Submit periodic environmental reports every 6 months to the Department of Natural Resources and Environment and the project owner.
Full-time environmental officer: the environmental officer is part of the occupational safety board, responsible for monitoring environmental quality in the project area and controlling the implementation of mitigation measures. The full-time officer is responsible for regular training on monitoring and supervision, data management every 6 months for the system operating units. The environmental officer is also responsible for on-site inspection and supervision throughout the project implementation to ensure that the operating unit fully complies with the prescribed procedures.
* Report on environmental management plan
Report content includes:
- Evaluate the success of environmental protection activities in project areas compared with predictions.
- Clearly assess whether the environmental management plan framework is complete. If it is not complete, explain the reasons and make recommendations for completing the environmental management plan framework. Review the collected data and information, analyze the data, report and draft the budget.
- Technical reports and plans will include a range of administrative policies and contractual agreements.
b. Environmental monitoring program
Develop a program to monitor waste and non-waste related impacts generated during preparation, construction, operation and closure (if any), such as: dismantling, closure, environmental rehabilitation and other activities that have the potential to impact the environment of the project.
- Waste monitoring: must monitor the flow/total waste volume and specific parameters of the project's waste according to current Vietnamese standards and regulations with a minimum frequency of 01 time/03 months.
- For facilities that generate large amounts of wastewater and emissions, with the potential to cause high levels of environmental pollution, automatic and linked monitoring systems must be installed.
Continuous monitoring of flow and typical pollution parameters in waste for consideration and decision by the agency approving the environmental impact assessment report. In all cases, it is mandatory to install automatic and continuous monitoring systems for flow and typical pollution parameters for projects generating wastewater with a discharge flow of 5,000m 3 /24h or more and projects generating gas emissions with a discharge flow of 100,000m 3 /h or more (not applicable to emissions from associated gas flares in oil and gas exploitation activities).
- Environmental monitoring: only monitor pollution parameters specific to the project according to current standards, norms and regulations of Vietnam in case the project implementation area does not have common monitoring stations or points of state agencies, with a minimum frequency of 01 time/06 months.
- Other supervision (if any, depending on each specific project):
+ Monitor the following factors: erosion, slide, collapse, landslide, land subsidence; erosion of river banks, stream banks, lake banks, sea coasts; sedimentation of river beds, stream beds, lake beds, seabeds; changes in surface water levels, groundwater; salinity intrusion; acid sulfate intrusion; and impacts on other natural and socio-economic objects with appropriate frequency to monitor the spatial and temporal changes of these factors. Monitoring points (if any) must be specifically shown on the diagram with clear annotations and coordinates according to current standards.
+ Monitor changes in rare animal and plant species in the project implementation area and those adversely affected by the project at a minimum frequency of once a year.
3.6.5. Dust treatment measures
There are currently many dust removal methods widely applied in industries, especially the coal industry, but they are mainly based on the following 4 basic methods:
- Use a water humidification system to prevent or suppress dust.
- Method of using dust-containing equipment.
- Use exhaust and ventilation systems to control dust dispersion.
- Combine all 3 methods above in one system.
Due to the specific nature of dust generated from coal mining activities, which is very complex, with a high volume of generation and dispersion, but with a fairly fast settling speed (due to the large size of dust particles), it is recommended to choose the method of moistening with water to prevent or suppress dust. Below are some methods to minimize dust generated from the basic production stages of the coal industry.
3.6.1.1 For drilling and blasting work
Dust and toxic gases such as CO, NO… are created in this stage, which are immediate and local, however, the impact of this stage is very large on workers. To minimize dust and the above gases, the following basic measures should be applied during the production process:
1. Wet drilling technology: using water as drilling fluid to limit the possibility of dust generation. For dry drilling equipment such as rotary drilling machines, it is necessary to install funnels around the borehole to prevent dust from spreading into the surrounding environment, affecting workers.
2. Spray water on the surface of rocks and mines (see illustration in figure 3.8).

Figure 3.8: Misting technology to suppress dust in mineral exploitation
This method uses water and compressed air to create a mist to suppress dust when coal is removed from the bottom of the furnace to a scraper located along the coal seam right below the bottom of the furnace. This system includes:
+ 16mm diameter steel pipe leads compressed air from the mine's common compressed air pipe.
