USED LAMPS
SPECIALIZED CONTAINER
ADDITIONAL ADDITIVES
SUPPORT FOR POWDER RECIPE
DUST
H O I
Vapor Absorption Equipment
ECHO
THE MINUSONE AND THE AFFECTED
I
DUST FILTER I
STORED IN 100L DRUM
VACUUM GRINDING
H O I
COMMITTEE OF BUDGET
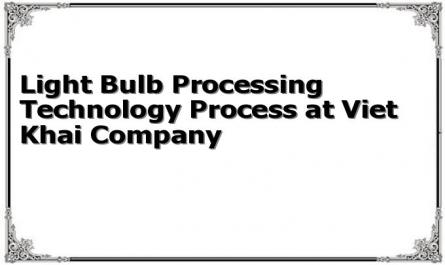
Figure 3.8. Light bulb processing technology process at Viet Khai Company
Technological process:
Used fluorescent lamps such as long tubes (1.2m; 0.6m), round bulbs, u-shaped bulbs (compact), monitor bulbs, etc. will be collected and stored in specialized containers. The containers are then transferred to the fluorescent lamp treatment equipment, which is a combination of the following equipment:
+ Crusher lid drive motor: The crusher lid drive motor has the function of moving (up or down) the crushing part.
+ Crusher: has the function of crushing light bulbs into powder with size from 0.5 - 10mm
+ Vacuum system: maintains vacuum pressure in the grinder, preventing mercury vapor and toxic chemicals from escaping into the surrounding air.
+ Dust filter system: has the task of filtering phosphorus dust and glass generated during the grinding process.
+ Mercury vapor adsorption system: mercury vapor in the bulb will be completely adsorbed into the adsorbents. First, mercury vapor will be adsorbed into activated carbon that has been activated with sulfur. Mercury vapor after being absorbed with activated carbon continues to be led through the aluminum powder container, then adsorbed once more with activated carbon after being released into the environment. Activated carbon that has been activated with sulfur and aluminum powder are substances with very high activity and have the ability to react well with mercury. The design of 2 times of mercury vapor adsorption with activated carbon between 1 time of adsorption with aluminum powder ensures complete treatment efficiency as well as enhances safety during treatment.
The powder mixture after grinding includes the metal part of the lamp base, filament, glass powder mixed with fluorescent powder and a very small amount of mercury mixed with fluorescent powder will be stored in a specialized 200 liter container, then this mixture will be concreted at the company's solidification system and safely buried according to the law. Each 200L container can hold from 1200 - 1300 crushed 1.2 m fluorescent lamps.
The mixture of dust and mercury-saturated adsorbent will also be periodically separated and stored in special 100L containers and also sent to hazardous waste treatment sites. Each of these 100L containers can contain the waste mixture from the treatment of 15,000 - 18,000 used fluorescent lamps 1.2m long.
3.2.3.8. Some other facilities send out survey forms to collect information.
The facilities with serial numbers from 8 to 13 in Table 3.2 basically have similar light bulb treatment technology to the technologies of the facilities described in detail above, so these facilities are only described in summary form.
3.2.4. Evaluation of advantages and disadvantages of currently applied waste light bulb treatment technologies
Through collected information, light bulb processing technologies belong to the following 3 basic groups:
- Group 1: Light bulb treatment technology using sulfur powder to absorb mercury vapor like the treatment technology of Tan Thuan Phong Company Limited;
- Group 2: Wet light bulb treatment technology, using activated carbon to adsorb mercury vapor such as: Green Industrial Environment Company Limited; Hoa Binh Industrial Waste Treatment and Recycling Joint Stock Company; Green Environment Production, Service and Trading Company Limited;
- Group 3: Dry light bulb treatment technology, using activated carbon to adsorb mercury vapor such as: Lilama Mechanical - Electrical - Environmental Joint Stock Company; Thanh Tung 2 Company Limited; Sao Viet Environmental Joint Stock Company; Thuan Thanh Environmental Joint Stock Company; Ho Chi Minh City Urban Environmental Company Limited; Viet Khai Environmental Treatment Service Trading Company Limited; Hung Hung Green Environment Company Limited; Water Supply and Drainage Company Limited
– Binh Duong Environment.
