |
Maximum welding current (A) Max. Welding current (A) | 320 |
Welding current range (A) | 20 ~ 320 |
Dimensions (L x W x H) mm | 530 x 460 x 600 |
Weight (Kg) Weight (Kg) | 50 |
- Standard accessories:
500A Welding Pliers (Set) Electrode holder 500A (Sets)
6 | |
Earth clamp 500A (Sets) | 6 |
Power cable 10m (Sets) Power cable 10m (Sets) | 1 |
Welding cable 15m (Sets) | 6 |
Earth cable 3m (Sets) | 6 |
Output cable 2m (Sets) | 6 |
1.2.5. Parallel operation welding machine:
* Purpose of parallel operation of welding machines:
During the welding process, there are times when a very large welding current is required. If an existing machine in the workshop is not enough to provide the welding current, we can use two welding machines to operate in parallel to meet the requirements of the welding job.
* Principle of parallel operation of welding machine:
- Parallel welding machines must have the same or nearly the same no-load voltage, rated power and technical features, so it is best to use welding machines of the same type.
- When two welding machines operate in parallel, the current intensity of each welding machine must be adjusted so that it is half the current intensity when welding.
a. Parallel operating DC welding machine: (Figure 15.1.8)
When connecting two DC welding machines with separate poles in parallel, we can use the mutual excitation method. The excitation current of welding machine A is supplied by welding machine B, and the excitation current of welding machine B is supplied by welding machine A, which can make the welding machine work stably.
In addition, you must connect the positive pole to the positive pole, the negative pole to the negative pole of the two welding machines, then connect the common positive pole and common negative pole to the welding object and welding rod.
b. Using parallel AC welding machine: (Figure 15.1.9)
When connecting two AC welding machines, we must connect the two primary coils of the two machines to the same phase of the grid, and the secondary coil must also be connected to the same phase.
To check if the wiring is correct, first connect the two secondary coils of the two welding machines together, then connect the remaining two wires to a 110V light bulb. If the light bulb does not light up, it means the connection is correct. If the light bulb lights up, it means the connection is incorrect. At this point, just change the connection method for the primary coil or secondary coil of the welding machine.
When two welding machines operate in parallel, the current intensity of each welding machine must be adjusted so that it is half the current intensity when welding.
2.2 Hand tools and labor protection equipment.
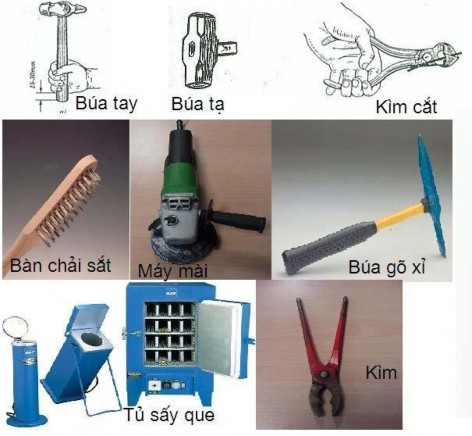
2.2.1 Welding pliers:
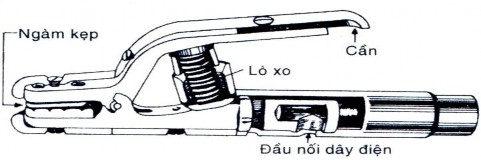
- Function of welding pliers: Conduct electricity and hold the welding rod tightly. The structure of the welding pliers, good or bad, will greatly affect the welding.
- Classification: Welding pliers are divided into 2 types 300A and 500A
- Requirements of welding pliers: Good electrical conductivity, light weight, easy to change welding rods. The conductive part of the welding pliers is made of copper, its cross-section is large or small depending on the welding current.
The handle is made of insulating material, relying on the spring to tightly hold welding rods of different diameters in different directions.
2.2.2 Auxiliary tools:
- Auxiliary tools include: hammer with pointed tip (welding slag hammer), steel brush, welding rod box, round hammer, chisel.
2.2.3 Labor protection equipment in manual arc welding:
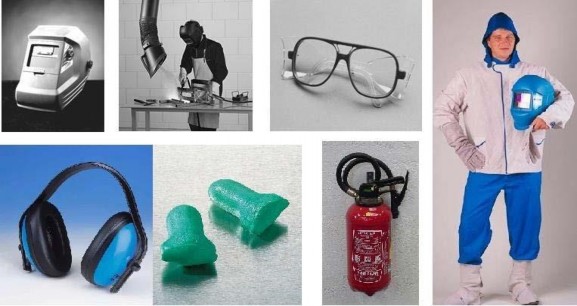
eye protection, inside has a spring latch to hold the protective eyewear.
+ Mask: A type of tool used to protect the welder's head and eyes from being splashed with molten metal. Prevents the effects of harmful rays emitted from electric arcs. There are two types of masks: head-mounted and hand-held. Masks are usually very light and sturdy, made of cardboard, plastic, black or brown... In front there is a glass frame to mount protective glasses.
|
+ Colored glass: Has the effect of reducing the intensity of arc light and also has the effect of filtering infrared and ultraviolet rays. Welders use protective glasses to observe the molten area and grasp the welding process.
- Choose protective glasses, refer to the following table:
Serial number printed on the goggles
Dark or light color | Suitable welding current range (Amperes) | |
9 | Slightly bland | 100(A) |
10 | Medium | 100 ÷ 350 (A) |
11 | Slightly dark | 350 (A) |
- To avoid molten metal particles from splashing into the safety glasses and damaging the glasses, we place white glass pieces on top of colored glass pieces.
- Other labor protection equipment: Canvas protective clothing, leather gloves, felt foot pads, insulating shoes, regular white glasses.
3. Types of low carbon steel welding rods:
3.1 Structure:
Consists of 02 parts: steel core and welding rod coating. According to Vietnamese standard TCVN 3734 - 89. Conventionally, welding rod diameter is called according to the diameter of the welding rod steel core.
3.2. Classification of welding rods:
3.2.1 Classification by function:
Welding rods are divided into the following groups:
- Welding rods for welding carbon steel and structural alloy steel.
- Welding rod for welding heat-resistant alloy steel.
- Welding rods for welding high alloy steel and special properties.
- Welding electrodes.
- Cast iron welding rod.
- Non-ferrous metal welding rods…
3.2.2. Classification by coating thickness:
The coating thickness varies with the electrode and is expressed by the coating coefficient, the ratio of the overall diameter to the welding rod core diameter D/d.
- If D/d = 1.2 to 1.35 the electrode has a thin coating.
- If D/d = 1.4 to 1.7 the electrode has an average coating layer
- If D/d = 1.8 to 2.2 the electrode has a thick coating.
3.2.3 Classification according to the main properties of the flux coating of welding rods.
a. Acid-based welding rod (symbol A).
This type of coating is made from iron oxide, manganese oxide, silicon oxide.
… This type of welding rod has a high flow rate, allowing welding with two types of AC and DC currents and welding in space positions.