MINISTRY OF AGRICULTURE AND RURAL DEVELOPMENT MINISTRY OF EDUCATION AND TRAINING
FORESTRY UNIVERSITY
-------------------------
TRUONG VAN DUNG
STUDY OF SOME PARAMETERS AFFECTING SPECIFIC ENERGY COSTS AND SURFACE ROUGHNESS WHEN MILLING PLANE SURFACES WITH SURFACE MILLING CUTTER ON TUM20VS MILLING MACHINE
MASTER'S THESIS IN ENGINEERING
HANOI, 2012
MINISTRY OF AGRICULTURE AND RURAL DEVELOPMENT MINISTRY OF EDUCATION AND TRAINING
FORESTRY UNIVERSITY
-------------------------
TRUONG VAN DUNG
STUDY OF SOME PARAMETERS AFFECTING SPECIFIC ENERGY COSTS AND SURFACE ROUGHNESS WHEN MILLING PLANE SURFACES WITH SURFACE MILLING CUTTER ON TUM20VS MILLING MACHINE
Major: Agricultural and forestry mechanization machinery and equipment engineering Code: 60 52 14
MASTER'S THESIS IN ENGINEERING
SCIENTIFIC INSTRUCTOR : DR. TRINH HUU TRONG
HANOI - 2012
ACKNOWLEDGEMENTS
With my utmost efforts and the enthusiastic help of my scientific supervisor, Dr. Trinh Huu Trong, along with the encouragement and support of groups and individuals, I have completed this graduation thesis. On this occasion, please allow me to express my sincere gratitude to:
Scientific advisor Dr. Trinh Huu Trong spent a lot of time instructing and providing valuable documents.
The staff and teachers of the Graduate School, the Experimental and Practical Center of the Faculty of Electrical and Mechanical Engineering, the University of Forestry, and LILAMA Ninh Binh Vocational College created all favorable conditions for me to carry out the topic.
Thank you to my family and friends who encouraged and helped me during the process of doing this topic.
I would like to express my deep gratitude for that valuable help.
I hereby declare that this is my own research work. The results in this thesis are calculated accurately, honestly and have not been published by any other author. All references and quotations in the thesis are cited.
Hanoi, May 2012
Author
Truong Van Dung
INDEX
Cover Page Page
Thanks i
Table of Contents ii
Figure iv list
List of tables
List of symbols and abbreviations
PROBLEM STATEMENT 1
Chapter 1: OVERVIEW OF THE RESEARCH PROBLEM 3
1.1. The situation of using and researching metal milling machines in the world 3
1.2. Situation of use and research of metal milling machines in the country 15
Chapter 2: OBJECTIVES, OBJECTS, SCOPE, CONTENT AND RESEARCH METHODS OF THE TOPIC 23
2.1. Research objectives 23
2.2. Research objects, scope and limitations 23
2.3. Research content 24
2.3.1. Theoretical research 24
2.3.2. Experimental research 24
2.4. Research methods 25
2.5. Contents of experimental planning method 26
2.5.1. Exploratory experiment 26
2.5.2. Single factor experiment 28
2.5.3. Multifactorial experiment 32
2.5.4. Determining fair values 40
Chapter 3: THEORETICAL BASIS OF TOPIC 42
3.1. Structure and operating principle of universal milling machine TUM20VS 42
3.1.1. Structure 42
3.1.2. Operating principle 44
3.2. Cutting force and cutting power when milling flat surfaces with 44 face milling cutter
3.2.1. Structure of face milling cutter 44
3.2.2. Cutting force and cutting power when milling 46
3.3. Factors affecting specific energy costs when milling 51
3.4. Factors affecting surface roughness during milling 52
3.4.1. Machined surface roughness 52
3.4.2. Criteria for evaluating machined surface roughness 53
3.4.3. Factors affecting machined surface roughness 55
Chapter 4: RESEARCH RESULTS 60
4.1. Experimental preparation 60
4.2. Results of exploratory experiment 60
4.3. Single factor test results 63
4.3.1. Effect of cutting speed on specific energy cost and surface roughness 63
4.3.2. Effect of grinding angle on specific energy cost and machined surface roughness 66
4.4. Multifactorial research results 69
4.4.1. Select the area and the variation ranges of the influencing factors 69
4.4.2. Establishing the experimental matrix 69
4.4.3. Conduct experiments according to experimental matrix 70
4.4.4. Determine the mathematical model and perform test calculations 70
4.4.5. Converting the regression equations of objective functions to real form 72
4.4.6. Determine the optimal values of parameters v, u and 72
4.5. Reasonable technological values when milling flat surfaces with face milling cutters on milling machine TUM 20VS 73