To assess the current status of light bulb treatment technology, the following will analyze the advantages and disadvantages of each type of technology:
Table 3.7. Comparison of current light bulb treatment technologies in Vietnam
Type
technology
Advantage | Disadvantages | |
Light bulb treatment technology uses sulfur powder to absorb mercury vapor | - The mercury vapor treatment process is periodically monitored by sampling and monitoring the exhaust gas after treatment. - Because the device uses a washing process, the crushed glass does not contain fluorescent powder and can be recycled. | - Complex technology, many stages lead to high investment costs. Because of using water to wash glass, more wastewater is generated, leading to increased costs for treatment. - Because of using sulfur powder, it is very difficult to adjust for the highest efficiency of mercury vapor absorption, and it is difficult to handle the mixture of residual sulfur powder and mercury. sulfide because when solidifying must use |
Maybe you are interested!
-
 Advanced Excel Spreadsheet Processing - Sao Viet Bien Hoa Information Technology Center - 3
Advanced Excel Spreadsheet Processing - Sao Viet Bien Hoa Information Technology Center - 3 -
 Car body electrical practice - 8
zt2i3t4l5ee
zt2a3gs
zt2a3ge
zc2o3n4t5e6n7ts
If the voltage is out of specification, replace the wire or connector.
If the voltage is within specification, install the front fog light relay and follow step 5.
Step 5 Check the front fog light switch
- Remove the D4 connector of the fog light switch
- Use a multimeter to measure the resistance of the front fog light switch.
Measurement location
Condition
Standard
D4-3 (BFG) -D4-4 (LFG)
Light switchFront Fog OFF
>10kΩ
D4-3 (BFG) -D4-4 (LFG)
Front fog light switchON
<1 Ω
- Standard resistor
D4 connector is located on the combination switch assembly.
If the resistance is out of specification, replace the combination switch (the fog light switch is located in the combination switch).
If the resistance is within specification, follow step 6.
Step 6 Check wiring and connectors (front fog light relay-light selector switch)
- Disconnect connector D4 of the combination switch assembly
- Use a voltmeter to measure the voltage value of jack D4 on the wire side.
Measurement location
Control modecontrol
Standard
D4-3 (BFG) - (-) AQ
TAIL
11 to 14 V
D4 connector for the wiring of the combination switch assembly
If the voltage does not meet the standard, replace the wire or connector.
If the voltage is within standard, there may have been an error in the previous measurements.
Step 7 Check the front fog lights
- Remove the front fog light electrical connector.
- Supply battery voltage to the fog lamp terminals
Jack 8, B9 of front fog lamp on the electrical side
blind first.
Power supply location
Terms and Conditions
Battery positive terminal - Terminal 2Battery negative terminal - Terminal 1
Fog lightsbefore morning
- If the light does not come on, replace the bulb.
If the light is on, re-plug the jack and continue to step 8.
Step 8 Check wiring and connectors (relay and front fog lights)
- Disconnect the B8 and B9 connectors of the front fog lights.
- Use a voltmeter to measure voltage at the following locations:
Measurement location
Switch location
Terms and Conditions
B8-2 - (-) AQ
Electric lock ON TAIL size switchFog switch ON
11 to 14 V
B9-2 - (-) AQ
Electric lock ONTAIL size switch Fog switch ON
11 to 14 V
B8 and B9 connectors on the front fog lamp wiring side
Voltage is not up to standard, repair or replace the jack. If up to standard, there may have been an error in the measurement process.
2.2.4. Procedure for removing, installing and adjusting fog lights 1. Procedure for removing
- Remove the front inner ear pads
Use a screwdriver to remove the 3 screws and remove the front part of the front inner ear liner
-Remove the fog light assembly
+ Disconnect the connector.
+ Use a screwdriver to remove 3 screws to remove the fog light cover
2. Installation sequence
-Rotate the fog lamp bulb in the direction indicated by the arrow as shown in the figure and remove the fog lamp from the fog lamp assembly.