+ 21mm diameter rubber pipe connected from 30mm long pneumatic steel pipe nozzle.
+ The nozzle is specially designed to create a mixture of water and compressed air.
During the process of removing coal from the furnace to the scraper, the nozzle operates, and when this process stops, the nozzle also stops working by closing the water and compressed air supply valves.
3. In previous years, large open-pit mines in the Cam Pha area often used explosives such as regular ANFO (loose granules), regular ANFO packed in nylon bags, water-resistant ANFO, AD1, Zécnô 79/21, TX-1A, NT-13, EE-31. In reality, regular ANFO, water-resistant ANFO and emulsion explosives are explosives that meet the needs of mining scale as well as environmental protection requirements. In particular, Zecnô 79/21 explosive is recommended not to be used in Cao Son, Coc Sau, and Deo Nai mines because it causes environmental pollution.
4. Using water slings when blasting. This method has been successfully researched and tested by the Mining Experimental Center since 2004 at some of the preparation tunnels of Giap Khau Coal Mine, Hong Gai Coal Company. The principle of this method is to charge water slings to the blast holes combined with hanging water bags. This is one of the commonly used methods in the mining industry because it is simple, cheap and quite effective (reducing dust concentration by 85%, reducing explosive costs by 10 - 17%): Water slings are made by using polyethylene plastic bags with a thickness of 0.2mm with a diameter equivalent to a 40mm borehole diameter and a length of 400mm, one end is sealed, the other end will be tied tightly after water has been poured into the bag. These hanging water bags are hung close to or 1-2m away from the furnace mirror. When the mine explodes, rocks and soil will fly and the explosion pressure will break the water bags.
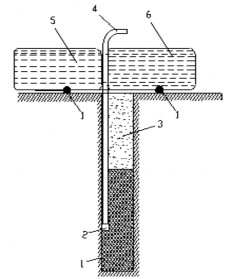
Figure 3.9: Dust protection with water when blasting
1- Explosive; 2- Primer; 3- Charge; 4- Detonating cord; 5, 6- Water bag
This method increases the efficiency of dust reduction, while reducing toxic gases in the air in the furnace mirror. The results of the measurement and summary of environmental parameters when blasting with water blasting combined with water bags hanging in front of the furnace mirror show the obvious efficiency of this method (see table 3.24).
Table 3.24. Concentrations of some gases and dusts in the furnace mirror
Environmental parameters at
furnace mirror after blasting
When there is no water and hanging water bag | When there is water and bag hanging water | |
CO2 gas | 0.05% | 0% |
SO2 gas | 0.75% | 20.9% |
O2 gas | 20.5% | 0.5% |
NO2 gas | 0% | 0% |
CO gas | 0.20% | 0.09% |
NO gas | 0.05% | 0.008% |
Dust concentration | 6.1-11.2 | 0.65-1.85 |
Maybe you are interested!
-

 Situation of Information Technology Application in Enterprises
Situation of Information Technology Application in Enterprises -
 Law on establishment and management of science and technology enterprises under public higher education institutions in Vietnam - 11
Law on establishment and management of science and technology enterprises under public higher education institutions in Vietnam - 11 -
 Mobile TV using DVB-H - 6 technology
Mobile TV using DVB-H - 6 technology -
 Learn about IPTV technology and implementation solutions at VNPT Bac Ninh - 9
Learn about IPTV technology and implementation solutions at VNPT Bac Ninh - 9 -
 Information Technology and Information Technology Applications
Information Technology and Information Technology Applications
(Source: Investigation and synthesis by student Vu Xuan Lich)
In addition, to reduce the amount of dust affecting workers, measures can be taken to moisten the soil and rock before blasting, and forced pumping can be done with high-pressure hoses.
Free percolation or direct irrigation. Immediately after blasting, people also use dust suppression methods by spraying water with high-power nozzles.
5. Solution of planting trees on both sides of transport roads and mine waste areas.
3.6.1.2. For coal loading, shoveling and transportation
Dust generated in this stage is formed during the excavator's excavation process, the scope of influence is small and local, however the impact of this stage on workers is very large because the exposure time to dust is longer than in other stages. The measure to reduce dust in this stage is to spray water to moisten coal and rock before excavation.
a. Ejector misting method in coal mining area at the furnace The application objective of this method is to moisten the entire amount of coal needed.