CONCLUSION - RECOMMENDATION 74
REFERENCES 76
APPENDIX
LIST OF IMAGES
TT
Image name | Page | |
1.1 | Milling machine FF500 MICRO | 4 |
1.2 | Colchester 610 L/S milling machine | 4 |
1.3 | EAGLE 1000 milling machine | 5 |
1.4 | Milling machine QV 127 | 5 |
1.5 | Acumen 900 milling machine | 6 |
1.6 | Milling machine 6T83S | 7 |
1.7 | Milling machine M218 | 7 |
1.8 | OPTI BF 20 milling machine | 8 |
1.9 | CNC milling machine DMU 210P | 9 |
1.10 | Milling machine MVR40 | 10 |
1.11 | MAC- V4 milling machine | 10 |
1.12 | VMC 65 milling machine | 16 |
1.13 | Milling machine GSVM-8050 | 17 |
3.1 | Structure diagram of milling machine TUM20VS | 42 |
3.2 | Face milling cutter structure | 44 |
3.3 | Flat milling process with end mill | 47 |
3.4 | Surface roughness | 47 |
4.1 | Face milling cutter | 58 |
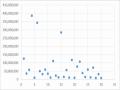
4.2 | Graph of the effect of cutting speed on energy costs private | 62 |
4.3 | Graph of the effect of cutting speed on machined surface roughness labour | 63 |
4.4 | Graph of the influence of grinding angle on energy costs private | 65 |
4.5 | Graph of the influence of grinding angle on machined surface roughness labour | 66 |
Maybe you are interested!
-

 Study on the influence of soil environment on the growth and development of Aquilaria crassna - 12
Study on the influence of soil environment on the growth and development of Aquilaria crassna - 12 -
 Research Contents Identify Factors Affecting Slow Growth In The Study.
Research Contents Identify Factors Affecting Slow Growth In The Study. -
 Factors influencing customer engagement with online brand communities: A study in Vietnam - 25
Factors influencing customer engagement with online brand communities: A study in Vietnam - 25 -
 Factors Affecting Consumers' Green Furniture Consumption Behavior in Hue City - Case Study at Woodpark Furniture Company Limited - 1
Factors Affecting Consumers' Green Furniture Consumption Behavior in Hue City - Case Study at Woodpark Furniture Company Limited - 1 -
 The influence of factors belonging to bank characteristics on credit risk at Vietnamese commercial banks - 13
The influence of factors belonging to bank characteristics on credit risk at Vietnamese commercial banks - 13
LIST OF TABLES
TT
Table name | Page | |
2.1 | Coding of influencing factors | 33 |
2.2 | The central planning experiment matrix is composed of two influencing factors | 33 |
3.1 | Technical specifications of milling machine TUM20VS | 41 |
4.1 | Summary of experimental distribution results | 59 |
4.2 | Characteristics of empirical distributions | 59 |
4.3 | Summary of experimental distribution results | 60 |
4.4 | Characteristics of empirical distributions | 60 |
4.5 | Experimental results of the effect of cutting speed | 61 |
4.6 | Experimental results of the influence of grinding angle | 64 |
4.7 | The encoded value of X 1 , X 2 | 67 |
4.8 | Experimental matrix | 67 |
4.9 | Summary of the processed values of the function N r | 68 |
4.10 | Summary of processed values of R function a | 69 |
LIST OF SYMBOLS AND ABBREVIATIONS
Symbol
Name | Unit | |
P z | Round force | N |
P y | Radial force | N |
P H | Horizontal force | N |
PV | Vertical force | N |
p | Unit shear force | N/mm 2 |
f | Cross section made by a tooth of a cutter at time of calculation | mm 2 |
A | The coefficient takes into account the cutting conditions and depends on the nature of the quality of processed material | |
n | The exponent characterizing the effect of a on the force p | |
a x | Instant cutting thickness | mm |
S z | Amount of tooth travel | mm/tooth |
D | Knife diameter | mm |
η | Machine performance | |
K n | Allowable instantaneous overload factor | |
N r | Specific energy cost | kWh/m 3 |
W | Energy cost to produce mass of product M | kWh |
M | The amount of product the device produces | m3 |
N d | Motor power required for milling machine activities in time T to produce a certain amount of products | kW |
T | Time for milling machine to produce product mass M | H |
l | Length of one milling pass | mm |
Go out | The average profile deviation is equal to the average value of the heights h calculated from the median line. vase within standard length 1 | mm, μm |