-Rotate the fog light bulb in the direction indicated by the arrow as shown in the figure and install the light into the fog light assembly.
- Use a screwdriver to install the fog light cover
-Install the electrical connector
Attention: Be careful not to damage the plastic thread on the lamp assembly.
- Install the front inner ear pads
Use a screwdriver to install the front inner bumper with 3 screws.
3. Prepare the vehicle to adjust the fog light convergence. Prepare the vehicle:
- Make sure there is no damage or deformation to the vehicle body around the fog lights.
- Add fuel to the fuel tank
- Add oil to standard level.
- Add engine coolant to standard level.
- Inflate the tire to standard pressure.
- Place spare tire, tools and jack in original design position
- Do not leave any load in the luggage compartment.
- Let a person weighing about 75 kg sit in the driver's seat.
4. Prepare to check the fog light convergence
a/ Prepare the vehicle status as follows:
- Place the car in a dark enough place to see the lines. The lines are the dividing line, below which the light from the fog lights can be seen but above which it cannot.
- Place the car perpendicular to the wall.
- Keep a distance of 7.62 m between the center of the fog lamp and the wall.
- Park the car on level ground.
- Press the car down a few times to stabilize the suspension.
Note: A distance of approximately 7.62 m is required between the vehicle (fog lamp center) and the wall to adjust the convergence correctly. If the distance of 7.62 m cannot be achieved, set the correct distance of 3 m to check and adjust the fog lamp convergence. (Since the target area varies with the distance, please follow the instructions as shown in the figure.)
b/ Prepare a piece of thick white paper about 2 m high and 4 m wide to use as a screen.
c/ Draw a vertical line through the center of the screen (line V).
d/ Set the screen as shown in the picture. Note:
- Keep the screen perpendicular to the ground.
- Align the V line on the screen with the center of the vehicle.
e/Draw the reference lines (H, V LH and V RH lines) on the screen as shown in the figure.HINT:
Mark the center of the fog lamp on the screen. If the center mark cannot be seen on the fog lamp, use the center of the fog lamp or the manufacturer's name mark on the fog lamp as the center mark.
H line (fog light height):
Draw a line across the screen so that it passes through the center mark. Line H should be at the same height as the center mark of the fog light bulb.
Line V LH, V RH (center mark position of left fog lamp LH and right fog lamp RH):
Draw two lines so that they intersect line H at the center marks.
5. Check the fog light convergence
a/ Cover the fog lamp or remove the connector of the other side fog lamp to prevent light from the unchecked fog lamp from affecting the fog lamp convergence test.
b/ Start the engine.
c/ Turn on the fog lights and make sure that the dividing line is outside the standard area as shown in the drawing.
6. Adjust the fog light convergence
Use a screwdriver to adjust the fog light to the standard area by turning the toe adjustment screw.
Note: If the screw is adjusted too far, loosen it and then tighten it again, so that the last rotation of the light adjustment screw is clockwise.
3. Self-study questions
1. Describe the operating principle of the lighting system with automatic headlight function
2. Describe the operating principle of the lighting system with the function of rotating headlights when turning
3. Draw diagram and connect lighting system on Hyundai Porter car
4. Draw diagram and connect lighting system on Honda Accord 1992
5. Draw the lighting circuit on a 1993 Toyota Lexus
LESSON 3 MAINTENANCE AND REPAIR OF SIGNAL SYSTEM
I. IMPLEMENTATION GOAL
After completing this lesson, students will be able to:
- Distinguish between types of signals on cars
- Correctly describe common symptoms and suspected areas causing damage.
- Connecting signal circuits ensures technical requirements
- Disassemble, install, check, maintain and repair the signal system to ensure technical requirements.
- Ensure safety in work and industrial hygiene
II. LESSON CONTENT
1. General description
The signal system equipped on cars aims to create signals to notify other vehicles participating in traffic about the vehicle's operating status such as: stopping, parking, braking, reversing, turning...
Signals are used either by light such as headlamps, brake lights, turn signals….. or by sound such as horns, reverse music….
