Comments: The test results show that the difference in physical properties between the test mode and the theoretical model optimization mode is not significant: Specifically, the difference in elasticity is 1.52%; the difference in specific gravity is 2.27%; the difference in water absorption efficiency is 2.54%.
With such a difference one can have complete confidence in the optimal mode that has been selected.
3.6.2.1. For physical properties
The results of the optimal mode test affecting the selected mechanical properties are shown in Table 3.31.
Table 3.31. Results of testing the optimal mode affecting mechanical properties
Physical properties
Unit of measurement | Optimal mode | Test mode | Deviation | |
Static flexural strength | MPa | 108.65 | 107.88 | 1,136 |
Longitudinal compressive strength | MPa | 58.12 | 59.21 | 0.986 |
Static stiffness | N | 7463.40 | 7512.01 | 167.06 |
Abrasion | % | 0.361 | 0.349 | 0.019 |
Maybe you are interested!
-

 Frequency Distribution of Test Results No. 2
Frequency Distribution of Test Results No. 2 -
 Accounting for revenue, expenses and business results at An Ngai Mechanical and Construction Joint Stock Company - 3
Accounting for revenue, expenses and business results at An Ngai Mechanical and Construction Joint Stock Company - 3 -
 Statistical Table of Test Results of Classes 10A1 and 10A6
Statistical Table of Test Results of Classes 10A1 and 10A6 -
 Correlation Coefficient Results and Significance Level of Correlation Coefficient Test for Joint Stock Commercial Bank Group
Correlation Coefficient Results and Significance Level of Correlation Coefficient Test for Joint Stock Commercial Bank Group -
 Anticancer Cell Activity Test Results
Anticancer Cell Activity Test Results
Comments: The test results show that the difference in mechanical properties between the test mode and the theoretical model's optimal mode is not significant: Specifically, the bending resistance differs by 0.71%; the longitudinal compression resistance deviates by 1.88%; the static stiffness deviates by 0.65%; the abrasion deviates by 3.32%.
With such a difference one can have complete confidence in the optimal mode that has been selected.
Conclude:
Because the thesis selects 02 separate optimal parameters and based on the test results, the pressing mode parameters are selected as follows:
- Selected compression ratio: 34% This compression ratio is suitable for both saving materials and processing floorboards with standard thickness of 15 mm.
- Pressing temperature and pressing time: 180 o C and 180 minutes will be suitable for preventing water absorption and wood deformation (hereinafter referred to as moisture-resistant flooring).
- Pressing temperature and pressing time: 155 o C and 100 minutes will be suitable for increasing the mechanical strength of wood, reducing abrasion (hereinafter referred to as tempered laminate flooring).
- Pre-compressed sawn board material has a thickness of 26mm to press down to 17mm.

Proposed technological process

Technology diagram
Creating wood blanks (Step 1)
- Round Acacia hybrid wood diameter ≥20 cm; - Sawn board moisture content: 20-30%; - Sawn wood according to specifications: 26 (sawn boards with a thickness of 26 mm to create floor boards with a thickness of 15 mm) x 110 x 650, 950, 1100, 1250, 1400, 1550, 1700, 1850 mm | ||
Heat treatment of wood - muscle (Step 2) | - Wood plasticization: Wood plasticization temperature: 150 o C; plasticization time plasticity: 18 minutes; Pressure 0.5 MPa - Preliminary compression and dehumidification: Pressure 2.0 MPa; time: 6.5 minutes - Compression: P= 3.0 MPa (Compression touches iron gauge 17) + Moisture resistant board: T= 180 o C, Pressing time: 180 minutes + Load-bearing board: T= 155 o C, Pressing time: 100 minutes - Post-pressing treatment to keep the board in the press: Reduce pressing pressure down to 1.2 MPa, temperature 100 o C, time 120 minutes (or can be cooled naturally if it is the last pressing batch of the shift). | |
Post-processing stabilization (Step 3) | Temperature 30±5 o C, humidity 65±5%, time 7 days. | |
Along the edge, cut Standard size (Step 4) | Standard floorboard blanks: Thickness: 17 mm; Width: 100 mm; Length: 610, 760, 910, 1060, 1210, 1360, 1510, 1660, 1810 mm. | |
Creating the Dream (Step 5) | Yin-yang mortise and tenon; mortise width: 5.0 mm; mortise length: 5.0 – 5.5 mm; mortise groove depth: 6.0 mm | |
Complete (Step 6) | Handling of surface defects and adornments |
Figure 3.14. Technological diagram for producing flooring from Acacia hybrid wood treated by thermo-mechanical method

Process Description
Step 1: Create wood blanks
Step 1: Cut round wood
- Wood material: Hybrid Acacia wood with diameter greater than 20 cm, log length greater than 650 cm, wood is not rotten or wormy.