Pre-exposing the furnace mirror with a steam mist device to reduce dust on the furnace mirror has a very high dust reduction efficiency, dust reduction from 90.22% to 97.47%, and at the same time improves the microclimate conditions better.
The structure and operating principle of this method are described in Figure 3.10.
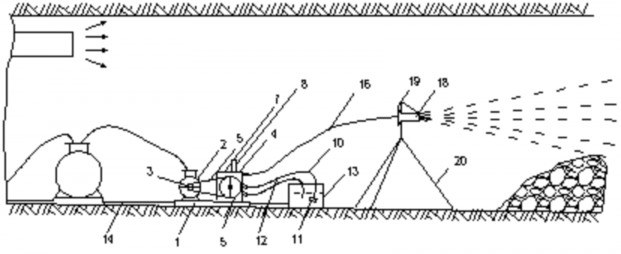
Figure 3.10: Water mist spraying device in longwall furnace [8]
1- Support; 2- Engine; 3- Transmission pulley; 4- Piston pump (3 machine sets); 5- Pump working pulley; 6- Elevator belt; 7- Pressure gauge; 8- Pressure regulator; 9- Flow stabilizer; 10- Suction pipe; 11- Water filter; 12- Return water pipe when pump reaches pressure
predetermined capacity; 13- Water tank; 14- Water supply pipe; 15- 3-phase power supply system; 16- Pressure-resistant rubber discharge pipe 6 – 12 – 40kg/cm 2 ; 17- Safety valve; 18- Ejector assembly (nozzle and air manifold); 19- Hanger; 20- Ejector support leg.
The dust reduction efficiency when applying this device to the preparation furnace and in the longwall is specifically introduced in tables 3.25 and 3.26.
Table 3.25. Dust reduction efficiency in the preparation furnace [8]
STT
Dust measurement location | Dust concentration, mg/m 3 | Dust reduction efficiency, % | ||
Before applying PP reduction dust reduction | After applying PP reduction dust reduction | |||
1 | For coal seam preparation furnace level –25. - When drilling, measure 2m from the furnace mirror. - 30 minutes after blasting, measure 5m from the furnace mirror. - When manually loading coal, keep a distance of 2m. - 12m from the furnace mirror, when anti-distance. | 7-13 9-15 5-8 2-3 | 30-19 30-25 47-74 33-40 | |
2 | For furnace preparation along coal seam level +30. - When drilling, measure 2m from the furnace mirror. - 30 minutes after blasting, measure 5m from the furnace mirror. - When manually loading coal, keep a distance of 2m. - 12m from the furnace mirror, when anti-distance. | 15-26 22-30 19-30 4-6 | 10-25 13-17 6-8 2-4 | 33-42 41-43 68-73 50-33 |
Table 3.26. Dust reduction efficiency in longwall furnaces [8]
Status
Dust measurement location | Dust concentration, mg/m 3 | Dust reduction efficiency, % | ||
Before applying | After applying PP reduction dust reduction | |||
1 | 5m from the foot of the market furnace - When not removing coal from the furnace to the scraper. - When removing coal from the furnace to the scraper. | 8-15 65-87 | 6-10 36-52 | 25-33 44-40 |
2 | Distance between furnaces - 3m from drilling location, behind the wind flow - When transporting coal in the furnace and removing coal at the foot of the furnace. - 30 minutes after blasting. | 25-38 35-93 83-95 | 14-21 20-30 29-38 | 44-45 76-68 65-60 |
3 | At the head of the furnace, the distance from the furnace along the coal seam is +30 is 5m. - When drilling below. - After blasting below 30 minutes. - When loading and transporting coal in the furnace and removing coal at the foot of the furnace. | 19-27 78-91 88-95 | 9-13 26-37 30-35 | 52-52 66-59 66-63 |
( Source: Mining Experimental Center - University of Mining and Geology)
b. High pressure water spraying method to create fog at coal export ports and factoriesscreening and on coal transport routes