Just like the lighting system. A signal system circuit usually consists of: battery, fuse, wire, relay, electrical load and control switch. Only some switches of the signal system are on the combination switch. The switches of other signals are usually located in different locations such as in the gearbox or brake pedal……
2. Maintenance and repair
2.1. Turn signals and hazard lights
The installation location of the turn signal is shown in Figure 3.1. The turn signal control switch is located in the combination switch under the steering wheel. Turning this switch to the right or left will make the turn signal turn right or left.
The hazard light switch is used when the vehicle has a problem while participating in traffic. When the hazard light switch is turned on, all the turn signals on the vehicle will light up at a certain frequency. The hazard light switch is usually placed separately from the turn signal switch (some old cars integrate the hazard and turn signal switches on the same combination switch cluster).
Figure 3.1 Turn signal switch Figure 3.2 Hazard switch
The part that generates the flashing frequency for the lights is called a turn signal relay. The turn signal relay usually has 3 terminals: B (positive power supply); E (negative power supply); L (providing the turn signal switch to distribute to the
lamp)
2.1.1. Circuit diagram
To generate the frequency for the turn signal, a turn signal relay is used in the turn signal circuit. The current from the turn signal relay will be sent to the turn signal switch assembly to distribute the current to the turn signal lights for the driver's purpose.
Figure 3.3. Schematic diagram of a turn signal circuit without a hazard switch
1. Battery; 2. Electric lock; 3. Turn signal relay; 4. Turn signal switch; 5. Turn signal lamp; 6. Turn signal lamp; 7. Hazard switch
Figure 3.4 Schematic diagram of turn signal circuit with hazard switch
1. Battery; 2. Combination switch cluster; 3. Turn signal;
4. Turn signal light; 5. Turn signal relay
Today's cars no longer use three-pin turn signal relays (B, L, E) but use eight-pin turn signal relays (figure 3.5) (pin number 8 is used for hazard lights).
For this type, the current supplying the turn signal lights is supplied directly from the turn signal relay to the lights.
div.maincontent .p { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; margin:0pt; } div.maincontent p { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; margin:0pt; } div.maincontent .s1 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 13pt; } div.maincontent .s2 { color: black; font-family:"Times New Roman", serif; font-style: italic; font-weight: normal; text-decoration: none; font-size: 14pt; } div.maincontent .s3 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; } div.maincontent .s4 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 13pt; } div.maincontent .s5 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 13pt; vertical-align: 1pt; } div.maincontent .s6 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 11pt; } div.maincontent .s7 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; vertical-align: -9pt; } div.maincontent .s8 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 11pt; } div.maincontent .s9 { color: #008000; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; } div.maincontent .s10 { color: black; font-family:"Times New Roman", serif; font-style: italic; font-weight: normal; te
Car body electrical practice - 8
zt2i3t4l5ee
zt2a3gs
zt2a3ge
zc2o3n4t5e6n7ts
If the voltage is out of specification, replace the wire or connector.
If the voltage is within specification, install the front fog light relay and follow step 5.
Step 5 Check the front fog light switch
- Remove the D4 connector of the fog light switch
- Use a multimeter to measure the resistance of the front fog light switch.
Measurement location
Condition
Standard
D4-3 (BFG) -D4-4 (LFG)
Light switchFront Fog OFF
>10kΩ
D4-3 (BFG) -D4-4 (LFG)
Front fog light switchON
<1 Ω
- Standard resistor
D4 connector is located on the combination switch assembly.
If the resistance is out of specification, replace the combination switch (the fog light switch is located in the combination switch).
If the resistance is within specification, follow step 6.
Step 6 Check wiring and connectors (front fog light relay-light selector switch)
- Disconnect connector D4 of the combination switch assembly
- Use a voltmeter to measure the voltage value of jack D4 on the wire side.
Measurement location
Control modecontrol
Standard
D4-3 (BFG) - (-) AQ
TAIL
11 to 14 V
D4 connector for the wiring of the combination switch assembly
If the voltage does not meet the standard, replace the wire or connector.
If the voltage is within standard, there may have been an error in the previous measurements.
Step 7 Check the front fog lights
- Remove the front fog light electrical connector.