- Main machinery and equipment: Chainsaw, round wood saw.
- Support and inspection equipment: Forklift, tape measure, caliper.
- Describe:
Cut into the following lengths: 700, 1000, 1200, 2000 mm, then saw the wood. Because sawn wood is the raw material used to make radial compressed wood, it is necessary to saw according to the diagram in Figure 3.15.
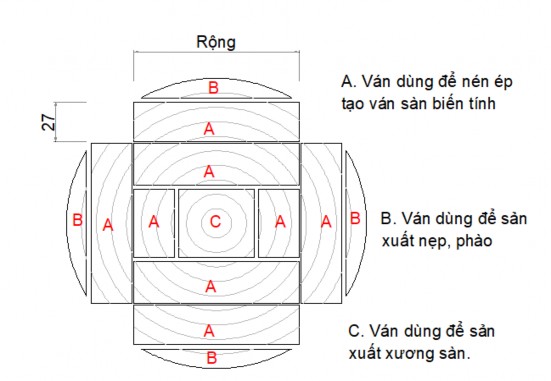
Figure 3.15. Sawing diagram for thermomechanically modified wood for flooring
- Note: Remove rotten and damaged boards; accept 2 mm edge pads in all directions.
Step 2: Cut the board
- Material: Acacia plywood with a thickness of 26 mm, minimum width of 110 mm, minimum length of 650 mm, wood is not rotten or wormy.
- Main machinery and equipment: Board saw, board cutting saw.
- Support and inspection equipment: Forklift, tape measure, caliper, square ruler.
- Describe:
Saw the wood into boards of the following dimensions:
Width = n (w vs + ∆ w ); Thickness = t vs + ∆ gc + ∆ n
In which: w vs - floorboard width (usually 95 mm), mm;
∆ w - edge allowance in width, mm; n- natural number: 1, 2, 3…
t vs - floorboard thickness (usually 15 mm), mm;
∆ gc - machining allowance according to thickness (planing, smoothing), mm;
∆ n - compression shrinkage in thickness direction, mm.
- Note: Remove boards with live knots larger than 3 cm, dead knots larger than 1 cm; Do not take boards with core.
Step 3: Drying and exposing the wood
- Equipment: Drying oven or drying house
- Support equipment: Hygrometer
- Required:
- Describe:
Arrange the wood to dry or dry it properly; Drying temperature should not exceed 65 o C; Wood after drying or drying must reach humidity: 35±5%;
- Note: Remove bars with cracks larger than 5 cm for bars used for boards with the smallest length;
Step 2: Thermomechanical wood treatment
Step 1: Softening treatment
- Raw materials: Sawn boards with dimensions of 26±1 mm thick, 110±2 mm wide, length in grades 650, 950, 1100, 1250, 1400, 1550, 1700, 1850 ± 10 mm; Humidity: 35±5%;
- Equipment: Heat press machine must ensure the parameters, pressing temperature is greater than or equal to 200 o C, pressing pressure is greater than or equal to 4.0 MPa.
- Supporting equipment: Hygrometer, thermometer (heat gun), caliper.
- Describe:
The wood is placed on a press table with a metal pad (minimum pad thickness 2mm) and the dust on the pad is cleaned; The boards are arranged with a minimum gap of 5mm between the boards to allow moisture to escape; When processing, it is necessary to let the 2 press tables contact the surface of the thinnest board, see figure 3.16.
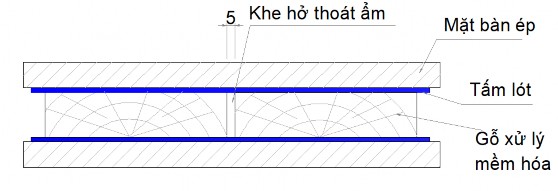
Figure 3.16. Description of how to arrange the boards
Plasticize wood on the press with the following processing mode: Press table temperature: 150 o C; Time: 16 minutes/mm thickness
Step 2: Preliminary compression and dehumidification
- Raw materials: Sawn boards with dimensions of 26±1 mm thick, 110±2 mm wide, length in grades 650, 950, 1100, 1250, 1400, 1550, 1700, 1850±10 mm; Humidity: 35 ± 5%;
- Equipment: Heat press machine must ensure the parameters, pressing temperature is greater than or equal to 200 o C, pressing pressure is greater than or equal to 4.0 MPa.
- Supporting equipment: Hygrometer, thermometer (heat gun), caliper.
- Description: When the heartwood temperature reaches 70 o C, perform preliminary compression with a pressure of 2.0 MPa; preliminary compression time is 0.25 minutes/mm thickness, then reduce pressure to release moisture. The decompression and dehumidification process is performed 2-3 times.