- Supply battery voltage to the fog lamp terminals
Jack 8, B9 of front fog lamp on the electrical side
blind first.
Power supply location
Terms and Conditions
Battery positive terminal - Terminal 2Battery negative terminal - Terminal 1
Fog lightsbefore morning
- If the light does not come on, replace the bulb.
If the light is on, re-plug the jack and continue to step 8.
Step 8 Check wiring and connectors (relay and front fog lights)
- Disconnect the B8 and B9 connectors of the front fog lights.
- Use a voltmeter to measure voltage at the following locations:
Measurement location
Switch location
Terms and Conditions
B8-2 - (-) AQ
Electric lock ON TAIL size switchFog switch ON
11 to 14 V
B9-2 - (-) AQ
Electric lock ONTAIL size switch Fog switch ON
11 to 14 V
B8 and B9 connectors on the front fog lamp wiring side
Voltage is not up to standard, repair or replace the jack. If up to standard, there may have been an error in the measurement process.
2.2.4. Procedure for removing, installing and adjusting fog lights 1. Procedure for removing
- Remove the front inner ear pads
Use a screwdriver to remove the 3 screws and remove the front part of the front inner ear liner
-Remove the fog light assembly
+ Disconnect the connector.
+ Use a screwdriver to remove 3 screws to remove the fog light cover
2. Installation sequence
-Rotate the fog lamp bulb in the direction indicated by the arrow as shown in the figure and remove the fog lamp from the fog lamp assembly.
-Rotate the fog light bulb in the direction indicated by the arrow as shown in the figure and install the light into the fog light assembly.
- Use a screwdriver to install the fog light cover
-Install the electrical connector
Attention: Be careful not to damage the plastic thread on the lamp assembly.
- Install the front inner ear pads
Use a screwdriver to install the front inner bumper with 3 screws.
3. Prepare the vehicle to adjust the fog light convergence. Prepare the vehicle:
- Make sure there is no damage or deformation to the vehicle body around the fog lights.
- Add fuel to the fuel tank
- Add oil to standard level.
- Add engine coolant to standard level.
- Inflate the tire to standard pressure.
- Place spare tire, tools and jack in original design position
- Do not leave any load in the luggage compartment.
- Let a person weighing about 75 kg sit in the driver's seat.
4. Prepare to check the fog light convergence
a/ Prepare the vehicle status as follows:
- Place the car in a dark enough place to see the lines. The lines are the dividing line, below which the light from the fog lights can be seen but above which it cannot.
- Place the car perpendicular to the wall.
- Keep a distance of 7.62 m between the center of the fog lamp and the wall.
- Park the car on level ground.
- Press the car down a few times to stabilize the suspension.
Note: A distance of approximately 7.62 m is required between the vehicle (fog lamp center) and the wall to adjust the convergence correctly. If the distance of 7.62 m cannot be achieved, set the correct distance of 3 m to check and adjust the fog lamp convergence. (Since the target area varies with the distance, please follow the instructions as shown in the figure.)
b/ Prepare a piece of thick white paper about 2 m high and 4 m wide to use as a screen.
c/ Draw a vertical line through the center of the screen (line V).
d/ Set the screen as shown in the picture. Note:
- Keep the screen perpendicular to the ground.
- Align the V line on the screen with the center of the vehicle.
e/Draw the reference lines (H, V LH and V RH lines) on the screen as shown in the figure.HINT:
Mark the center of the fog lamp on the screen. If the center mark cannot be seen on the fog lamp, use the center of the fog lamp or the manufacturer's name mark on the fog lamp as the center mark.
H line (fog light height):
Draw a line across the screen so that it passes through the center mark. Line H should be at the same height as the center mark of the fog light bulb.
Line V LH, V RH (center mark position of left fog lamp LH and right fog lamp RH):
Draw two lines so that they intersect line H at the center marks.
5. Check the fog light convergence
a/ Cover the fog lamp or remove the connector of the other side fog lamp to prevent light from the unchecked fog lamp from affecting the fog lamp convergence test.
b/ Start the engine.
c/ Turn on the fog lights and make sure that the dividing line is outside the standard area as shown in the drawing.
6. Adjust the fog light convergence
Use a screwdriver to adjust the fog light to the standard area by turning the toe adjustment screw.
Note: If the screw is adjusted too far, loosen it and then tighten it again, so that the last rotation of the light adjustment screw is clockwise.
3. Self-study questions
1. Describe the operating principle of the lighting system with automatic headlight function
2. Describe the operating principle of the lighting system with the function of rotating headlights when turning
3. Draw diagram and connect lighting system on Hyundai Porter car
4. Draw diagram and connect lighting system on Honda Accord 1992
5. Draw the lighting circuit on a 1993 Toyota Lexus
LESSON 3 MAINTENANCE AND REPAIR OF SIGNAL SYSTEM
I. IMPLEMENTATION GOAL
After completing this lesson, students will be able to:
- Distinguish between types of signals on cars
- Correctly describe common symptoms and suspected areas causing damage.
- Connecting signal circuits ensures technical requirements
- Disassemble, install, check, maintain and repair the signal system to ensure technical requirements.
- Ensure safety in work and industrial hygiene
II. LESSON CONTENT
1. General description
The signal system equipped on cars aims to create signals to notify other vehicles participating in traffic about the vehicle's operating status such as: stopping, parking, braking, reversing, turning...
Signals are used either by light such as headlamps, brake lights, turn signals….. or by sound such as horns, reverse music….
Just like the lighting system. A signal system circuit usually consists of: battery, fuse, wire, relay, electrical load and control switch. Only some switches of the signal system are on the combination switch. The switches of other signals are usually located in different locations such as in the gearbox or brake pedal……
2. Maintenance and repair
2.1. Turn signals and hazard lights
The installation location of the turn signal is shown in Figure 3.1. The turn signal control switch is located in the combination switch under the steering wheel. Turning this switch to the right or left will make the turn signal turn right or left.
The hazard light switch is used when the vehicle has a problem while participating in traffic. When the hazard light switch is turned on, all the turn signals on the vehicle will light up at a certain frequency. The hazard light switch is usually placed separately from the turn signal switch (some old cars integrate the hazard and turn signal switches on the same combination switch cluster).
Figure 3.1 Turn signal switch Figure 3.2 Hazard switch
The part that generates the flashing frequency for the lights is called a turn signal relay. The turn signal relay usually has 3 terminals: B (positive power supply); E (negative power supply); L (providing the turn signal switch to distribute to the
lamp)
2.1.1. Circuit diagram
To generate the frequency for the turn signal, a turn signal relay is used in the turn signal circuit. The current from the turn signal relay will be sent to the turn signal switch assembly to distribute the current to the turn signal lights for the driver's purpose.
Figure 3.3. Schematic diagram of a turn signal circuit without a hazard switch
1. Battery; 2. Electric lock; 3. Turn signal relay; 4. Turn signal switch; 5. Turn signal lamp; 6. Turn signal lamp; 7. Hazard switch
Figure 3.4 Schematic diagram of turn signal circuit with hazard switch
1. Battery; 2. Combination switch cluster; 3. Turn signal;
4. Turn signal light; 5. Turn signal relay
Today's cars no longer use three-pin turn signal relays (B, L, E) but use eight-pin turn signal relays (figure 3.5) (pin number 8 is used for hazard lights).
For this type, the current supplying the turn signal lights is supplied directly from the turn signal relay to the lights.