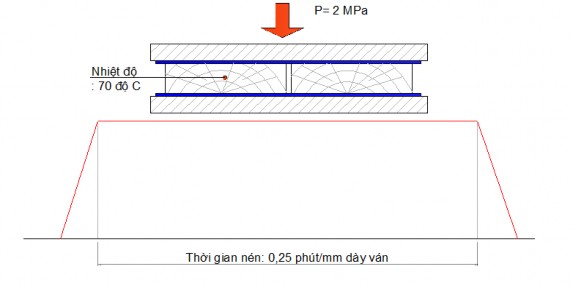
Figure 3.17. Cycle 1 of preliminary compression
Step 3: Compress the board
After dehumidifying 2-3 times, proceed to compress with a compression ratio of 40%. Compression mode for each type of wood is as follows:
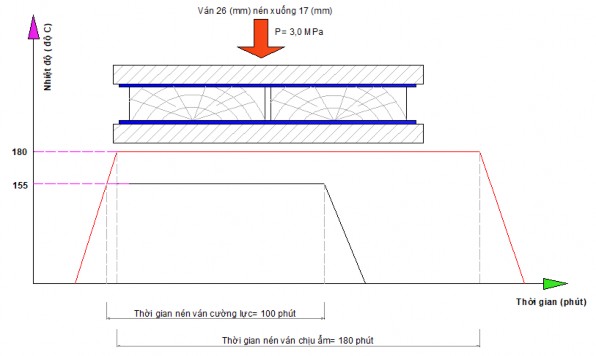
Figure 3.18. Thermomechanical wood compression diagram
Step 3: Post-compression processing
Keep the board in the press: Reduce the pressing pressure to 1.2 MPa, Pressing temperature to low
100 o C, 120 minutes, then remove the board and let it stabilize.
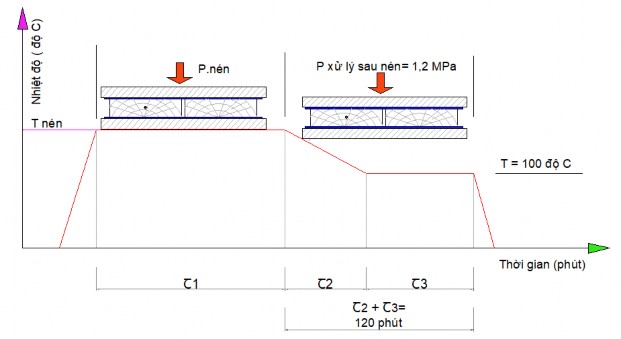
Figure 3.19. Post-compression heat treatment process
Step 3: Stabilize wood after treatment
After thermal and mechanical treatment, the wooden boards are transferred to a temperature and humidity stable area in natural environmental conditions. Temperature 30±5 o C, relative humidity 65±5%, duration 7 days.
Step 4: Cut the edge to standard size
- Material: Pressed and stabilized plywood
- Main machinery and equipment: Cross-cut saw, edge saw.
- Description: The boards are cut into floorboards with standard blank sizes. Normally, standard blanks for solid wood floorboards have sizes: 610, 760, 910, 1060, 1210, 1360, 1510, 1660, 1810 mm; Cut down to size to remove defects according to table 3.30
Table 3.30. Instructions for cutting and reducing the length of floorboards
Tt
Size of compressed board for down cutting | Number of downgraded boards length | |||||
610 mm | 760 mm | 910 mm | 1060 mm | 1210 mm | ||
1 | Length 1850 mm | 3 | ||||
2 | ||||||
1 | 1 | |||||
1 | 1 | |||||
2 | Length 1700 mm | 1 | 1 | |||
1 | 1 | |||||
2 | ||||||
3 | Length 1550 mm | 2 | ||||
1 | 1 | |||||
4 | Length 1400 mm | 1 | 1 | |||
2 | ||||||
1 | ||||||
5 | Length 1350 mm | 2 | ||||
1 | ||||||
1 | ||||||
6 | Length 1250 mm | 2 | ||||
1 | ||||||
1 | ||||||
7 | Length 1100 mm | 1 | ||||
1 | ||||||
8 | Length 950 mm | 1 | ||||
1 | ||||||
9 | Length 760 mm | 1 | ||||
Edge: After compression, the board has many warped and dented edges and must be brought back to the standard width of 105 mm.
Step 5: Create mortise and tenon joints
Step 1: Create mortise and tenon joints
- Materials: Standard sized boards;
- Machines and equipment: Yin-yang mortise and tenon machine for flooring;
- Supporting equipment: Moisture meter, electronic caliper, air compressor.
- Description: The floorboard is made of positive and negative mortise and tenon joints. Mortise thickness: 5.0 mm; mortise length: 5.0 mm; mortise groove depth: 6.0 mm, See figure 3.20.