div.maincontent .p { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; margin:0pt; } div.maincontent p { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; margin:0pt; } div.maincontent .s1 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 13pt; } div.maincontent .s2 { color: black; font-family:"Times New Roman", serif; font-style: italic; font-weight: normal; text-decoration: none; font-size: 14pt; } div.maincontent .s3 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; } div.maincontent .s4 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 13pt; } div.maincontent .s5 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 13pt; vertical-align: 1pt; } div.maincontent .s6 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 11pt; } div.maincontent .s7 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; vertical-align: -9pt; } div.maincontent .s8 { color: black; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 11pt; } div.maincontent .s9 { color: #008000; font-family:"Times New Roman", serif; font-style: normal; font-weight: normal; text-decoration: none; font-size: 14pt; } div.maincontent .s10 { color: black; font-family:"Times New Roman", serif; font-style: italic; font-weight: normal; te -
 The process of introducing Western science and technology into Vietnam in the 16th - 18th centuries - 15
The process of introducing Western science and technology into Vietnam in the 16th - 18th centuries - 15 -
 Research on the application of the process of collecting, processing and preserving community umbilical cord blood stem cells - 19
Research on the application of the process of collecting, processing and preserving community umbilical cord blood stem cells - 19 -
 Applying the Revenue Item Audit Process of Sao Viet Auditing Company
Applying the Revenue Item Audit Process of Sao Viet Auditing Company
Type
technology
Advantage | Disadvantages | |
Use acid-resistant cement but not regular cement for solidification. leading to increased costs. | ||
Wet bulb treatment technology using activated carbon to absorb mercury vapor | - Because the device uses a washing step, the resulting glass does not contain fluorescent powder and can be recycled. - Because activated carbon is used to adsorb mercury vapor, it is easier to control the optimal operating mode than when using sulfur powder. After saturation, activated carbon is also easy to handle by solidification or landfill. - Compact, easy-to-use processing equipment. | - The device operates intermittently so the processing capacity is not high. - - Because the bulbs are loaded into the grinding chamber at the same time, it sometimes hinders the starting of the grinding unit (the grinding unit cannot start). - Metal caps cannot be recovered because they are crushed together with the glass. - The processing equipment has a complex structure, making maintenance and repair difficult. - Because water is used for washing, in addition to the waste separated from the light bulbs, there is also wastewater generated from the washing process, which also increases costs. processing |
Dry light bulb processing technology use activated carbon | - Using activated carbon to adsorb mercury vapor, so mercury vapor control is possible. Effective evaluation. | Because there is no washing step, the glass after grinding still contains fluorescent powder. |
Type
technology
Advantage | Disadvantages | |
mercury vapor adsorption | Because the separated waste has no purpose for recycling but is all solidified or buried, the dry light bulb treatment technology has an advantage. The separated waste is all dry so it is easy to solidify, and at the same time, no wastewater is generated, so the treatment cost is reduced. - The device has a simpler structure and low technology investment costs. - The device operates continuously so the processing capacity is high, the device operates stably and is easy to operate. onion. |
According to the above analysis of advantages and disadvantages, it shows that the technology of treating dry light bulbs using activated carbon to adsorb mercury vapor has more advantages than the remaining treatment technologies, which is proven by the number of facilities that have invested in this treatment technology being more than the other two technologies.
However, dry treatment technology only stops at the pre-treatment level (separating into separate wastes to facilitate the next treatment steps), the generated waste has not been recycled to save resources and limit the impact on the environment.
Currently, the facilities only collect aluminum caps for recycling, however, due to small capacity, the collected metal is not much, so sometimes the facilities often
solidify or bury (because the aluminum cap is mixed in the glass container, to recover the aluminum cap, it must be filtered to recover, leading to low economic efficiency).
The capacity of the light bulb treatment equipment is usually very small, about 5-10 kg/h. However, with such a small capacity, most facilities do not use the full capacity of the equipment because the facilities do not want to collect and treat light bulbs for the following reasons:
- Because the light bulb treatment equipment is only a pre-treatment, the generated waste must be treated in the next steps such as solidification or landfill, leading to increased costs, while the cost collected from the waste source owner is low. According to the reflection of some light bulb collection and treatment facilities, on average, each kg of light bulb often has to compensate for a loss of 500 -
1,000 VND/kg.
- Waste is often treated by solidification method, which requires a storage area for solidified waste, which takes up space.
- The source of discarded light bulbs is not concentrated, the quantity is small, leading to difficulties in collection, transportation and treatment. According to interviews and reports on hazardous waste data of some facilities, the amount of light bulbs generated from waste sources is about 1-2 kg/month on average.
3.2.5. Evaluation of the effectiveness of currently applied light bulb treatment technologies
According to the above analysis, the licensed light bulb treatment technologies are only at the pre-treatment level to separate into separate wastes (glass, metal caps, fluorescent powder and mercury after adsorption or absorption) to facilitate the next treatment steps, glass is not recovered for recycling, nor is there an effective solution to treat mercury after adsorption. Therefore, the efficiency is low both economically and environmentally. These treatment technologies are only temporary solutions at the present stage because there is no facility investing in a specialized light bulb treatment and recycling system to fully recover and recycle light bulbs.
The separated waste is further treated by solidification or landfill, when this waste still has the potential to pollute the environment and requires a lot of storage space.
In recent times, in order to provide a solution to thoroughly treat waste light bulbs, some facilities have proposed technologies including recycling glass, metal caps and desorption of mercury adsorbents to recover mercury, reuse the adsorbents in the process of evaluating environmental impact assessment reports and have been approved. However, in reality, because the current treatment equipment has a small capacity (5-10 kg/h), the recovery efficiency is not high.
Therefore, in order to improve the efficiency of recovery and recycling from the light bulb treatment process, in the coming time, it is necessary to conduct research to develop a treatment technology suitable for Vietnam's conditions in the direction of a centralized treatment model and reuse of glass tubes (whole tubes), only then can we minimize the impact on the environment and improve treatment efficiency.
3.3. Market for recycling and treatment of hazardous waste including discarded light bulbs in Vietnam
3.3.1. Current status of the market for recycling and processing discarded light bulbs
Currently, it can be said that the market for recycling and treating hazardous waste, including discarded light bulbs, in Vietnam is not yet developed. The total processing capacity of hazardous waste management practitioners only meets a part of the amount of hazardous waste generated. Some units still lack understanding or have not updated regulations on specialized hazardous waste transportation vehicles and types of waste treatment technologies at home and abroad, making it difficult to choose appropriate technology to install at the treatment facility. In addition, these practitioners do not have complete technical instructions related to specialized means and equipment for the practice of transporting and treating hazardous waste. At the same time, although the technical regulations/standards related to the practice of transporting and treating hazardous waste have been issued, they are still lacking and incomplete.
Regarding light bulb waste, the source of waste generated from industry is small, in small quantities, and not concentrated. According to statistics, on average, each facility generates about 1-2 kg of fluorescent light bulb waste per month; while the source generated from daily life is collected together with other waste, so it is difficult to arrange.
storage, collection, transportation and treatment areas, leading to high service costs and reducing the competitiveness of businesses. Therefore, in order to reduce service costs, some collection and treatment facilities do not comply with regulations. In addition, due to the small number of discarded fluorescent lamps, it is also an obstacle for businesses operating in the field of hazardous waste management to research and invest in equipment with advanced technology to process and recycle discarded lamps.
3.3.2. Research capacity, technology transfer and equipment manufacturing in waste recycling activities in Vietnam
Currently in Vietnam, a system of units operating in the field of waste recycling has been formed, including the following areas:
Pure research units: conduct research and develop recycling technologies on a laboratory scale, then replicate them on a real scale. For example, institutes, research centers, universities, and laboratories. Typical examples of these units include:
Institute of Environmental Science and Technology, Hanoi University of Science and Technology with research on improving recycling technology of craft villages, or initial research on recycling technology of electronic waste.
Institute of Environmental Science and Technology, Hanoi University of Civil Engineering with research on recycling household waste or incineration of waste to recover heat.
Institute of Construction Physics under the Ministry of Construction, researches technology to recycle waste PRT plastic into unsaturated polyester plastic to manufacture composite materials, Institute of Chemical Technology and Institute of Environmental Technology under the Vietnam Academy of Science and Technology.
Center for Environmental Technology and Sustainable Development.
Faculty of Chemistry, University of Science, Vietnam National University, Hanoi and many other units.
Units that combine research and manufacturing, installation and operation of recycling lines, such as the Environmental Equipment Manufacturing Mechanical Factory of the Hydraulic Machinery Company, Tran Vu Mechanical Private Enterprise, and Vietnam Environment Joint Stock Company.